Изобретение относится к машиностроению и может быть использовано в станкостроении при производстве станков для шлифования деталей типа тел вращения, например, в подшипниковой промышленности для врезного шлифования фасонных рабочих поверхностей роликов роликовых подшипников с высокой геометрической и размерной точностью этих поверхностей.
Известен круглошлифовальный станок, например универсальный круглошлифовальный станок [1], предназначенный для шлифования цилиндрических и конических деталей, содержащий станину с поперечными направляющими, установленный на них суппорт с шлифовальной бабкой и шпинделем с закрепленным на нем шлифовальным кругом, а также устройство для правки шлифовального круга, устройство для закрепления и вращения детали, механизм компенсации износа шлифовального круга и механизм подачи шлифовальной бабки на деталь. При этом суппорт с шлифовальной бабкой смонтирован на роликовых направляющих.
Устройство для правки шлифовального круга выполнено в виде жестко закрепленного на задней бабке алмазного карандаша. В станке автоматизированы циклы врезного и продольного шлифования. При этом механизмы продольной и врезной подач, а также перемещения шлифовальной бабки работают от гидропривода.
К недостаткам данного круглошлифовального станка можно отнести то, что на нем нельзя шлифовать короткие детали с фасонной поверхностью, требующие получения высокой точности формы, а также выполнения профильных поверхностей с высокой точностью размеров их диаметров.
Кроме того, данный станок не позволяет шлифование торцов деталей с фасонной поверхностью.
Наиболее близким к заявляемому техническому решению является бесцентровый круглошлифовальный станок [2], содержащий станину с двумя парами направляющих, стол, имеющий возможность возвратно-поступательного перемещения по продольным направляющим, на котором расположены устройство для закрепления и вращения обрабатываемой детали и устройство для правки шлифовального круга, суппорт, шлифовальную бабку со шпинделем и шлифовальным кругом, выполненную поворотной вокруг оси, параллельной оси вращения шлифовального круга, механизмы подачи и компенсации износа шлифовального круга.
При этом на паре продольных направляющих установлено устройство для правки шлифовального круга, выполненное в виде шпинделя с закрепленным на нем правящим роликом и приводом его вращения, а также два устройства для закрепления и вращения обрабатываемой детали, установленные навстречу друг другу, а также шлифовальная бабка, которая содержит два соосных шлифовальных круга, расположенных на заданном расстоянии друг от друга. Кроме того, механизм подачи шлифовального круга на деталь выполнен с вертикальным расположением винта подачи, на верхний конец которого в процессе шлифования деталей и правки шлифовальных кругов опирается шлифовальная бабка.
Данный станок обеспечивает геометрическую точность обработки деталей профильных поверхностей тел вращения сложного профиля при врезном шлифовании коротких деталей типа тел вращения.
К недостаткам данного станка можно отнести то, что данный станок не обеспечивает шлифование торцовых фасонных поверхностей вращения и, кроме того, не позволяет получить равноразмерность длины этих деталей с высокой точностью.
В основу изобретения поставлена задача создания такого бесцентрового круглошлифовального станка, в котором путем усовершенствования конструкции достигается высокоточное шлифование торцовых профильных поверхностей, а также обеспечивается как геометрическая точность параметров, так и равноразмерность длины деталей при повышении производительности станка.
Поставленная задача решается тем, что в известном бесцентровом круглошлифовальном станке, содержащем станину с двумя парами направляющих, стол, имеющий возможность возвратно-поступательного перемещения по продольным направляющим, на котором расположены устройство для закрепления и вращения обрабатываемой детали и устройство для правки шлифовального круга, суппорт, шлифовальную бабку со шпинделем и шлифовальным кругом, выполненную поворотной вокруг оси, параллельной оси вращения шлифовального круга, механизмы подачи и компенсации износа шлифовального круга, согласно изобретения, на станине выполнена дополнительная пара направляющих, при этом обе пары направляющих развернуты относительно продольных направляющих под углом а и установлены зеркально относительно друг другу, а на каждой паре развернутых направляющих установлены суппорт, шлифовальная бабка со шпинделем и шлифовальным кругом, а также механизмы подачи и компенсации износа шлифовального круга.
Предпочтительно, когда угол α составляет 5°-30°.
Кроме того, устройство для закрепления и вращения детали содержит вал с закрепленной на нем ведущей планшайбой и две радиальные жесткие опоры, установленные на станке и дополнительный вал с закрепленной на нем ведомой планшайбой, при этом оба вала выполнены подпружиненными.
При этом вал с закрепленной на нем ведущей планшайбой выполнен опирающимся одним своим концом на жесткую опору, выполненную, в виде шаровой опоры или в виде пары «конус-конусное гнездо».
Кроме того, устройство для правки шлифовальных кругов содержит два вращающихся правящих ролика с мерной проставкой между ними, закрепленные на одном валу и установленные рабочими поверхностями навстречу рабочим поверхностям шлифовальных кругов, выполненные с профилем, соответствующим профилю обрабатываемой поверхности детали.
Выполнение станины станка с дополнительной парой направляющих, где обе пары направляющих развернуты относительно продольных направляющих под углом а и установлены зеркально относительно друг другу, позволяет обеспечить шлифование одновременно двух торцов фасонных поверхностей вращения, что повышает производительность обработки.
Предпочтительно, когда угол α составляет 5°-30°, что является оптимальным для обработки торцовых фасонных поверхностей вращения и установлено экспериментальным путем.
При этом установка угла в заданном диапазоне регулируется в зависимости от размеров и конфигурации деталей.
Благодаря тому, что на каждой паре развернутых направляющих установлены суппорт, шлифовальная бабка со шпинделем и шлифовальным кругом, а также механизмы подачи и компенсации износа шлифовального круга, происходит равномерное заданное шлифование поверхности детали.
Благодаря тому, что устройство для закрепления и вращения детали содержит вал с закрепленной на нем ведущей планшайбой и две радиальные жесткие опоры, установленные на станке, и дополнительный вал с закрепленной на нем ведомой планшайбой, при этом оба вала выполнены подпружиненными, обеспечивается надежная фиксация обрабатываемой детали и высокая точность обработки детали в радиальном направлении.
Благодаря тому, что вал с закрепленной на нем ведущей планшайбой выполнен опирающимся одним своим концом на жесткую опору, выполненную, в виде шаровой опоры или в виде пары «конус-конусное гнездо» достигается высокая точность обработки детали в осевом направлении.
Благодаря тому, что устройство для правки шлифовальных кругов содержит два вращающихся правящих ролика с мерной проставкой между ними, закрепленные на одном валу и установленные рабочими поверхностями навстречу рабочим поверхностям шлифовальных кругов, выполненные с профилем, соответствующим профилю обрабатываемой поверхности детали, обеспечивается правка шлифовальных кругов, задающая точный размер между точками контакта торцов обрабатываемой детали с рабочими поверхностями, например, бортов колец подшипников, т.е. при этом размер детали по длине обеспечивается инструментом.
При этом такое конструктивное выполнение устройства для правки шлифовальных кругов позволяет производить правку без поперечного перемещения шлифовальных бабок между правкой шлифовальных кругов и обработкой детали, что значительно повышает качество обработки.
Такая конструкция бесцентрового круглошлифовального станка обеспечивает расширение технических возможностей станка, высокую жесткость станка, получение прошлифованных на нем деталей с высокой геометрической и размерной точностью по их длине и профилю торцовых поверхностей при высокой производительности.
Суть изобретения поясняется чертежами, где:
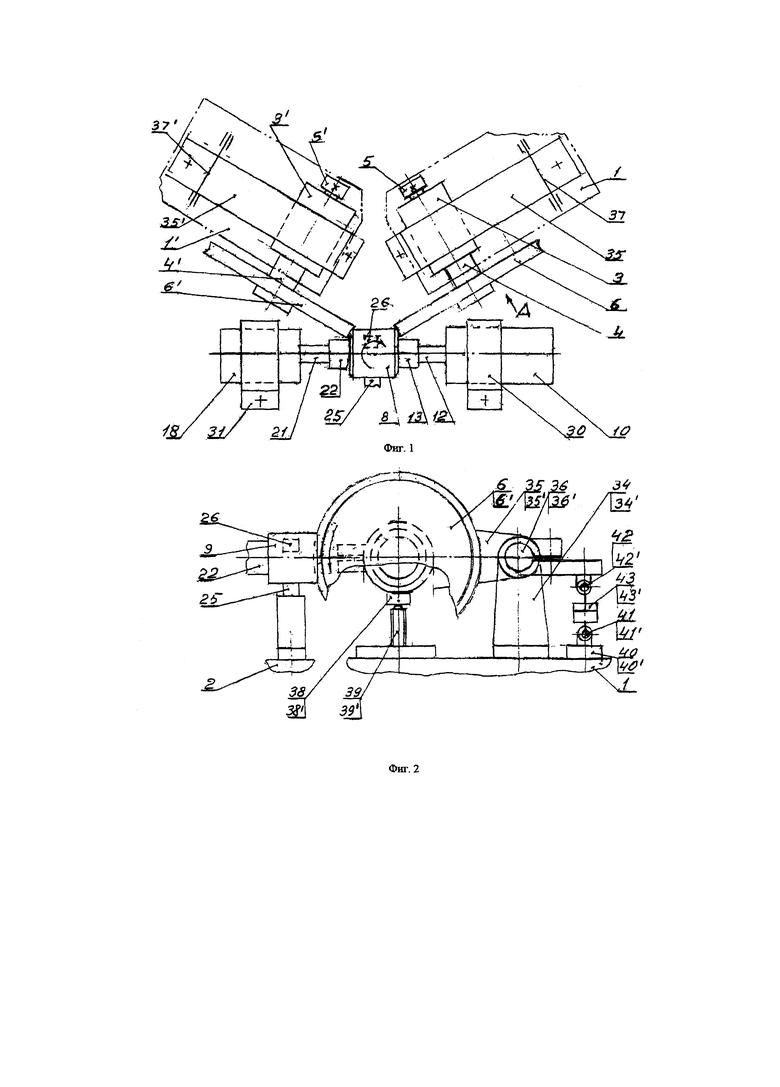
на фиг. 1 показана схема бесцентрового круглошлифовального станка - вид сверху;
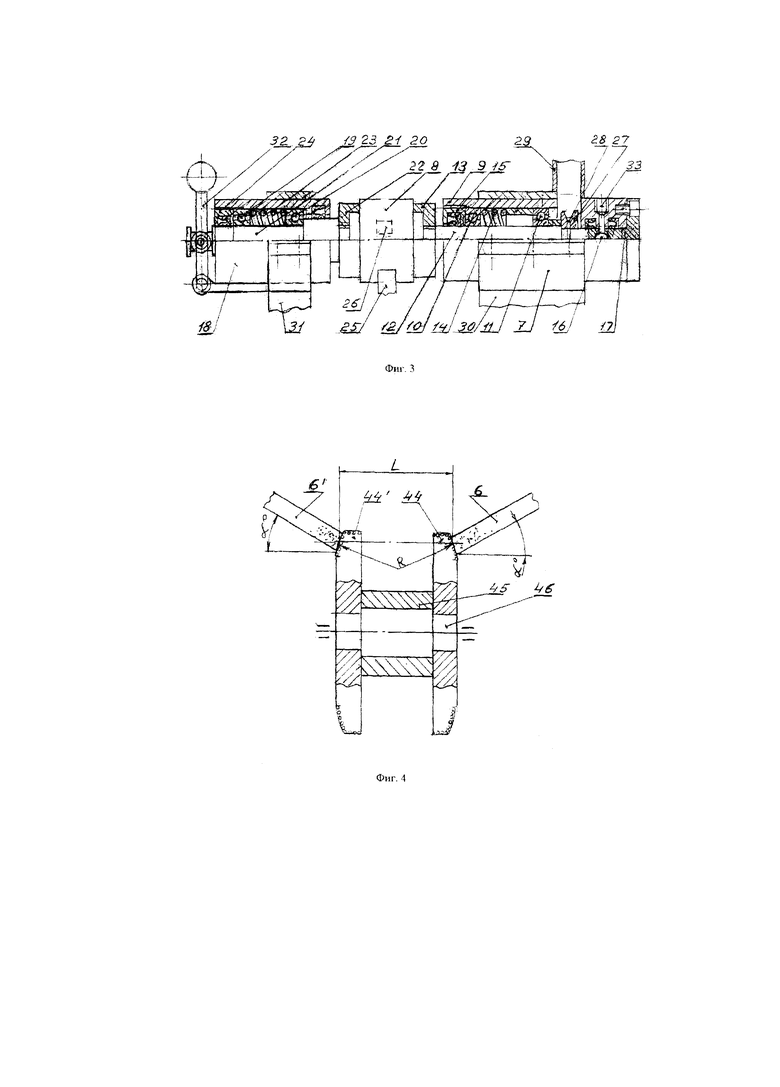
на фиг. 2 - вид станка по стрелке А (повернуто);
на фиг. 3 - устройство для закрепления и вращения детали;
на фиг. 4 - схема правки шлифовальных кругов - вид сверху.
Бесцентровый круглошлифовальный станок, как показано на фиг. 1, содержит станину (на фиг. не показано), два суппорта 1 и 1/, расположенных на развернутых направляющих, установленных зеркально относительно друг другу и развернутые относительно продольных направляющих стола 2 на угол α0 в пределах 5°-30°.
На суппорте 1 расположена шлифовальная бабка 3 со шпинделем 4, приводным шкивом 5 и шлифовальным кругом 6, при этом шлифовальная бабка 3 выполнена поворотной вокруг оси, параллельной оси вращения шлифовального круга 6.
На суппорте 1/ расположены, соответственно, шлифовальная бабка 3/ со шпинделем 4/, приводным шкивом 5/ и шлифовальным кругом 6/, при этом шлифовальная бабка 3/ выполнена поворотной вокруг оси, параллельной оси вращения шлифовального круга 6/.
При этом стол 2 имеет возможность возвратно поступательного перемещения по своим продольным направляющим (не показано). На столе 2, как показано на фиг. 3, установлено устройство 7 для закрепления и вращения обрабатываемой детали 8. Устройство 7 для закрепления и вращения детали включает корпус 9, закрепленный в нем на подшипниках 10 и 11 вал 12 с закрепленной на нем ведущей планшайбой 13.
Вал 12 с закрепленной на нем ведущей планшайбой 13 под действием пружины 14 через подшипник 10, упираясь в гайку 15, одним своим концом опирается на жесткую опору, например, состоящую из шара 16, который упирается в выточку крышки 17, как показано на фиг. 3, или опирается на жесткую опору, например, выполненную в виде пары «конус-конусное гнездо» (не показано).
С противоположной стороны детали 8 в корпусе 18 на подшипниках 19 и 20 расположен дополнительный вал 21 с закрепленной на нем ведомой планшайбой 22, которая под действием пружины 23, опираясь через подшипник 19 на гайку 24 прижимает обрабатываемую деталь 8 к ведущей планшайбе 13. В радиальном направлении деталь 8 базируется на радиальные жесткие опоры 25 и 26, закрепленные на столе 2 станка.
Привод вращения вала 12 с закрепленной на нем ведущей планшайбой 13 осуществляется от шкива 27, жестко закрепленного на валу 12 штифтом 28. На корпусе 9 закреплен кожух 29, предохраняющий приводные ремни и подшипники от попадания внутрь корпуса 10 охлаждающей жидкости. Корпуса 10 и 18 к столу 2 крепятся стойками с хомутами 30 и 31. Отжим дополнительного вала 21 с закрепленной на нем ведомой планшайбой 22 осуществляется рукояткой 32 (при ручной загрузке детали). Отверстие 33 предназначено для подачи смазки в зону работы шарнирной опоры. Шлифовальные бабки 3 и 3/, расположенные на суппортах 1 и 1/, содержат кронштейны 34 и 34/, рычаги 35 и 35/ и оси 36 и 36/, с помощью которых они закреплены на суппортах 1 и 1/ с возможностью их поворота вокруг осей 36 и 36/, параллельных осям вращения 37 и 37/ шлифовальных кругов 6 и 6/. Шлифовальные бабки 3 и 3/ содержат жестко закрепленные на них упоры 38 и 38/, а также механизмы подачи и механизмы компенсации износа шлифовальных кругов, как показано на фиг. 2, их конечными исполнительными элементами - винтами 39 и 39/, расположенными вертикально и упирающимися своими верхними концами в упоры 38 и 38/. На суппортах 1 и 1/ закреплены также кронштейны 40 и 40/, которые с помощью двух пар шарниров 41 и 41/ и 42 и 42/, а также штоков гидроцилиндров 43 и 43/ соединяют их с рычагами 35 и 35/.
Устройство для правки шлифовальных кругов 6 и 6/ установлено на столе 2 и содержит, как показано на фиг. 4, два вращающихся правящих ролика 44 и 44/ с мерной проставкой 45 между ними, установленные рабочими поверхностями навстречу рабочим поверхностям шлифовальных кругов 6 и 6/, выполненные с профилем, соответствующим профилю обрабатываемой поверхности детали 8. При этом правящие ролики 44 и 44/ закреплены на одном валу 46 с приводом его вращения (на фиг. не показано).
Обработка деталей на станке производится следующим образом.
Шлифовальные бабки 3 и 3/ находятся в исходном, верхнем положении. Деталь 8 устанавливают в устройство 7 закрепления и вращения детали на жесткие опоры 25 и 26 между ведущей планшайбой 14 и ведомой планшайбой 22, оттянув для этого подпружиненный дополнительный вал 21 с планшайбой 22 с помощью рычага 32.
В наладочном режиме все приводы включаются независимо друг от друга.
Сначала станок предварительно прогревают, затем производят правку шлифовальных кругов 6 и 6/ до полного их обновления по профилю. Для этого шлифовальные бабки 3 и 3/ опускают в нижнее положение до упора винта подачи 39 в упор 38, что обеспечивает жесткость положения бабок 3 и 3/.
Правка производится путем подачи бабок 3 и 3/ по соответствующим направляющим в направлении вращающихся правящих ролика 44 и 44/, а затем производят пробное шлифование поверхности детали 8.
Для этого шлифовальные бабки 3 и 3/ поднимают в верхнее положение и стол 2 перемещают в зону обработки.
Устройство 7 для закрепления и вращения детали 8 устанавливают таким образом, чтобы прошлифованные пояски по краям детали 8 были одинаковыми, затем с помощью измерительного прибора и эталона обработанной детали, добиваются стабильного соответствия размера L обрабатываемой детали 8 эталонному размеру. Когда эта стабильность получена в ручном исполнении, включается автоматический цикл работы станка.
При этом периодически проводят автоматическую компенсацию износа шлифовальных кругов 6 и 6/ после обработки перед правкой во время перемещении стола 2 из положения обработки в положение правки. За счет этого получают точный размер L детали 8, поскольку исключены поперечные перемещения шлифовальной бабки 3 и 3/.
При этом для правки шлифовальных кругов 6 и 6/ стол 2 устанавливают в позицию их правки. Правка кругов производится путем поворота шлифовальных бабок 3 и 3/ вокруг их осей 37 и 37/ до их упора в верхние концы винтов подачи 38 и 38/. Так как никаких поперечных перемещений шлифовальных бабок 3 и 3/ в промежутке между компенсацией износа шлифовальных кругов 6 и 6/ и шлифованием детали 8 не происходит, то на размерность обработанной детали может влиять только разница в величине износа шлифовального круга при обработке одной детали, а это очень малая величина, не более 10% от величины компенсации износа шлифовального круга. Для получения еще более высокой точности можно повторить этот цикл, уменьшив величину компенсации износа шлифовального круга, например, в 5 раз. В этом случае, при величине компенсации износа шлифовального круга, равной 0,02 мм погрешность длины детали при одном цикле шлифования составит 0,02 мм × 10%=0,002 мм, а после второго цикла эта погрешность составит 0,002 мм : 5 = 0,0004 мм или 0,4 мкм.
Данный станок позволяет обеспечить высокоточное шлифование торцовых профильных поверхностей, а также обеспечивает как геометрическую точность параметров, так и равноразмерность длины деталей при повышение производительности станка
Таким образом, использование предложенной конструкции станка позволяет расширить его технические возможности, повысить геометрическую и размерную в осевом направлении точность обработки деталей, уменьшить торцовое биение обрабатываемых деталей, например, роликов роликовых подшипников, что в итоге позволит производить сборку подшипников без их предварительной сортировки по длине и автоматизировать сборку подшипников, тем самым исключить попадание роликов с повышенным или заниженным их размером по длине и, тем самым, позволит обеспечить равномерную нагрузку на торцы роликов в процессе эксплуатации и исключить преждевременный их износ.
Источники информации
1. В.В. Лоскутов «Шлифование металлов», Москва, Машиностроение 1985 г. (мод. 3М151, стр. 71, рис. 55).
2. Патент РФ №2697533, МПК В24В 5/26 (2006.01), опубл. 15.08.2019 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2003 |
|
RU2264906C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1996 |
|
RU2122933C1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
Изобретение относится к машиностроению и может быть использовано, например, в подшипниковой промышленности для врезного шлифования фасонных рабочих поверхностей, в частности роликов подшипников. Станок содержит станину с двумя парами направляющих, стол, имеющий возможность возвратно-поступательного перемещения по продольным направляющим, на котором расположены устройство для закрепления и вращения обрабатываемой детали и устройство для правки шлифовальных кругов. Обе пары направляющих развернуты относительно продольных направляющих под углом α и установлены зеркально относительно друг друга. На каждой паре развернутых направляющих установлены суппорт, шлифовальная бабка со шпинделем и шлифовальным кругом и механизмы подачи и компенсации износа шлифовального круга. Шлифовальные бабки выполнены поворотными вокруг осей, параллельных осям вращения шлифовальных кругов. В результате повышается точность шлифования торцовых профильных поверхностей обрабатываемых деталей с обеспечением их равноразмерности по длине. 4 з.п. ф-лы, 4 ил.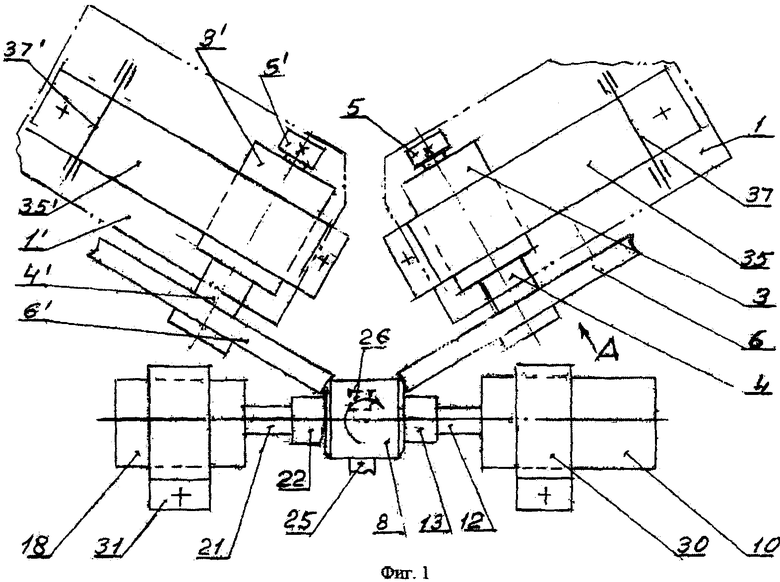
1. Бесцентровый круглошлифовальный станок, содержащий станину с парой направляющих, стол, имеющий возможность возвратно-поступательного перемещения по продольным направляющим, на котором расположены устройство для закрепления и вращения обрабатываемой детали и устройство для правки шлифовальных кругов, суппорт, шлифовальную бабку со шпинделем и шлифовальным кругом, выполненную поворотной вокруг оси, параллельной оси вращения шлифовального круга, и механизмы подачи и компенсации износа шлифовального круга, отличающийся тем, что станина выполнена с дополнительной парой направляющих, при этом обе пары направляющих развернуты относительно продольных направляющих под углом α и установлены зеркально друг другу, причем на каждой паре развернутых направляющих установлены суппорт, шлифовальная бабка со шпинделем и шлифовальным кругом и механизмы подачи и компенсации износа шлифовального круга.
2. Бесцентровый круглошлифовальный станок по п. 1, отличающийся тем, что угол α составляет 5-30°.
3. Бесцентровый круглошлифовальный станок по п. 1, отличающийся тем, что устройство для закрепления и вращения обрабатываемой детали содержит вал с закрепленной на нем ведущей планшайбой, две радиальные жесткие опоры, установленные на станине, и дополнительный вал с закрепленной на нем ведомой планшайбой, при этом оба вала выполнены подпружиненными.
4. Бесцентровый круглошлифовальный станок по п. 3, отличающийся тем, что вал с закрепленной на нем ведущей планшайбой опирается одним своим концом на жесткую опору, выполненную в виде шаровой опоры или пары «конус-конусное гнездо».
5. Бесцентровый круглошлифовальный станок по п. 1, отличающийся тем, что устройство для правки шлифовальных кругов выполнено в виде двух вращающихся правящих роликов с мерной проставкой между ними, закрепленных на одном валу, установленных рабочими поверхностями навстречу рабочим поверхностям шлифовальных кругов и выполненных с профилем, соответствующим профилю обрабатываемых торцевых поверхностей детали.
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ ШЛИФОВАНИЯ ВЫПУКЛЫХ РАБОЧИХ ПОВЕРХНОСТЕЙ И НАРУЖНЫХ ДИАМЕТРОВ У ВАЛООБРАЗНЫХ ЗАГОТОВОК ЗА ОДИН УСТАНОВ, А ТАКЖЕ ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2247641C2 |
| Круглошлифовальный станок для наружного и внутреннего шлифования с цифровым программным управлением | 1984 |
|
SU1416294A1 |
| ЭЛЕКТРОФИЛЬТР | 2006 |
|
RU2333041C1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |

