Изобретение относится к машиностроению, а именно к оборудованию для раскатки кольцевых заготовок.
Цель изобретения - повышение производительности и автоматизация контроля диаметра раскатываемой кольцевой заготовки.
Сущность изобретения состоит в том. что автоматический контроль диаметра раскатываемой кольцевой заготовки на вертикальной обжимной матине осуществляется в функции толщины раскатываемого кольца. В процессе раскатки кольца объем V и ширина 1 изделия остается постоянной, т.е.
где D1, D 2 - соответственно наружный и внутренний диаметры кольца. 1 - ширина кольца.
После преобразования получим
1 г 4V fiT A const
Выразим внутренний диаметр D че- реч внешний диаметр D( и толщину Н
D4 D , - 2Н;
.1
D - (D,-2H)2 - А;
D - D + 4D, H-4H2 A;
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Система автоматического управления главными приводами реверсивного прокатного стана | 1988 |
|
SU1581398A1 |
| ИЗМЕРИТЕЛЬ ВНУТРЕННЕГО ДИАМЕТРА ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА ПРИ ПРОКАТКЕ | 1992 |
|
RU2082081C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В ПЛАСТ | 2011 |
|
RU2478292C1 |
| РЕВЕРСИВНЫЙ ЧИСЛО-ИМПУЛЬСНЫЙ АНАЛОГО-ЦИФРОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 2009 |
|
RU2429563C1 |
| Устройство для измерения глубины скважины | 1988 |
|
SU1579991A1 |
| Устройство для автоматического контроля качества перешлифовки листопрокатного валка на заданный профиль | 1985 |
|
SU1308413A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1991 |
|
RU2078302C1 |
| Устройство для определения абсолютного положения вала исполнительного механизма | 1988 |
|
SU1781822A1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
Изобретение относится к машиностроению, а именно к оборудованию для раскатки кольцевых заготовок. Цель изобретения - повышение производительности и автоматизации контроля диаметра раскатываемой кольцевой заготовки. Устройство содержит импульсный датчик перемещения валка верхней бабки обжимной машины, блок согласования, элементы И, счетчик, блок индикации, цифроаналоговый преобразователь, блок деления, сумматор, блок сравнения, релейный элемент, элементы ИЛИ, И-НЕ, блоки задания, формирования начальных условий, формирователь импульсов, датчик начала раскатки. Автоматический контроль в процессе раскатки осуществляется в функции толщины раскатываемого кольца. При этом ширина его остается постоянной. Устройство позволяет полностью автоматизировать процесс контроля диаметра заготовки. 1 з.п. ф-лы. 3 ил.
Г(
D.
оК
1 V const,
D, H - H2
1Г1
ki
Задавая начальные значения D и Н, затем автоматически определяя значение А1, а затем в процессе раскатки контролируя толщину кольца h(t), получаем следующее выражений для текущего значения диаметра кольца:
т, , , D.-H - Н2
D(t) Vt)
+ h(t)
и если в процессе раскатки D (t) Di тРеЈ (ГДЈ Di треб конечное значение диаметра кольца), то процесс раскатки должен быть закончен.
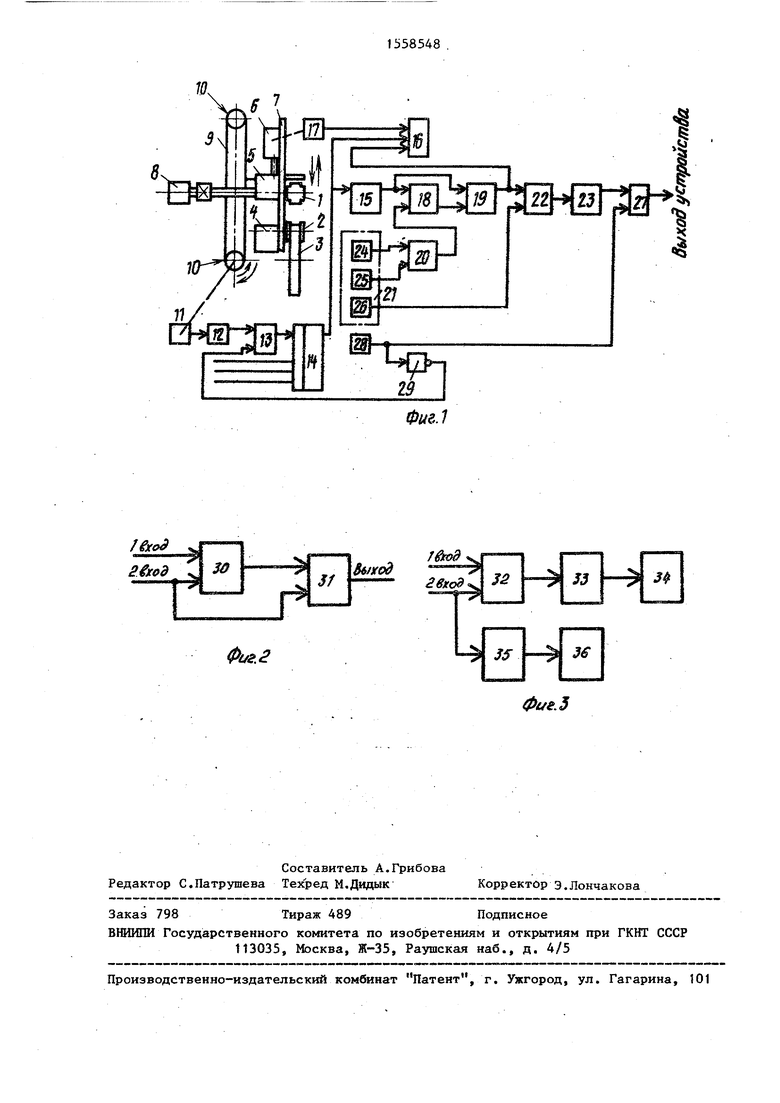
На фиг.1 представлена блок-схема устройства автоматического контроля диаметра раскатываемой кольцевой заготовки; на фиг.2 и 3 - соответственно блок формирования начальных условий к блок индикации.
Устройство содержит два калиброванных валка: верхний 1 и нижний 2. На нижнем валке размещается кольцевая заготовка 3. Ось нижнего валка 2 закреплена в нижней бабке 4, а верхний валок t установлен на верхней бабке 5, которая совершает возвратно- поступательное перемещение вниз- вверх при помощи гидропривода 6 по направляющей 7„ Ось верхнего валка связана с рлектроприводом 8. Верхняя бабка 5 через передачу, например цепь 9, связана с зубчатыми колесами 10, на оси одного из которых установлен импульсный датчик 11 перемещения, выход которого через последовательно соединенные блок 12 согласования и первый вход элемента И 13 соединен с первым входом двоичного реверсивного счетчика 14,
В качестве импульсного датчийй 11 перемещения используется, например датчик перемещения типа ПДФ-5} на выходе которого за один оборот вала формируется 2000 импульсов.
Выход двоичного реверсивного счет- ика 14 соединен с входом цифроанало- гового преобразователя 15 (ЦАП) и пер вым входом блока 16 индикации, третий вход которого соединен с выходом датчика 17 начала раскатки. Выход ЦАП 15 соединен с первыми входами блока 18 деления и сумматора t9, второй вход блока 18 деления соединен с выходом блока 20 формирования начальных условий э первый и второй вход которого соединен соответственно с первым и вторым выходом блока 21 задания. Второй вход сумматора 19 соединен с
5
0
5
0
5
0
5
0
5
выходом блока 18 деления. Выход сумматора 19 соединен с вторыми входами блока 16 индикации, блока 22 сравнения, второй вход которого соединен с третьим выходом блока 21 задания, а выход соединен с входом релейного элемента 23. Блок 21 задания содержит три задатчика 24-26 - для задания начального значения внешнего диаметра кольца D,, для задания толщины кольца Н и для задания требуемого значения внешнего диаметра кольца D g Выход релейного элемента 23 соединен с первым входом элемента ИЛИ 27, второй вход которого соединен с формирователем 28 импульса и через элемент И-НЕ 29 с вторым входом элемента И 13. Блок 20 формирования начальных условий состоит из сумматора 30 и блок 31 умножения. Блок 16 индикации содержит элемент И 32, дешифратор 33, блок 34 индикаторных ламп, реле 35 и регистрирующий прибор 36. Реверсивный счетчик 14 имеет второй вход - сброс в нулевое состояние, третий Yc и четвертый - Y входы соединены с контактами переключателя направления перемещения верхней бабки 5, соответственно Подъем и Спуск.
Устройство работает следующим образом.
При включении напряжения на устройство состояние двоичного реверсивного счетчика 14 неопределено и при этом верхний валик 1 может находиться на любом расстоянии от нижнего валка 2.
Оператор нажимает кнопку Сброс в 0 - двоичный реверсивный счетчик 14 сбрасывается в нулевое состояние.
Для того, чтобы верхнюю бабку 5 с валком 1 переместить вниз до соприкосновения поверхностей нижнего 2 и верхнего 1 валков, оператор при помощи формирователя 28 импульса формирует логическую единицу, которая «через элемент ИЛИ 27 поступает в схему управления перемещения верхней бабки 5. Оператор далее при помощи переключателя формирует сигнал на спуск верхней бабки 5. При этом импульсы, формируемые на выходе датчика 11 перемещения, не поступают на первый вход двоичного реверсивного счетчика 14, так как логическая единица, формируемая формирователем 28 импульса через элемент И-НЕ 29, поступая на второй вход элемента И 13,
запрещает прохождение этих импульсов. При соприкосновении поверхностей нижнего 2 и верхнего 1 валков, достижении давления в гидроцилиндре гидропривода 6 Р 1,4 кг/см2 на выходе датчика начала раскатки кольца 17 формируется логическая единица, которая, поступая в блок 16 индикации, формирует информацию о состоянии двоичного реверсивного счетчика 14.
Состояние двоичного реверсивного счетчика 14 равно нулю, оператор заканчивает формирование логической единицы при помощи формирователя 28 импульса -и отключает перемещение верхней бабки 5 и вращение верхнего валка 1 .
Затем оператор, исходя из известной номенклатуры обрабатываемой кольцевой заготовки, задает при помощи задатчиков 24 начальный наружный диаметр кольца D, , 25 - первоначальную толщину Н и задатчика 26 требуемый конечный диаметр кольца DlTpes
На выходе сумматора 30 блока .20 формирования начальных условий формируется аналоговый сигнал, равный - алгебраической сумме заданных значений задатчиков 24 и 25, т.е. (D1-H), анный сигнал, поступает на первый вход блока 31 умножения, на выходе блока 31 умножения и соответственно на выходе блока 20 формирования на- чального состояния формируется инормация, равная произведению (D,, - - Н)-Н, так как на второй вход блока 31 умножения поступает с выхода задатчика 25 сигнал,равный начальному значению толщины кольца, т.е. Н. Инормация с выхода блока формирования начальных условий 20, то есть 1 (D - Н )-Н поступает на второй вход блока 18 деления.
При перемещении верхней бабки 5 с валком 1 вверх на выходе датчика П перемещения формируются импульсы, которые поступают на вход блока 12 согласования . На выходе блока 12 согласования формируются импульсы, число которых прямо пропорционально пройенному пути верхней бабки 5 с валком 1. Импульсы с блока 12 согласования поступают через первый вход элемента И 13 на счетный - первый вход воичного реверсивного счетчика 14, на втором входе элемента И 1 - логическая единица, сформироваимая эле ментом И-НЕ 29, так как на выходе
5
формирователя импульса 28 - логический ноль.
На третий вход двоичного реверсивного счетчика поступает логическая единица, которая разрешает суммирование импульсов. На выходе двоичного реверсивного счетчика 14 будет сформирована информация в двоичном коде, равная расстоянию нижней точки верх-1 него валка 1 и верхней точки нижнего валка 2. Данная-информация поступает через ЦАП 15, блок 18 деления, сумматор 19 на вход блока 22 сравнения. В блоке 22 сравнения сравнивается полученный сигнал с требуемым
&, TfeJ
Если на выходе блока 22 сравнения
сигнал положителен, то на выходе бло0
5
5
0
5
0
ка релейного элемента 23 формируется логическая единица, которая разрешает перемещение верхней бабки 5 вниз, т.е. протекает процесс раскатки, в других случаях, формируется логический ноль, который запрещает перемещение верхней бабки 5 вниз. Сигнал с выхода элемента ИЛИ 27 поступает только в электрическую цепь управления спуска верхней бабки 5, при этом подъем верхней бабки 5 может осуществляться в любой момент времени.
После того, как осуществился подъем верхней бабки 5, оператор устанавливает на нижний валок 2 нагретую кольцевую заготовку 3. Затем опускает верхнюю бабку 5, при этом сформированные импульсы с датчика 11 перемещения поступают на первый вход двоичного реверсивного счетчика 14, а так как на четвертый вход поступает логическая единица, то происходит вычитание импульсов, поступающих на счетный вход.
На выходе блока 16 индикации инфорс мация равна 0, так как на третий вход блока индикации поступает логический ноль от датчика 17 начала раскатки- кольца (Р 0,4 кг/см2), и как только поверхности верхнего валка 1 и
0 внешней поверхности раскатываемого . кольца 3 соприкоснутся и давление в гидроцилиндре превысит ,4 кг/см2 на выходе датчика раскатки кольца 3 сформируется логическая единица. Информация с выхода двоичного реверсивного счетчика 14,.. т.е. толщина кольца h(t) и сумматора 19 и диаметр кольца Df(t), поступает на газоразрядные лампы 34 и регистрирующий
прибор-36, так как реле 35 замкнуло свой нормально разомкнутый контакт,
При увеличении давления верхнего валка 1 (Р - 30-45 кг/см2) на наружную поверхность кольца 3, при этом нижний 2, верхний 1 валки и заготовка 3 вращаются со скороатью до (2-3) об/с, происходит уменьшение толщины обрабатываемого кольца 3. Состояние двоичного реверсивного счетчика 14 уменьшается и, следовательно, на выходе блока 19 суммирования информация увеличивается прямо- пропорционально увеличению диаметра кольца 3. При диаметре меньше требуемого на выходе блока 22 сравнения формируется положительный сигнал, который через релейный элемент 23 и элемент ИЛИ 27 разрешает раскатку кольца 3. И как только диаметр достигнет требуемого значения на выходе блока 22 сравнения формируется сигнал, равный нулю, который через релейный элемент 23 и элемент ИЛИ 27 запрещает перемещение верхней бабки 5 вниз,т.е. достигнут заданный диаметр кольца 3.
Блок 16 индикации формирует на выходе информации, равную конечной толщине h(t) и диаметра D4(e) кольца 3.
Оператор подает сигнал на подъем верхней бабки 5, при этом импульсы, сформированные датчиком 11- перемещения, поступают на счетный вход двоичного реверсивного счетчика 14, сум- мируются, так как на третьем входе - логическая единица.
Затем оператор при помощи механизма снимает кольцо с нижнего валка 2 и устанавливает следующее кольцо, предварительно нагретое в печи, и далее работа устройства повторяется.
Предлагаемое устройство позволяет полностью автоматизировать процесс контроля изменения диаметра кольца в процессе раскатки и повысить производительность вертикальной обжимной машины.
Формула изобретения
Фиг. 2
I
Фиг.1
фие.5
| Устройство для контроля положения заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1984 |
|
SU1203120A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
