Т
Риг. 2.
Изобретение относится к области танкостроения и может быть использоано при производстве станков для лифования внутренних аксиально j
роходящих профилей,- в частности боовых поверхностей шлицевых втулок зубчатых зацеплений.
Цель изобретения - повышение точности процесса шлифования и сокра- Q ение вспомогательного времени на емонтаж устройства при смене шлифовального круга.
На фиг.1 показано устройство, фрагмент| на фиг.2 - сечение А-А на is фиг.1.
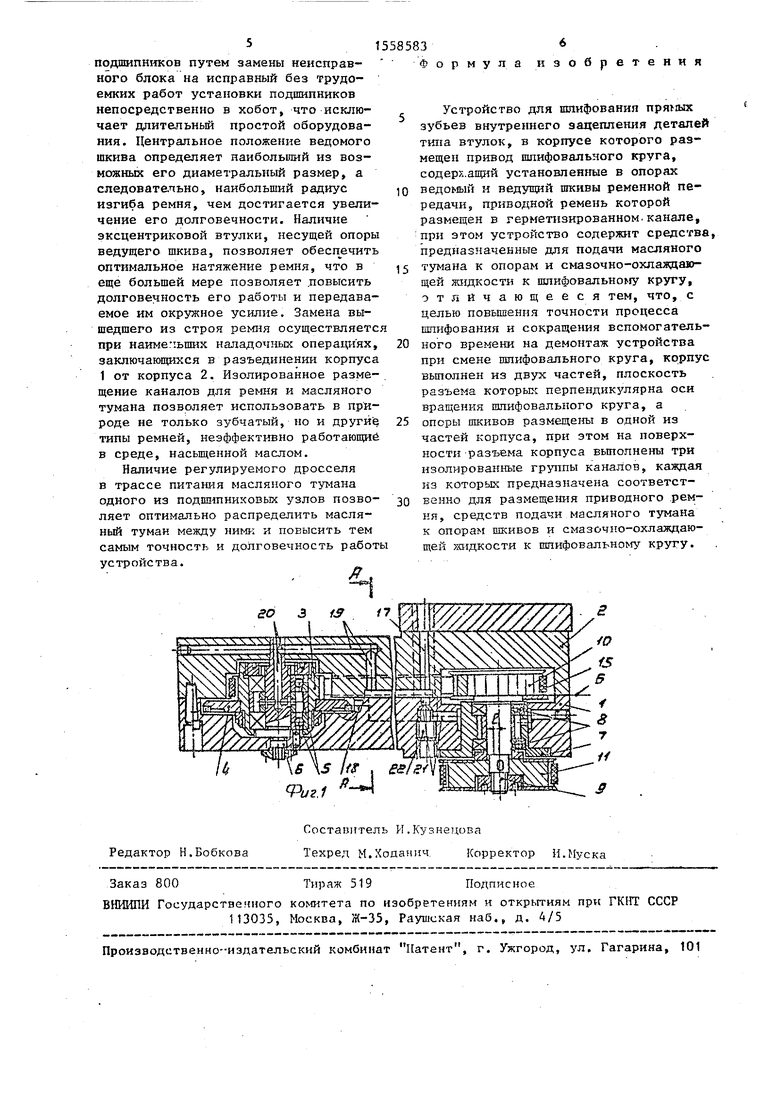
Устройство содержит закрепленный на стойке станка шлифовальный хобот, выполненный из двух корпусов 1 и 2, состыкованных при помощи винтов по 20 общей плоскости Б, перпендикулярной оси вращения- шпиндельного блока, раз- неценного между корпусами в их переднем конце. Шпиндельный блок имеет ведомый шкив 3 с закрепленным на нем 25 шлифовальным кругом 4, подшипники 5 (передний подшипниковый узел), вал 6, цапфы которого установлены в соосные отверстия каждого из корпусов, причем одна из цапф закреплена в корпусе Ч. 30
На заднем конце корпуса 1 установлена эксцентриковая втулка 7 с эксцентриситетом е, в котором размещены подшипники 8 (задний подшипниковый узел) с приводным валом 9 несушим ч ведущий шкив 10 и приводной шкив 11. На плоскостях стыка корпусов 1 и 2 выполнены раздельные, изолированные один от другого и от наружной поверхности корпусов каналы 12-14,- которые дд предназначены соответственно для размещения ремня 15, охватывающего шкивы 3 и 10, для подачи СОЖ к кругу и для подачи масляного тумана к подшипникам 5 и 8.45
Каждый из каналов 13 и 14 соединяет соответствующие ему подводящие и выводящие каналы устройства, выполненные, в частности, в виде отверстий 16-19, Форма и размеры кана- ,.Q лов 13 и 14 в поперечном сечении шлифовального хобота могут выбираться любыми, чем достигается оптимальное значение площади сечения подвода СОЖ и масляного тумана. Наличие каналов 13 и 14 позволяет подавать СОЖ и масляный туман вдоль шлифовального плеча на неограниченную длину по сравнению с каналами в виде отверстий,
55
д 5
Q
5
выполнение которых возможно при ограниченной длине корпусов,
Для подвода масляного тумана к подшипникам 5 вал 6 имеет каналы 20, соединяющие выводящий канал 19 и зону подшипников. Подвод масляного тумана к подшипникам 8 приводного вала выполняемся в виде отверстий 21, в трассу питания одного из подшипниковых узлов, в данном случае заднего, встроен регулируемый дроссель 22, настройкой которого достигается оптимальное соотношение между потоками масляного тумана, подводимыми к каждому из подшипниковых узлов.
Устройство работает следующим образом.
Бал 6 собранного шпиндельного блока с закрепленным на ведомом шкиве 3 кругом 4 устанавливается и фиксируется одной своей цапфой в отверстии переднего конца корпуса 1, при этом расположение ведомого шкива относительно плоскости стыка корпуса 1 идентично расположению ведущего шкива 10. Установленный на шкивы 3 и 10 ремень 15 оптимально натягивается за счет поворота эксцентриковой втулки 7 в отверстий корпуса 1. Корпус 1 со смонтированными на нем шпиндельным блоком, ведущим шкивом и ремнем состыковывается с корпусом 2, при этом свободная цапфа вала 6 устанавливается в отверстие корпуса 2, чем обеспечивается бесконсольное положение вала 6, а каналы 12-14 для размещения ремня,подвода СОЖ и масляного тумана изолируются как один от другого, так и от внешней среды. От приводного шкива 11 вращение через ведущий шкив и ремень передается ведомому шкиву и шлифовальному кругу. Из стойки станка, подводящего канала 16 СОЖ через каналы 13 и выводящий канал 18 подается к кругу. Масляный туман стойки станка, подводящего .канала 17 через канал 14, выводящий канал 19 и каналы 20 вала 6 подается к подшипникам 5 ведомого шкива, а по отверстиям 21 через регулируемый дроссель 22 - к подшипникам 8 ведущего шкива.
Применение в предлагаемом устройстве шпиндельного блока, выполненного в виде отдельного комплекса, позволяет осуществлять замену шлифовального круга без демонтажа подшипникового узла, производить замену
t
подшипников путем замены неисправного блока на исправный без трудоемких работ установки подшипников непосредственно в хобот, что исключает длительный простой оборудования. Центральное положение ведомого шкива определяет наибольший из возможных его диаметральный размер, а следовательно, наибольший радиус
изгиба ремня, чем достигается увеличение его долговечности. Наличие эксцентриковой втулки, несущей опоры ведущего шкива, позволяет обеспечить оптимальное натяжение ремня, что в еще большей мере позволяет повысить долговечность его работы и передаваемое им окружное усилие. Замена вышедшего из строя ремня осуществляетс при наименьших наладочных операциях, заключающихся в разъединении корпуса 1 от корпуса 2. Изолированное размещение каналов для ремня и масляного тумана позволяет использовать в природе не только зубчатый, но и другие типы ремней, неэффективно работающие в среде, насыщенной маслом.
Наличие регулируемого дросселя в трассе питания масляного тумана одного из подшипниковых узлов позво- ляет оптимально распределить масляный туман между ними и повысить тем самым точность и долговечность работы устройства.
Я.
JQ
рмула изобретения
Q
5
0
5
0
Устройство для шлифования пряных зубьев внутреннего зацепления деталей типа втулок, в корпусе которого размещен привод шлифовального круга, содерх ащий установленные в опорах ведомый и ведущий шкивы ременной передачи, приводной ремень которой размещен в герметизированном канале, при этом устройство содержит средства, предназначенные для подачи масляного тумана к опорам и смазочно-охлаждаю- щей жидкости к шлифовальному кругу, отличающееся тем, что, с целью повышения точности процесса шлифования и сокращения вспомогательного времени на демонтаж устройства при смене шлифовального круга, корпус выполнен из двух частей, плоскость разъема которых перпендикулярна оси вращения шлифовального круга, а опоры шкивов размещены в одной из частей корпуса, при этом на поверхности разъема корпуса выполнены три изолированные группы каналов, каждая из которых предназначена соответственно для размещения приводного ремня, средств подачи масляного тумана к опорам шкивов и смазочно-охлаждаю- щей жидкости к шлифовальному кругу.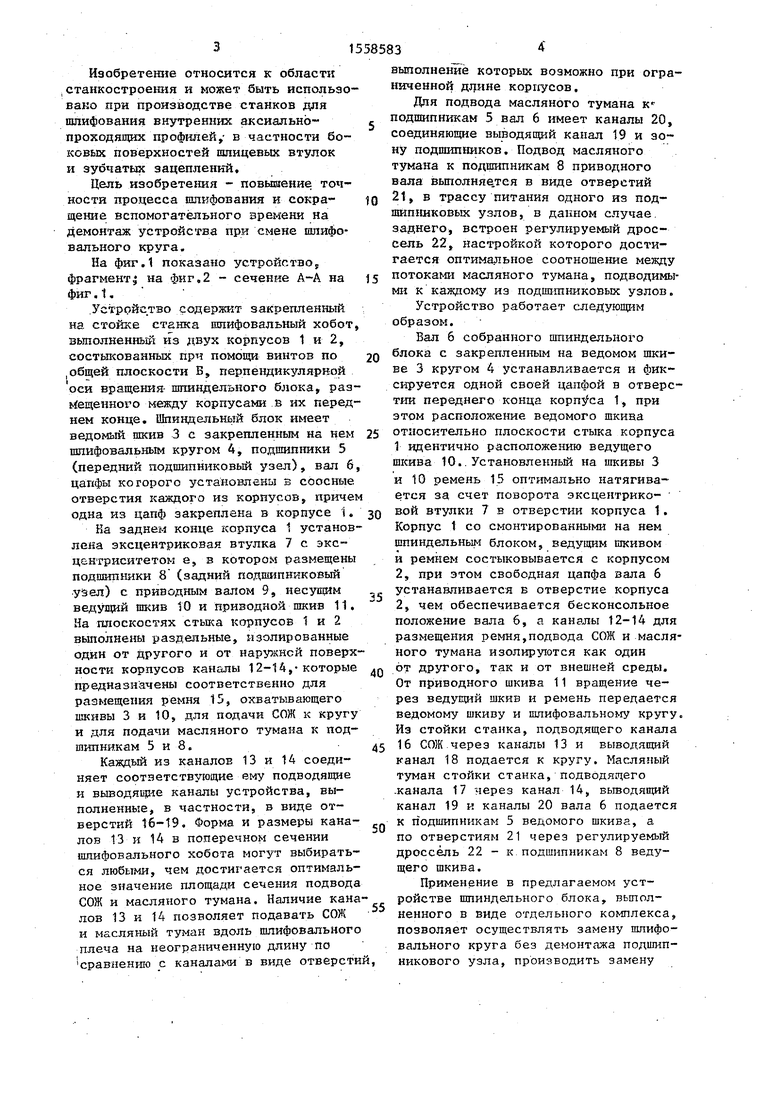
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Шпиндель высокоскоростного шлифовального станка | 1967 |
|
SU301032A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| ШЛИФОВАЛЬНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ С МАГНИТНЫМ ПРИВОДОМ | 1999 |
|
RU2207946C2 |
| НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК | 2010 |
|
RU2472604C2 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАБОШОНОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2286238C1 |
Изобретение относится к станкостроению и может быть использовано при производстве станков для шлифования внутренних аксиально проходящих профилей, в частности боковых поверхностей шлицевых втулок и зубчатых зацеплений. Цель изобретения - повышение точности процесса шлифования и сокращение вспомогательного времени на демонтаж устройства при смене шлифовального круга. Устройство содержит закрепленный на стойке станка шлифовальный хобот, выполненный из двух корпусов 1 и 2, плоскость разъема которых перпендикулярна оси вращения шлифовального круга. Шпиндельный блок включает в себя ведомый шкив, несущий шлифовальный круг, подшипники, вал, цапфы которого установлены в соосные отверстия каждого из корпусов. В плоскости разъема выполнены три изолированные группы каналов 12, 13 и 14, каждая из которых предназначена соответственно для размещения приводного ремня 15, для подачи масляного тумана к опорам шкивов и для подачи смазочно-охлаждающей жидкости к шлифовальному кругу. 2 ил.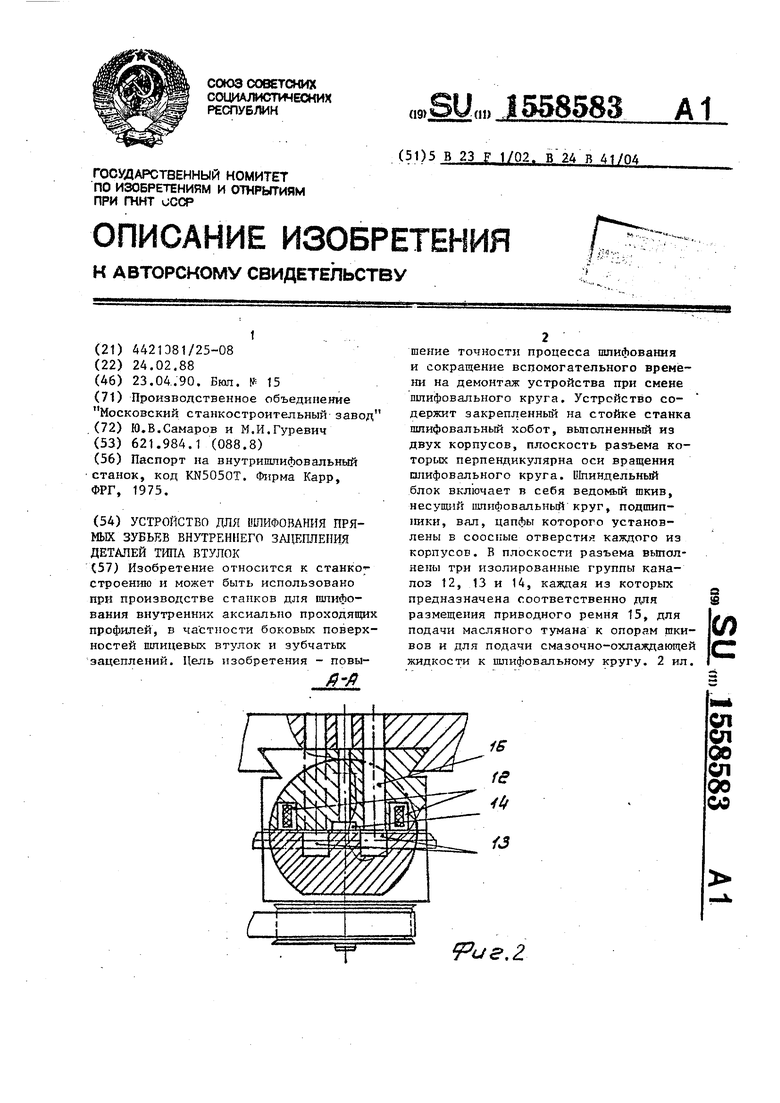
| Паспорт на внутришлифовальный станок, код KN5050T | |||
| Фирма Карр, ФРГ, 1975. |
