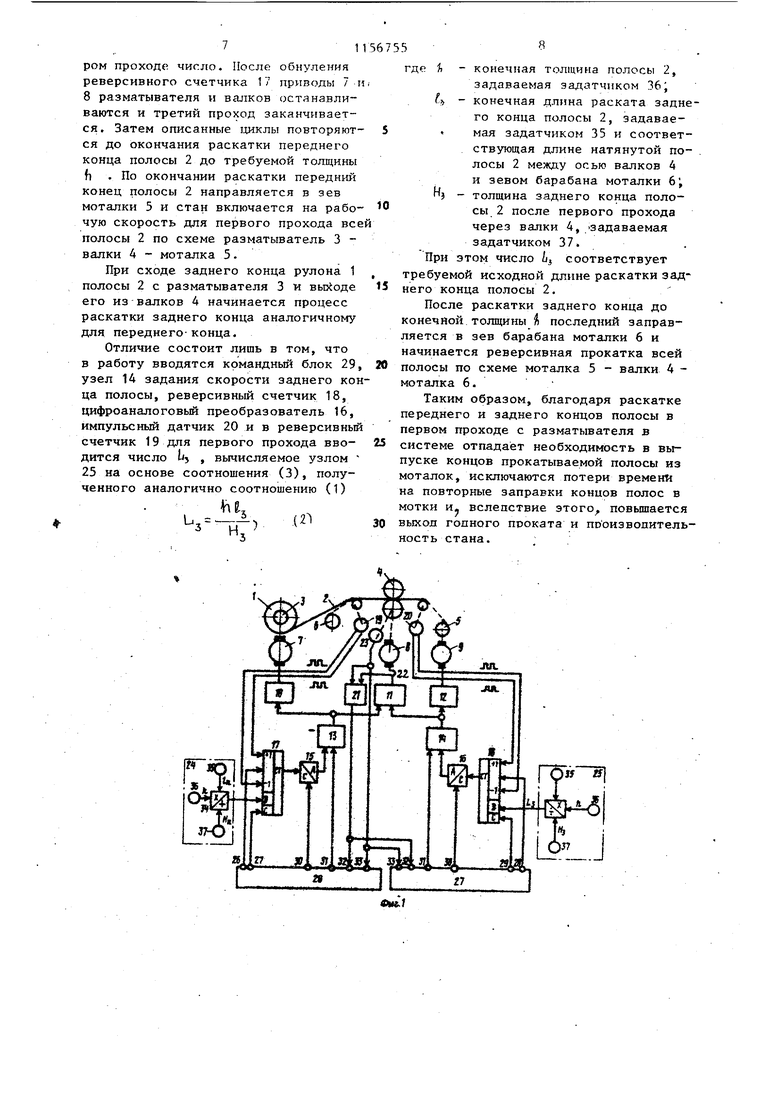
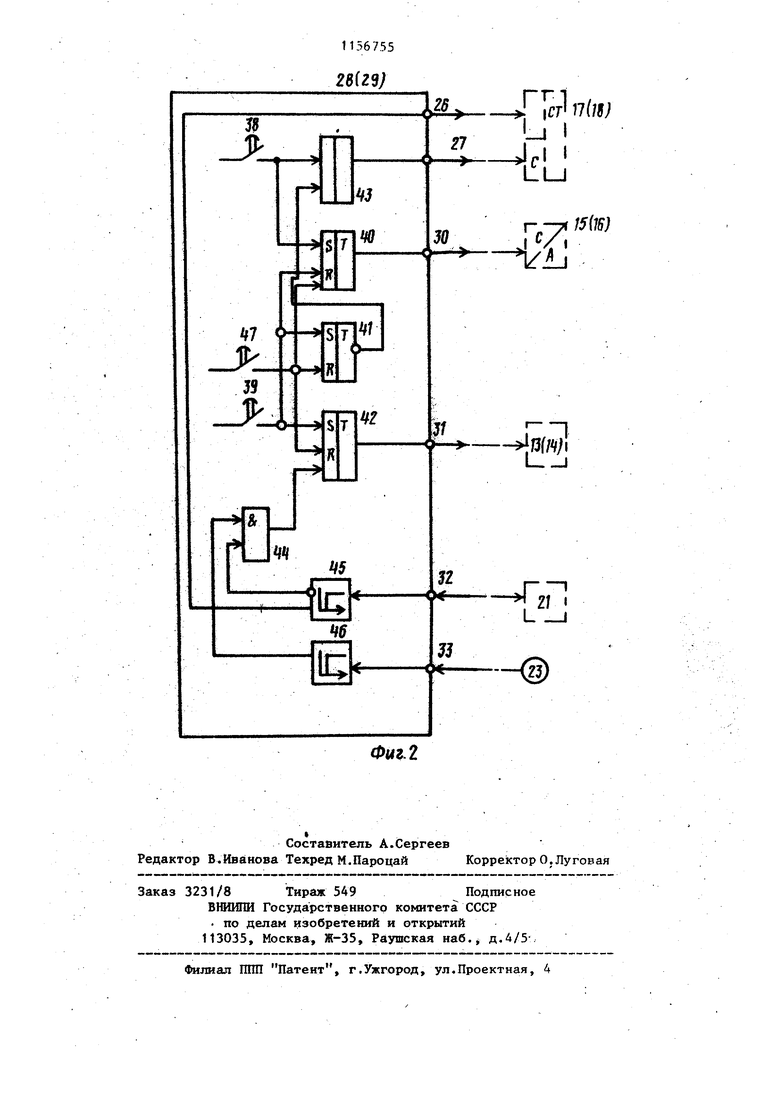
1 Изобретение относится к устройствам для автоматизации процессов холодной прокатки полос, в частности для автоматического управления ревер сивными одноклетевыми станами холодной прокатки . Известна система управления одноклетевым реверсивным станом холодной прокатки, содержащая приводы валков и моталок с блоками управления и дат чик скорости валков OJ Недостатком данной системы являет ся то, что она допускает недокат, соответствукщий непрокатанной длине переднего и заднего концов полосы на участке передняя моталка - валки кле ти и валки клети - задняя моталка. Несмотря на то, что расстояние между моталками и валками клети стремятся сократить до минимума, полностью исключить недокат при этом практически невозможно. При последующей обработке недокат по переднему и заднему концам полосы обрезают и направляют на переплав. Это снижает выход годного проката и производительность стана. Наиболее близким к изобретению по технической сущности и достигаемому результату является система управления реверсивным станом холодной прокатки, содержащая приводы балков, разматывателя и моталок с соответствукщими блоками управления, датчик скорости валков и два импульсных дат чика. Система обеспечивает первьй проход с разматьюателя, а последующи проходы - с использованием моталок Г2 . Недостатком известной системы также является недокат переднего и заднего-концов полосы, вследствие чего снижается выход годного проката и производительность стана. Если в каждом проходе выпускать задний и передний концы полосы из моталок и прокатывать их в валках клети, а затем снова заправлять в соответствующую моталку, то при этом снижается производительность стана, поскольку заправка конца полосы в зев моталки операция весьма трудоемкая и отнимает -много времени. Поэтому при реверсивной прокатке заправку концов каждой полосы в моталки производят один раз, что способствует увеличению производительности стана, но при этом имеет место недокат и снижение 5 выхода годной продукции. Особенно нежелателен недокат при прокатке полос из дорогостоящихспециальных сплавов и цветных металлов. Целью изобретения является повьипение выхода годного проката путем раскатки в первом проходе переднего конца полосы до конечной толщины при подаче его с разматывателя, а затем заднего конца полосы до конечной .толщины после выхода его с разматывателя . Поставленная цель достигается тем, что система управления реверсивным станом холодной прокатки, содержащая приводы валков, разматывателя и моталок с соответствуняцими блоками управления, датчик скорости валков и два импульсных датчика, дополнительно содержит датчик момента прокатки, узлы задания скоростей и длин раската переднего и заднего концов полосы, два счетчика, два цифроаналоговых преобразователя и два командных блока, причем входы первого счетчика соединены с выходами узла задания длины раската переднего конца полосы, первыми и вторыми выходами первого командного блока, первыми и вторыми выходами первого импульсного датчика, причем входы второго счетчика соединены с выходами узла задания длины раската заднего конца полосы, первым и вторым выходами второго командного блока и второго импульсного датчика, выходы счетчиков и третьи выходы командных блоков соединены с соответствукщими цифроаналоговых преобразователей, выходы Щ1фроаналоговых преобразователей соединены с входами узлов задания скорости переднего и заднего полосы, другие входы которых соединеныс четвертыми выходами соответствующих командных блоков, входы датчика момента соединены с выходами датчиков скорости валков и тока, выходы датчиков момента прокатки и скорости валков соединены с первым и вторым входами командных блоков, выходы узлов задания скорости переднего конца полосы соединены с входами блоков управления приводами разматывателя и валков, выход узла задания скорости заднего конца полосы соединен с вторым входом блока управления приводом валков и с входом, блока управления приводом, моталки. На фиг.1 приведена функциональная схема системы управления реверсивным станом холодной прокатки на фиг.2 фуйкциональная схема командных блоков, Исходный рулон 1 полосы 2 насаживается на барабан разматывателя 3. Полоса 2 прокатывается в валках 4 и сматывается в рулон моталкой 5. Во втором, и последукицем проходах намотка-размотка рулона .осуществляется также моталкой 6. Разматыватель 3, валки 4 и моталка 5 имеют приводы 7-9 с блоками 10-12 управления соответственнс. Задние скорости при раскатке переднего конца.полосы 2 и заправка его в зев моталки 5 осуществляется узлом 13 задания скорости переднего конца полосы, выход которого соединен с входами блоков 10 и 11 управления приводами 7 и 8 соответственно разматывателя 3 и валков 4. Задние скорости при раскатке заднего конца полосы 2 и заправке его в зев моталк 6 осуществляется узлом 14 задания скорости заднего конца полосы, выход которого соедииен с вторым входом блока 11 и с входом блока 12 управле ния приводами 8 и 9 соответственно валков 4 и моталки 5. Входы узлов 13 и 14 задания скоростей переднего и заднего концов полосы соответствен но соединены с выxoдa ш цифроаналоговых пре.образователей 15 и 16 соответственно. Входы последних соединеш с выходами реверсивных счетчиков 17 и 18 соответственно, счетные входы сложения и вычитания которых соедине ны с первьм и вторым выходами импуль сных датчиков 19 и 20 соответственно Датчик 21 момента прокатки контролиру ет нахождения полосы 2хВ валках 4. Входы датчика 21 момента прокатки соединены с выходами датчиков тока 2 и скорости 23 привода 8 валков 4., Информационные входа) Д счетчиков 17 и 18 соединены с выходами узлов задания длины раската 24 и 25 соответ ственно переднего и заднего концов полосы 2. УправЛяищие входы g и С счетчиков 17 и 18 соединены.с выхода ми 26 и 27 командных блоков 28 и 29 соответственно. Выходы 30 и 31 команд ных блоков 28 и 29 соединены с вторы ми входами соответственно цифроанало говых.преобразователей 15 и 1б и узлов 13 и 14 задания скорости соответ ственно переднего и заднего концов полосы 2. Входы 32 и 33 блоков 28 и 29 соединены соответственно с выходами датчика 21 момента прокатки и датчика 23 скорости валков. Узел 24 (25) задания длины раската переднего (заднего) конца полосы содержит множительно-делительное звено 34 и соединенные с его входами задатчшса 35-37 соответственно переднего конца 1„ (заднего конца Р,, ), конечной толщины полосы Ь и начальной толщины раската Н переднего конца (ffj заднего конца) полосы. Выходом узла задания длины раската переднего 24 (заднего 25) является выход мнсвкихельно-делнтельного звена 34. Принципиальная схема командных блоков 28 и 29 (фиг.2) содержит командоаппараты 38 и 39, R-S-триггеры 40-42, элементы И 43 и 44, релейные элементы 45 и 46 и кнопку 47. Командоаппарат 38 соединен с элементом И 43 и с S-входом триггера 40, R-вход триггера 40 и S-входй триггеров 41 и 42 соединены с командоаппаратом 39. Второй вход элемента И 43 соединен с инверсным выходом триггера 41, К входы триггеров 40 и 42 соединены с кнопкой 47. R-вход триггера 42 соединен с выходом элемента И 44, входы которого соединены инверсным выходом релейного элемента 45 и прямым выходом релейного элемента 46, входы которых соединены с входа1 ш 32 и 33 командного блока. работает следующим об-, разбм. Перед началом раскатки переднего конца полосы 2 до конечной толщины 1 в командном блоке 28 (фиг.2) включают кнопку 47 Начало цикла, приводя, в исходное состояние триггеры 40-42. Затем командоаппаратом 38 че- . рез элемент И 43 и выход 27 командного блока вводят в реверсивный , счетчик 17 число 7 у определяемое узлом 24 задания дт{ны раската переднего конца полосы. Длина раската переднего конца полосы.вычисляется в соответствии с соотношением 511 реднего конца полосы 2, задаваемая задатчиком 35 и соответствующая длине натянутой полосы 2 между осью валков А и зевом барабана моталки 5J Ни толщина подката или начальная толщина полосы 2, задаваемая задатчиком 37. При вводе числа Ь„ в реверсивный счетчик 17 одновременно включается триггер АО, подается разрешающий сигнал на цифроаналоговый преобразователь 15 и на выходе последнего появляется сигнал, благодаря которому узел 13 задания скорости переднего конца полосы воздействует на блоки 10 и 11 управления приводов 7 и 8 разматывателя и валков для подачи к валкам А переднего конца рулона 1 полосы 2. При входе переднего конца полосы 2 в валки А, т.е. в начале первого , срабатывает датчик 21 момента прокатки, включается релейный злемент A3, по сигналу которого через выход 26 командного блока 28 разрешается прохождение импульсов импульсного датчика 19 к счетным вхо дам реверсивного счетчика 17. При этом направление вращения импульсного датчика 19 таково, что имеются си налы на его первом выходе и поступают на вычитающий вход 1 реверсивно го счетчика 17, списывая введенное в счетчик 17 число t и уменьшая сиг нал на выходе узла 13 задания скорос ти. После перемещения полосы 2 со стороны разматывателя 3 на расстояни i, реверсивный счетчик 17, обнуляетс исчезает сигнал на выходе цифроанало гового преобразователя 15, приводы 7 и 8 соответственно разматывателя и валков останавливаются. Первый про ход закончен. Устанавливается новьй раствор вал ков А, затем для второго прохода командоаппаратом 39 включаются триггеры А1 и 42 и отключается триггер 40. При отключении триггера 40 исчезает сигнал на выходе 30 командного блока 28 и снимается разрешение на работу цифроаналогового преобразователя 15, а при включении триггера 42 на выходе 31 командного блока 28 появляется сиг нал и подается команда реверса на вход узла 13 задания скорости переднего конца. Приводы 7 и 8 соответственно разматывателя 3 и валков 4 ре5версируются и раскатывают передний конец полосы 2 при перемещении его в обратном направлении во втором проходе.- В это время на суммирующий вход +1 реверсивного счетчика 17 поступают импульсы с второго выхода импульсного датчика 19, записывая в реверсивный счетчик 17 путь перемещения полосы 2 на участке: разматыватель 3 - валки А, Запись пути произ-т водится до вьпсода переднего конца полосы 2 из валков А и исчезновения сигнала на вьосоде датчика 21 момента прокатки, т.е. до окончания второго прохода, поскольку при этом отпадает релейный злемент А5 и снимается разрешающий сигнал на выходе 26 командного блока 28. Сигнал с реверсивного счетчика 17 не проходит при этом на вход узла 13 задания скорости, поскольку отсутствует разрешающий сигнал на входе цифроаналоговогр преобразователя 15 с выхода 30 командного блока 28. При отпадании релейного элемента А5 срабатывает элемент И АА, поскольку вращается привод 8 валков, имеется сигнал датчика 23 скорости и включено релейное звено А6. По сиг«злу элемента И АА отключается триггер 42 и снимается команда пере мещения переднего конца полосы 2 на выходе 31 командного блока 28. Приводы 7 и 8 соответственно разматывателя и валков останавливаются и второй проход завершен. Устанавливается ковьй раствор валков А и дпя третьего проход 1 командоаппаратом 38 включается триггер 40, вводя в работу цифроаналоговый преобразователь 15. Сигнал ввода числа Lr, в реверсивньй счетчик 17 на выходе 27 при этом че появляется, так как отсутствует сигнал на инверсном выходе включенного триггера 41 и не проходит сигнал командоаппарата 38 через элемент И A3. t . Поскольку в реверсивный счетчик 17 записан путь перемещения полосы 2 во время обратного, второго прохода переднего конца, то при появлении разрешающего сигнала на входе цифроаналогового преобразователя 15 включаются приводы 7 и 8 разматывателя. и валков для третьего прохода. При этом, как и в первом проходе, импульсаьш датчика 19 списыйается записанное в реверсивном счетчике 17 во вто71ром проходе число. После обнуления реверсивного счетчика 17 приводы 7 и 8 разматывателя и валков останавливаются и третий проход заканчивается. Затем описанные тдаклы повторяются до окончания раскатки переднего конца полосы 2 до требуемой толщины Ь . По окончании раскатки передню конец полосы 2 направляется в зев моталки 5 и стан включается на рабочую скорость для первого прохода все полосы 2 по схеме разматыватель 3 валки 4 - моталка 5. При сходе заднего конца рулона 1 полосы 2 с разматывателя 3 и его ИЗвалков 4 начинается процесс раскатки заднего конца аналогичному для переднего-конца. Отличие состоит лишь в том, что в работу вводятся командный блок 29 узел 14 задания скорости заднего кон ца полосы, реверсивный счетчик 18, цифроаналоговый преобразователь 16, импульсный датчик 20 и в реверсивный счетчик 19 для первого прохода вводится число Ь, , вычисляемое узлом 25 на основе соотношения (3), полученного аналогично соотношению (1) (2 5 где и - конечная толщина полосы 2, задаваемая эадатчиком 36; 4 - конечная длина раската заднего конца полосы 2, задавае« мая задатчиком 35 и соответствующая длине натянутой полосы 2 между осью валков 4 и зевом барабана моталки 6, толщина заднего конца полосы 2 после первого прохода через валки 4, задаваемая задатчиком 37. При этом число L соответствует требуемой исходной длине раскатки заднего конца полосы 2. После раскатки заднего конца до конечной толщины последний заправляется в зев барабана моталки 6 и начинается реверсивная прокатка всей полосы по схеме моталка 5 - валки 4 моталка 6. Таким образом, благодаря раскатке переднего и заднего концов полосы в первом проходе с разматывателя в системе отпадает необходимость в выпуске концов прокатываемой полосы из моталок, исключаются потери времени на повторные заправки концов полос в мотки и. вследствие этого повышается выхол годного проката и производительность стана.
28(29;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ЗАМЕДЛЕНИЯ И ТОЧНОЙ ОСТАНОВКИ РЕВЕРСИВНЫХ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 1964 |
|
SU165499A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Система автоматического сопровожде-Ния зЕВОВ пЕчНыХ МОТАлОК K РЕВЕРСи-ВНОМу лиСТОВОМу СТАНу гОРячЕй пРОКАТКи | 1979 |
|
SU812365A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
СИСТЕМА УПРАВЛЕНИЯ РЕВЕРСИВНЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ, содержащая приводы валков, разматывателя и моталок с соответствукидиьда блоками управления, датчик скорости валков и два импульсных датчика, отличающаяся тем, что, с целью повьяиения выхода годного проката, она дополнительно содержит датчик момента прокатки, узхы задания скоростей и длин раската переднего изапнего концов полосы, два счетчика, два цифроаналоговых преобразователя и два командных блока, причем входы первого счетчика соединены с выходами узла задания длины раската переднего конца полосы, первыми и вторыми выходами первого командного блока, первыми и вторыми выходами первого импульсного датчика, причем входы второго счетчика соедине р г с выходами узла задания длинь раската заднего конца полосы, первым и вторым выходами второго командного блока и второго.импульсного датчика, выходы счетчиков и третьи выходы командных блоков соединены с соответствующими входами цифреаналоговых преобразователей, выходы цифроаналоговых преобразователей соединены с входами узлов задания скорости переднего и сл заднего концрв полосы, другие входы которых соединены с четвертыми выходами соответствующих командных блоков, входы датчика момента соединены с выходами датчиков скорости валков и тока, выходы датчиков момента прокатки и скорости .валков соединены ел с первым и вторым входами командных Си блоков, выходы узлов задания скорос ел ти переднего конца полосы соединены с входами блоков управления приводами разматьшателя и валков, выход узел ла задания скорости заднего конца полосы соединен с вторым входом блока управления приводом валков и с входом блока управления приводом мота. лок.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Системы управления широкополосными многовалковыми станами холодной прокатки | |||
| Обзор ЦНИИТЭИТЯЖМАШ Металлургическое оборудование | |||
| М., 1980, № 1-80-30 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зеебёк Франц | |||
| Электрооборудование для одноклеТевых станов холодной прокатки | |||
| - Приложение Приводы и автоматизация технологических процессов в металлургии, к журналу Tiemens - Zeitschrift, 1973, № 47. | |||
