Изобретение относится к механосборочному производству, а именно к устройствам для демонтажа прессовых соединений.
Цель изобретения - повышение качества выпрессовки втулок малой высоты путем исключения порчи внутренней поверхности втулок и перекосов последних за счет выполнения выступов на захватном элементе в виде конусов, способных захватывать втулки за их удаленный в тело корпуса торец.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - схема захвата демонтируемой втулки захватными полувтулками; на фиг. 3 - вид А на фиг. 2.
Устройство для выпрессовки втулок состоит из установленного в корпусе 1 приводного винта 2 с головкой 3 и гайками 4 и 5 и захватного элемента в виде двух клинообразных полувтулок 6 и 7, сопряженных по плоскости разъема, выполненной под углом к оси винта 2, и охватывающих его своими внутренними поверхностями. На наружной поверхности каждой из полувтулок выполнено по одному выступу 8 и 9, имеющих форму усеченных конусов. Причем в осевом сечении образующая 10 клина 8 параллельна образующей 11 клина 9, а эти плоскости 12 и 13 оснований конусов перпендикулярны оси приводного винта 2.
Устройство работает следующим образом.
Приводной винт 2 с клинообразными полувтулками б и 7 устанавливают в отверстие демонтируемой втулки так, чтобы выступы 8 и 9 находились между заглубленным торцом демонтируемой детали и охватывающим ее корпусом. При затяжке гайки 4 происходит радиальное перемещение полувтулки 6, так как выступ 8 плоскостью 12 упирается в торец отверстия корпуса демонтируемого узла. При этом
поверхность с образующей 10 заставляет перемещаться демонтируемую втулку в осевом направлении. Полувтулка 7 в этот момент перемещается как в радиальном направлении, так и в осевом. При этом
выступ 9 плоскостью 12 упирается в торец демонтируемой детали, а конической поверхностью с образующей 11 - в корпус демонтируемого узла.
При внедрении клина 9 происходит пере0 мещение демонтируемой втулки в осевом направлении. Причем внедрение обоих клиньев происходит одновременно и вызывает одинаковое по всему периметру осевое смещение демонтируемой детали на высоту а. Затем устанавливают корпус 1 и посредством гайки 5 производят обратный ход приводного винта 2. При этом происходит окончательная выпрессовка втулки.
20
Формула изобретения
Устройство для выпрессовки втулок, содержащее установленный в корпусе приводной винт с головкой и гайкой, а также съемный захватный элемент, расположенный между головкой винта и гайкой с возможностью взаимодействия с ними и выполненный в виде двух клинообразных полувтулок, сопряженных между собой по плоскости разъема, расположенной под углом к продольной оси винта, отличающееся
о тем, что, с целью повышения качества выпрессовки втулок малой высоты, каждая полувтулка выполнена с расположенным на ее наружной боковой поверхности кольцевым выступом с поперечным сечением в форме клина, при этом основания клиньев
кольцевых выступов обеих полувтулок расположены в одной плоскости, перпендикулярной оси винта, а образующие клиньев, расположенных в одном поперечном сечении, параллельны одна другой.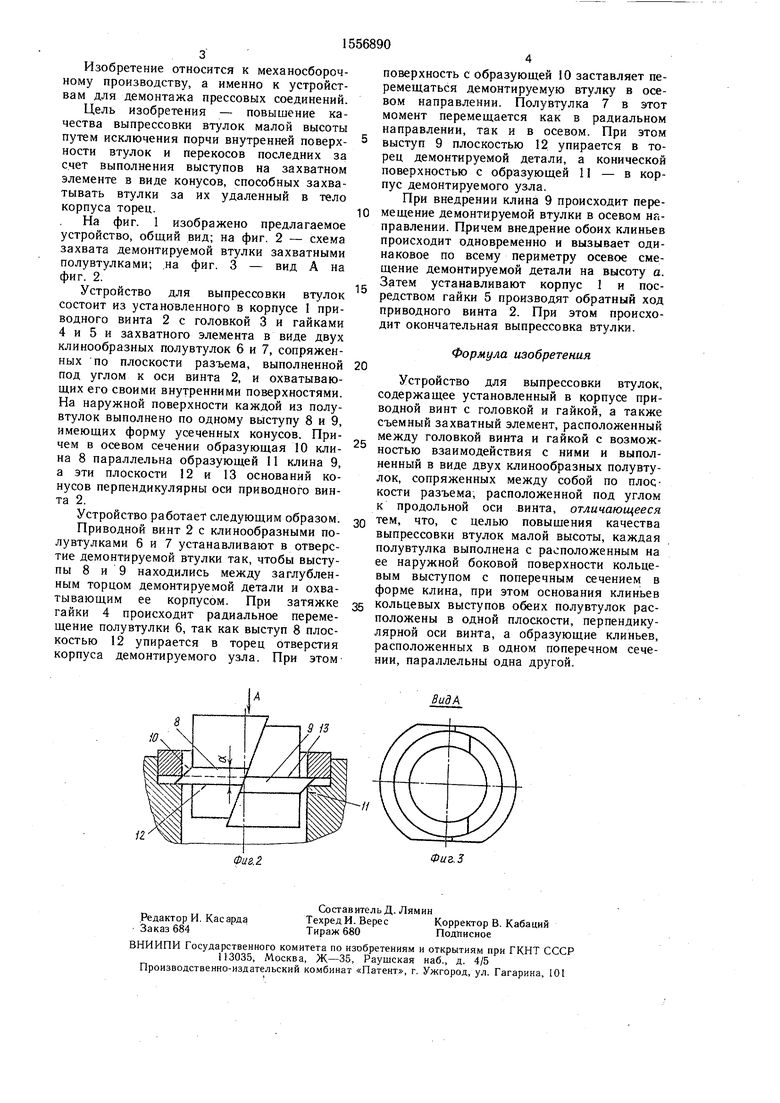
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выпрессовки втулок | 1981 |
|
SU1006152A1 |
| Устройство для демонтажа прессовых соединений | 1979 |
|
SU867593A1 |
| Устройство для выпрессовки деталей типа втулок | 1986 |
|
SU1431909A1 |
| Устройство для выпрессовки деталей типа втулок | 1991 |
|
SU1810270A1 |
| Устройство для выпрессовки деталей типа втулок | 1987 |
|
SU1516292A2 |
| Устройство для монтажа и демонтажа деталей типа втулок | 1984 |
|
SU1225750A1 |
| Устройство для выпрессовки втулок из корпусных деталей | 1982 |
|
SU1117178A1 |
| Устройство для выпрессовки деталей типа втулок | 1990 |
|
SU1764925A1 |
| Устройство для выпрессовки деталей типа втулок | 1984 |
|
SU1171268A1 |
| Устройство для выпрессовки деталей типа втулок | 1981 |
|
SU1007896A1 |
Изобретение относится к механосборочному производству, в частности к устройствам для демонтажа прессовых соединений. Цель изобретения - повышение качества путем исключения порчи внутренних поверхностей втулок и перекосов последних. Приводной винт 2 с клинообразными полувтулками 6 и 7 устанавливают в отверстие демонтируемой втулки так, чтобы выступы 8 и 9 находились между заглубленным торцом выпрессовываемой детали и охватывающим ее корпусом. При затяжке гайки 4 выступы 8 и 9 получают как радиальное, так и осевое перемещение и внедряются за торец втулки, частично выпрессовывая ее. Затем устанавливают корпус 1 и вращением гайки 5 производят окончательную выпрессовку втулки. 3 ил.
10
Фаг 2.
ВидА
ФигЗ
