/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ МАЛОГО ДИАМЕТРА | 2021 |
|
RU2757776C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке вязких и труднообрабатываемых материалов на токарных станках с числовым программным управлением. Целью изобретения является повышение качества обработки. Для этого обработку вращающейся заготовки 1 осуществляют режущим инструментом 2 в два прохода. В процессе первого прохода на обрабатываемую поверхность наносят систему стружкоразделительных канавок путем периодического прерывания продольной подачи режущего инструмента и определяют величину его упругих отжатий, а при втором - чистовом-проходе с непрерывной подачей увеличивают радиальный вылет режущего инструмента 2 на величину его упругих отжатий при выполнении первого прохода. Частоту прерывания подачи устанавливают из математического соотношения, приведенного в описании изобретения. 1 ил.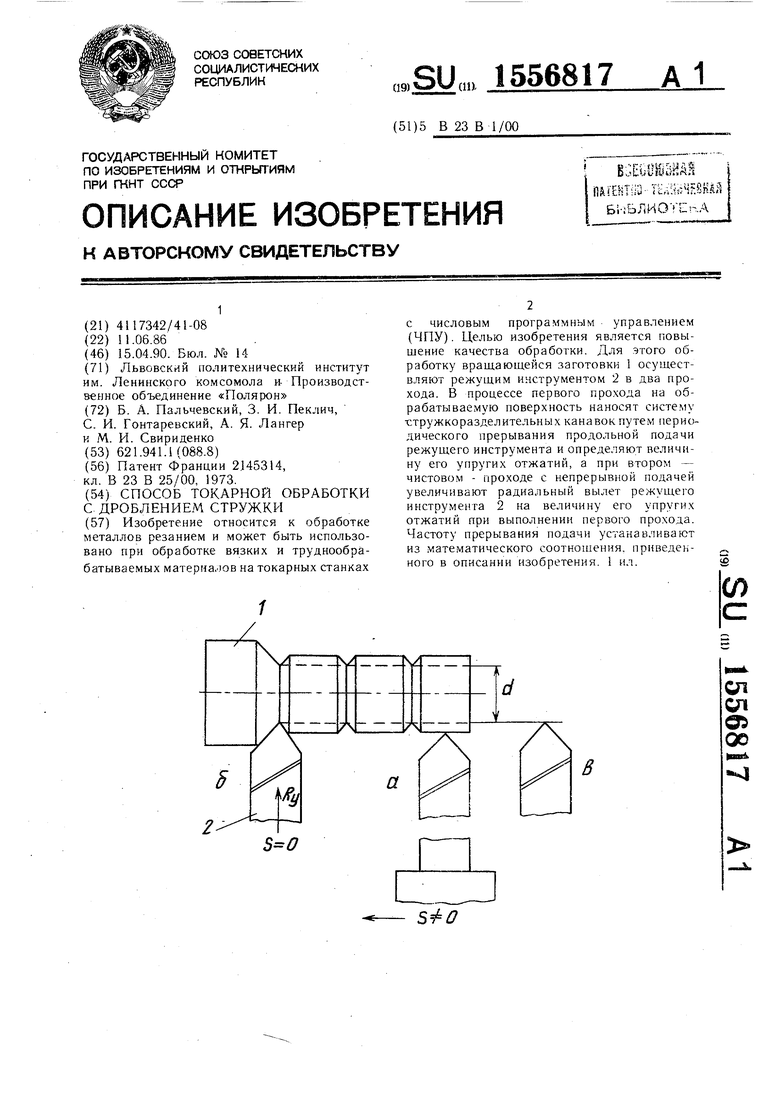
5
fiy
а
В
сд
СЛ & 00
ОШ4
ч|
Г1
Изобретение относится к обработке металлов резанием и может быть использовано при обработке преимущественно вязких и труднообрабатываемых материалов на токарных станках с ЧПУ.
Цель изобретения - повышение качества обрабатываемой поверхности.
На чертеже представлена схема обработки заготовки .по предлагаемому способу.
Способ осуществляется следующим образом.
Обработку вращающейся заготовки 1 осуществляют режущим инструментом 2 в два прохода. При этом в процессе первого прохода - положение а режущего инструмента (см. чертеж), на обрабатываемую по- верхность заготовки наносят систему струж- лоразделительных канавок путем периодического прерывания продольной подачи режущего инструмента и определяют величину его упругих отжатий (положение б режущего инструмента, а при втором - чистовом-про- ходе с непрерывной подачей (положение в режущего инструмента) увеличивают радиальный вылет режущего инструмента 2 на величину его упругих отжатий при выполнении первого прохода. При этом частоту „ прерывания подачи устанавливают из условия
упругого отжатия Ру будут равны расчетному размеру обрабатываемой детали. Для этого выполнение первого прохода осуществляют при выставке режущего инструмента на геометрический, заданный черте- жом, размер детали и в случае отклонения диаметров проточенных канавок от геометрического размера детали вводят соответствующее значение коррекции в программу ЧПУ радиального положения режущего ин- 10 струмента. Второй проход осуществляют с непрерывной подачей, также выставив режущий инструмент на геометрический размер детали, и вводят соответствующую коррекцию в случае отклонения фактического диаметра от расчетного.
В процессе обработки последующей партии деталей введение в программу ЧПУ дополнительной коррекции не требуется.
20
Формула изобретение
Способ токарной обработки с дроблением стружки, включающий предварительный проход режущего инструмента с нанесением на обрабатываемую поверхность системы стружкоразделительпых канавок путем периодического прерывания его продольной подачи и последующий чистовой проход, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, перед выполнением чистового прохода где d - диаметр обрабатываемой поверх- зо увеличивают радиальный вылет режущего
ndn
Lcr Ky
УСности;
п - число оборотов заготовки на предварительном проходе: LCT- допустимая длина стружки при
чистовом проходе;
КУС - коэффициент укорочения стружки. При этом настройка станка с ЧПУ на выполнение первого и второго проходов заключается в определении такого исходного положения резца, при котором диаметры кольцевых канавок, проточенных в результате прерывания подачи на первом проходе, вследствие радиального перемещения режущего инструмента под действием усилия
упругого отжатия Ру будут равны расчетному размеру обрабатываемой детали. Для этого выполнение первого прохода осуществляют при выставке режущего инструмента на геометрический, заданный черте- жом, размер детали и в случае отклонения диаметров проточенных канавок от геометрического размера детали вводят соответствующее значение коррекции в программу ЧПУ радиального положения режущего ин- 0 струмента. Второй проход осуществляют с непрерывной подачей, также выставив режущий инструмент на геометрический размер детали, и вводят соответствующую коррекцию в случае отклонения фактического диаметра от расчетного.
В процессе обработки последующей партии деталей введение в программу ЧПУ дополнительной коррекции не требуется.
5
инструмента на величину его упругих отжатий при выполнении предварительного прохода, а частоту v прерывания подачи останавливают из условия
jidn
0
Ъцт Кус.
где о -диаметр обрабатываемой поверхности;
п - число оборотов шпинделя на предварительном проходе;
LCT - допустимая длина стружки при чистовом проходе; /С - коэффициент укорочения стружки.
| ТЕПЛОИЗОЛЯЦИОННЫЙ БЕТОН | 1999 |
|
RU2145314C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
