Изобретение относится к ультразвуковой (УЗ) дефектоскопии и может быть использовано при теневом контроле листовых изделий, например листовых конструкций из полимерных композиционных материаловi
Целью изобретения является повьше- ние точности определения размеров дефектов путем определения площади Дефекта н плоскости, перпендикулярной акустическим осям преобразователей по площади контакта преобразователя, при которой появляется принимаемый сигнал.
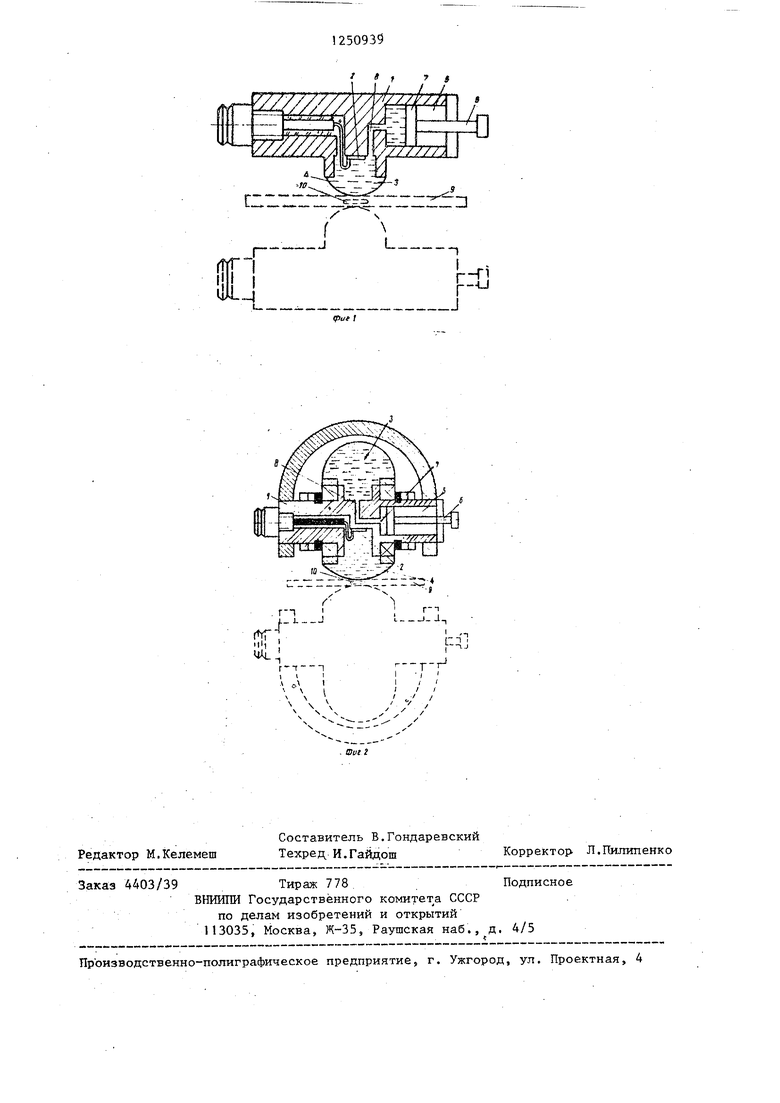
На фиг.1 представлен прямой УЗ преобразователь, реализующий способ теневого контроля изделий; на фиг.2- катящийся УЗ преобразователь, реализующий способ теневого контроля изделий.
Способ теневого контроля изделий УЗ преобразователями заключается в следующем,
Преобразозатели ра :полагают соос- но один другому по разные стороны контролируемого изделия Одним преоб разователем излучают УЗ-колебания, а другим преобразователем принимают УЗ-колебания, прошедшие через контре лируемое изделие о В ходе контроля измеряют амплитуду принятых УЗ-колеба- ний и осуществляют сканирование преобразователями поверхности контролируемого изделия. При обнаружении дефекта, регистрируемого по полному от сутствию принятых У3-колеба;ний, определяют его границы и устанавливают . центр зоны полного отсутствия принимаемого сигнала. Такая зона существует при наличии в контролируемом изделии дефекта, площадь которого превосходит площадь возбуждаемого в из- .делии пучка УЗ-колебаний. Затем совмещают акустические оси преобразователей с центром -зоны полного отсутствия принимаемого сигнала и плавно увеличивают площадь контакта одного из преобразователей до появления принимаемого сигнала. Как только площадь контакта одного из преобразователей достигнет величины, при которой приемный преобразователь регистрирует прощедшие через контролируемое изделие УЗ-колебания, ее фиксируют. После этого измеряют получен- ную площадь контакта и по ней опреде ляют площадь дефекта в плоскости, перпендикулярной акустическим осям
0
5 0
5 , 55
40
45
50
преобразователей, принимая ее равной измеренной площади контакта.
Ультразвуковой преобразователь для теневого контроля изделий содержит корпус и расположенную в нем пьезопластину 2. Кроме того, преобразователь содержит локальную ванну 3, заполненную иммерсионной жидкостью, и эластичный протектор 4 Локальной ванны 3. Преобразователь также содержит расположенньгй в корпусе 1 регулятор площади акустического контакта, вьтолненный в виде гидро- цилиндра 5 со штоком 6 и рабочей полостью 7. В корпусе 1 преобразователя выполнен канал 8, соединяющий локальную ванну 3 с рабочей полостью 7-гидроцилиндра 5. В случае использования обычного прямого преобразователя (фиг.I) локальная ванна представляет собой насадку, жестко установленную на корпусе 1 перед пьезопластиной 2. В случае использования катящегося преобразователя (фиг.2) локальная ванна представляет собой обод, установленный на корпусе I с возможностью вращения вок- Фуг его оси и контактирующий с изделием 9, в котором расположен дефект 10,
Ультразвуковой преобразователь для теневб/J контроля изделий работает следующим образом.
Два идентичных преобразователя располагают, соосно один другому по разные стороны контролируемого изделия 9, например плоского листа иэ полимерного композиционного материала. Соосность преобразователей, т.е. соосность их акустических осей, и фиксацию расстояния между каждым из преобразователей и соответствующей поверхностью контролируемого изделия 9 обеспечивает устройство (не показано), в котором крепятся корпуса 1 преобразователей, например скоба. Перед началом контроля целесообразно установить для излут1ающего преобразователя минимально допустимую площадь контакта зластичного протектора 4 с поверхностью контролируемого изделия 9, а дпя приемного - максимальную площадь контакта.
Излучающий преобразователь излучает УЗ-колебания пьезопластиной 2, . которые, проходя через иммерсионную ванну 3 и эластичный протектор 4, поступают в контролируемое изделие 9.
Приемным преобразователем принимаТоТ прошедшие через контролируемое изделие 9 УЗ-колебания. В ходе контроля измеряют амплитуду принятых УЗ-коле- баний при помощи дефектоскопа (не показан) и осуществляют сканирование преобразователями поверхности контролируемого изделия 9 по точкам (в случае использования прямых преобразователей с жестко установленной локальной ванной 3), или построчно (в случае использования катящихся преобра- . .зователей). При обнаружении дефекта 10, регистрируемого по уменьшению амплитуды принятых УЗ-колебаний, путем многократного сканирования дефектного участка изделия 9 в различных направлениях устанавливают центр зоны полного отсутствия принимаемого сигнала. Затем располагают преобразователи на дефектном участке изделия 9 таким образом, чтобы их акустические оси совместились с центром зоны полного отсутствия принимаемого сигнала и пьезопластина 2 приемного преобразователя бьша полностью экранирована дефектом 10 от излучающего преобразователя. После этого плавно увеличивают площадь контакта излучающего преобразователя, для чего смещают шток 6 гидроцилиндра 5- в сторону уменьшения объема рабочей полости 7, что приводит к переходу иммерсионной жидкости из полости 7 через канал 8 в иммерсионную ванну.3, повьш1е- нию давления в последней и, как результат этого, растягиванию эластичного протектора 4 и прилеганию его к поверхности контролируемого изделия 9 на большей площади. Смещение штока 6 прекращается, как только приемный преобразователь зарегистрирует прошедшие через контролируемое изделие 9 УЗ-колебания. После этого измеряют полученную площадь контакта, например, по нанесенной на штоке 6 шкале., предварительно оттарированной для данного расстояния от преобразователя до поверхности контролируемого изделия 9. По измеренной площади контакта определяют равную ей площадь дефекта 10 в плоскости, перпендикулярной акустическим осям преобразователей.
Предложенный способ теневого контроля изделий УЗ преобразователями и
УЗ преобразователь, его реализующий, позволяют повысить точность и стабильность определения площади дефекта в плоскости, перпендикулярной акустическим осям преобразователей, за счет исключения определения только по одному параметру - амплитуде, благодаря использованию при контроле изменяющейся во времени площади ксн- такта преобразователя с ко тролируе- мым изделием и измерению площади в момент прекращения экранирования дефектом приемного преобразователя.
Ф о рмула изобретения
1. Способ теневого контроля изделий, заключающийся в том, что располагают ультразвуковые преобразователи сорсно один другому по разные стороны изделия, излучают одним преобразователем ультразвуковые колебания, принимают прошедшие через изделия колебания другим преобразователем,
измеряют амплитуду принятых колебаний в процессе сканирования изделия и определяют наличие дефекта и его границы по полному отсутствию принимаемого сигнала, отличающийс я тем, что, с целью поЕ--Ш1ения точности определения размеров дефектов, дополнительно устанавливают центр зоны полного отсутствия принимаемого сигнала, совмещают акустические оси преобразователей с этим центром, плавно увеличивают площадь контакта одного из преобразователей до появления принимаемого сигнала, измер5пот полученную площадь контакта и по ней , определяют площадь дефекта в плоское- ти, перпендикулярной акустическим осям преобразователей.
2. Ультразвуковой преобразователь для теневого контроля изделий, содержащий корпус, расположенную в нем пьезопластину и локальную ванну с эластичным протектором, отличающийся тем, что, с целью повьш1ения точности и стабильности определения размеров дефектов, он снабжен расположенным в корпусе регулятором площади акустического контакта, вьтолненным в виде гидроцилиндра, соединяющегося рабочей по
лостью с локальной ванной.
г-f
-U

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
| Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания | 2022 |
|
RU2785302C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Ультразвуковой способ определения параметров поверхности катания головки рельса и глубины залегания продольных трещин | 2022 |
|
RU2788475C1 |
| Способ ультразвукового контроля качества соединений многослойных труб | 1986 |
|
SU1350605A1 |
| Искатель к дефектоскопу | 1983 |
|
SU1147974A1 |
| Ультразвуковой способ обнаружения дефектов в головке рельса | 2022 |
|
RU2783753C1 |
| Устройство для ультразвукового контроля изделий | 1985 |
|
SU1280525A1 |
Изобретение относится к области ультразвуковой дефектоскопии и может быть использовано при теневом контроле листовых изделий. Целью изобретения является повьшение точности определения размеров дефектов за счет определения площади дефектов в плоскости, перпендикулярной акустическим осям преобразователей, определения этого параметра не только по амплитуде принятого сигнала, но и по площади контакта преобразователя с контролируемым изделием, при которой прекращается экранирование дефектом приемного преобразователя . и последний регистрирует ультразвуковые колебания, прошедшие через контролируемое изделие. При проведении -ультразвукового теневого контро- ля в амплитудном варианте после выявления дефектной зоны дополнительно устанавливают центр зоны полного отсутствия принимаемого сигнала и совмещают акустические оси преобразователей с этим центром. Затем при помощи расположенного в корпусе регулятора площади акустического контакта, вьтолненного в виде гндроци- линдра, соединяющегося рабочей полостью с локальной ванной с эластичным протектором, плавно увеличивают площадь контакта одного из преобра- . зоваталей до появления принимаемого сигнала. После этого измеряют полу- . ченную площадь контакта и по переопределяют равную ей пло- щадь дефекта в плоскости, перпендикулярной акустическим осям преобразователей. 2 с.п. ф-лы, 2 ил. (Л ьо СП о со оо со
Редактор М.Келемеш
Составитель В.Гондаревский
Техред И.ГайдошКорректор Л.Пилипенко
Заказ 4403/39Тираж 778Подписное
ВНИИПИ Государственного комитет а СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Неразрушающий контроль металлов и изделий | |||
| Справочник/ Под ред | |||
| Г.С.Самойловича, М.: Машиностроение, 1976, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ММЗ им, А.И.Микояна, 1979 | |||
| ДефектЬскопия | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| ; | |||
