Изобретение относится к целлюлозно-бумажной промышленности и предназначено для управления станками, разрезающими бумажные гильзы.
Цепь изобретения - повышение производительности станка за счет автоматизации процесса резки гильз и повышение качества реза.
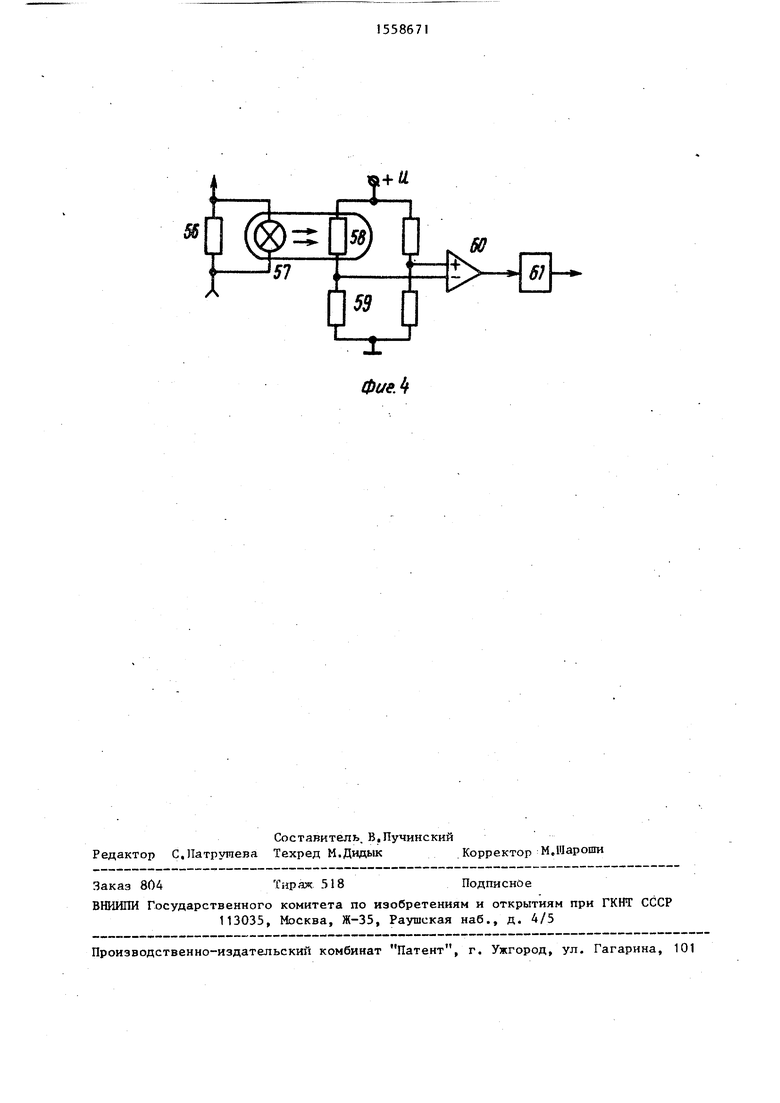
На фиг.1 представлена структурная схема устройства управления гильзоре- зательным станком; на фиг.2 - станок, вид сбоку; на фиг.З - то же, вид сверху; на фиг,4 - схема датчика реза.
Устройство () содержит механизм 1 радиальной подачи дискового ножа, механизмы 2-3 подачи гильзы, RS-триггеры 4-13, узел 4 ввода, механизм 15 сталкивания, механизм 16 опускания прижимного ролика, механизмы 17-19 поднятия упоров, счетчики 20- 24, инверторы 25-27, элементы ИЛИ 28- 33, элементы И 34-37, формирователи 38-41, элементы 42-47 задержки, концевые выключатели 48-51, датчик 52 реза, элемент И-НЕ 53, датчик 54 длины, механизм 55 поштучной подачи, резистор 56, излучатель 57, фоторезистор 58, резистивный мост 59, компаратор 60, формирователь 61, стал- киватель 62, лоток 63 накопителя, ведущие валики 64 подачи, прижимные валики 65-66 подачи, прижимной ролик 67, вал 68, привод 69, пневмоци- линдр 70 поштучной подачи, прижимные валики 71-72 подачи, прижимной
сд
СЛ
3
ролик 73, дисковый нож 74, сталкива- тель 75, упоры 76-78, привод 79 дискового ножа, гильзу 80, упоры 81-83, ложемент 84.
Первый выход узла 14 ввода соединен с первым входом элемента ИЛИ 31, второй выход - с входами предварительной записи счетчиков 20-23, а третий выход - с первыми входами элементов ИЛИ 28-30 и входом управления записью счетчика 23, выход тригера 11 связан с S-входом триггера I2 и вторыми входами элементов ИЛИ 28-30, выходы которых соединены со- отватственно с входами управления записью счетчиков 20-22, выход заема счетчика 20 соединен с первым входом элемента И 34 и через инвертор 25 - с первым входом элемента И 35, выход заема счетчика 21 через инвертор 26 подключен к первому входу элемента И 36, а выход заема счетчик 22 - к счетному входу счетчика 23 и через последовательно соединенные
инвертор 27 и элемент 44 задержки - первому входу элемента И 37, второй вход которого связан с выходом заема счетчика 23, а выход - с S-входом триггера 11, выход которого через
элемент 45 задержки соединен с вторым входом элемента ИЛИ 32 и непосрественно - с вторым входом элемента ИЛИ 31, первая клемма концевого выключателя 48 подключена к источни
ку питания, а вторая через формирователь 38 соединена с S-входом триггера 5, выходом соединенного с входом механизма 1 радиальной подачи пилы, а R-входом - с выходом датчика 52 реза, S-входом триггера 13 и R-вх дами триггеров 7™10, выход элемента ИЛИ 32 подключен к вторым входам элементов И 35-34, выходы которых содинены соответственно с S-входами триггеров 8-10, выходы которых связаны соответственно с входами счетчиков 20-22 и механизмов 17-19 поднятия упоров и через последовательно
соединенные элемент ИЛИ 32 и формиро
ватель 40 подключены к R-входу триггера И и входу элемента 47 задержки выходом соединенного с S-входом триггера 4, R-вход которого подключен к выходу формирователя 39 и S-входу триггера 7, выходы триггеров 4 и 7 соединены соответственно с входами механизма 2 подачи гильзы и механизма 16 опускания прижимного
0
5
5
0
0
ролика, выход триггера 13 подключен к входу механизма 3 подачи гильзы и входу сброса счетчика 24, счетный вход которого связан с выходом датчика 54 длины, а выход переноса - с R-входом триггера 13 и S-входом триг гера 6, прямой выход которого связан с входом механизма 15 сталкивания и через элемент 42 задержки - с R-входом триггера 6, а инверсный выход через последовательно соединен-: ные элемент 43 задержки и формирователь 40 соединен с третьим входом элемента ИЛИ 32, первые клеммы концевых выключателей 49-5 1 подключены к общей шине, а вторые клеммы соединены с входами элемента И-НЕ 53 выход которого подключен к входу формирователя 39, а выход триггера 12 соединен с входом механизма 55 поштучной подачи и через элемент 46 задержки - с R-входом триггера 11„ Выход заема счетчика 23 является выходом 55 устройства. Датчик 52 реза выполнен на основе схемы, приведенной на фиг.4, и содержит резистор 56, включенный в цепь питания асинхронного двигателя, подключенный параллельно ему излучатель 57, оптически связанный с фоторезистором 58, включенным в одно из плеч резистивного моста 59, выходы л которого подключены к входам компаратора 60, выход которого через формирователь 61 связан с выходом датчика 52 реза.
На фиг,2 и 3 показаны сталкиватель 62, поток 63 накопителя, ведущие валики 64 подачи, прижимные валики 65 и 66 подачи, прижимной ролик 67 вращения и вращающиеся валы 68, управляемые от привода 69, а также пневмо- цклиндры 70 поштучной подачи гильз, прижимных валиков 71 и 72 подачи, пря- 45 жимного ролика 73 вращения, дисковый нож 74 сталкивателя 75, упоры 76-78, привод 79 вращения дискового ножа, гильзы 80, упоры 81-83 и ложемент 84. Устройство работает следующим
35
40
образом.
В статическом состоянии все счетчики и триггера устройства находятся в нулевом состоянии, которое возникает после включения устройства путем подачи импульса на их установочные входы (цель подачи сигнала Сброс на фиг, условно не показана).
Резчик набирает на узле 14 ввода на первом переключателе количество
гильз длины 1 , нарез аемых из одной базовой гильзы, при этом код П, равный количеству гильз длины 1,, посту-- пает на информационный вход счетчика 20 и затем резчик нажимает кнопку Ввод 1,, находящуюся на узле 14 ввода, на первый вход элемента ИЛИ 28 приходит импульс, который производит запись в счетчик 20 числа гильз длины 11, получающихся из базовой гильзы. Аналогично производится запись в счетчики 21 и 22 количества гильз длины 1-2 и 1 j, получающихся из одной исходной гильзы, при этом
1ini
где LSol3- длина базовой гильзы; 1.
10
п
поштучной подачи отключается,, Так как триггер 8 находится в единице, срабатывает механизм 17 поднятия упора, включается пневмоцилиндр 76 и выходит упор 73, расстояние от которого до дискового ножа равно длине отрезае мой гильзы lt. Уровень 1 с выхода триггера 8 проходит через элемент ИЛИ 33 и формирователь 41 импульса на вход элемента 47 задержки, время задержки которого выбирается большим временам скатывания гильзы 8 на валы 68 и через время, определяемое j ; элементом 47 задержки, с его выхода снимается импульс, устанавливающий триггер 4 в уровень 1, срабатывает механизм 2 подачи гильзы, включается- пневмоцилиндр 71, поднимается прикимной валик 55 подачи и гильза, находящаяся в ложементе, прижимается двумя валиками 64 и 65, поэтому она начинает перемещаться в осевом направлении до упора 81„ При нажа20
-длины гильз i- го формата;
-количество гильз 1-го
i
формата,,
Далее в счетчик 23 производится запись числа разрезаемых по данному ва- 25тии гильчы на упор 81 замыкается кон- рианту базовых гильз0 Импульсом, пос-цевой выключатель 49, установленный тупающим с третьего выхода узла 14на упоре 81 , на выходе элемента И- ввода на V-вход счетчика 23, наНЕ 53 формируется единица, формиро- D-вход которого подан код, равныйватапь 38 вырабатывает короткий им0
поштучной подачи отключается,, Так как триггер 8 находится в единице, срабатывает механизм 17 поднятия упора, включается пневмоцилиндр 76 и выходит упор 73, расстояние от которого до дискового ножа равно длине отрезаемой гильзы lt. Уровень 1 с выхода триггера 8 проходит через элемент ИЛИ 33 и формирователь 41 импульса на вход элемента 47 задержки, время задержки которого выбирается большим временам скатывания гильзы 8 на валы 68 и через время, определяемое ; элементом 47 задержки, с его выхода снимается импульс, устанавливающий триггер 4 в уровень 1, срабатывает механизм 2 подачи гильзы, включается- пневмоцилиндр 71, поднимается прикимной валик 55 подачи и гильза, находящаяся в ложементе, прижимается двумя валиками 64 и 65, поэтому она начинает перемещаться в осевом направлении до упора 81„ При нажа0
5тии гильчы на упор 81 замыкается кон- цевой выключатель 49, установленный на упоре 81 , на выходе элемента И- НЕ 53 формируется единица, формиро- ватапь 38 вырабатывает короткий им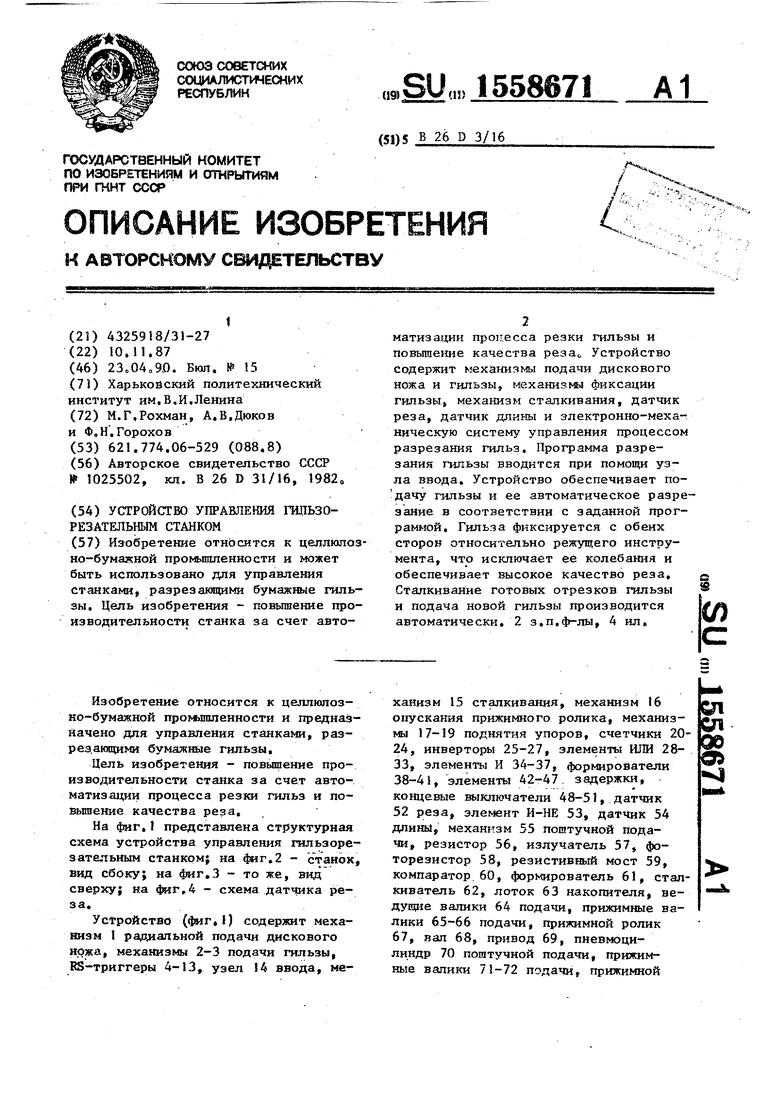


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления гильзоклеильным станком | 1987 |
|
SU1535812A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство для управления сортировкой бревен | 1988 |
|
SU1558516A2 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| ЦИФРОВОЕ ПЯТИКАНАЛЬНОЕ РЕЛЕ С ФУНКЦИЕЙ САМОДИАГНОСТИКИ | 2017 |
|
RU2671545C1 |
| УСТРОЙСТВО ДОПУСКОВОГО КОНТРОЛЯ УСТАНОВИВШЕГОСЯ ОТКЛОНЕНИЯ ЧАСТОТЫ | 2022 |
|
RU2795501C1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |

Изобретение относится к целлюлозно-бумажной промышленности и может быть использовано для управления станками, разрезающими бумажные гильзы. Цель изобретения - повышение производительности станка за счет автоматизации процесса резки гильзы и повышение качества реза. Устройство содержит механизмы подачи дискового ножа и гильзы, механизмы фиксации гильзы, механизм сталкивания, датчик реза, датчик длины и электронно-механическую систему управления процессом разрезания гильз. Программа разрезания гильзы вводится при помощи узла ввода. Устройство обеспечивает подачу гильзы и ее автоматическое разрезание в соответствии с заданной программой. Гильза фиксируется с обеих сторон относительно режущего инструмента, что исключает ее колебания и обеспечивает высокое качество реза. Сталкивание готовых отрезков гильзы и подача новой гильзы производится автоматически. 2 з.п.ф-лы, 4 ил.
35
числу разрезаемых базовых гильз„ Так как в счетчики 20-23 записаны некоторые числа, то на их выходах эаема сформированы уровни 1.
Уровень 1 с выхода заема счетчика 20 открыл по первому входу элемент И 34 и через инвертор 25 закрыл элемент И 35, а 1 с выхода заема счетчика 21 через инвертор закрыла элемент И 36. Элемент И 37 также закрыт0 так как с выхода заема счетчи-д0 ка 22 через инвертор 27 и элемент 44 задержки на его первый вход подан ,
30 пульс, устанавливающий в исходное
состояние триггер 4, в результате чего выключается механизм 2 подачи гильзы в осевом направлении и устанавливает в единичное состояние триггер 7, в результате чего срабатывает механизм 16 опускания прижимного ролика 67, последний опускается и прижимает гильзу к вращающимся валам 68 с обеих сторон от места реза, что исключает смещение гильзы в течение реза. Гильза, прижатая к валам 68, начинает вращаться,, После опускания роликов 67, срабатывает конце-- вой выключатель 48, на выходе форми- д5 рователя 37 формируется импульс, перебрасывающий триггер 5 включается механизм I радиальной подачи дискового ножа, срабатывает пневмоцилиндр 71, и дисковый нож производит рез гиль- ребрасывает триггер 8, во-вторых про-зд зы, В цепь питания асинхронного двн- ходит через элемент ИЛИ 31 и пере-гателя 79 включен резистор 56, являюбрасывает триггер 12, срабатывает ме- щийся датчиком 79 тока двигателя. ханизм 55 поштучной подачи, включается пневмоцилиндр 70 () и гильза скатывается на ложемент, образованный двумя валами 68„ Через время задержки, определяемое элементом 46
вень
После ввода программы реза нажимают нопку Пуск, находящуюся на узле 14 ввода, и с первого выхода узла 14 снимается короткий импульс, который, во-первых, проходит через элемент ИЛИ 32 и элемент И 34 и пеПосле врезания дискового ножа 84 в гильзу потребляемый двигателем ток с возрастает, поэтому уменьшается сопротивление фоторезистора 58, включенного з резистивный мост 59, который настроек так, что при таком уменьшении сопротивления резистора 58 на
задержки, триггер 12 возвращается в исходное состояние, и механизм 55
щийся датчиком 79 тока двигателя.
После врезания дискового ножа 84 в гильзу потребляемый двигателем ток возрастает, поэтому уменьшается сопротивление фоторезистора 58, включенного з резистивный мост 59, который настроек так, что при таком уменьшении сопротивления резистора 58 на
1155
выходе компаратора 60 формируется После реза потребляемый двигателем ток уменьшается, излучатель 57 слабее освещает фоторезистор 58 и на выходе компаратора 60 формируется
1, поэтому формирователь 61 вырабатывает короткий импульс. Таким образом, после каждого реэа датчик 52 формирует импульс, который, во- первых, сбрасывает триггер 5, в результате чего дисковый нож 74 возвра- щается в исходное состояние, так как выключается механизм 1 радиальной подачи дискового ножа, во-вторых,
устанавливаются в ноль триггеры 7-10 (в данном случае перебрасываются триггеры 7 и 8, а триггеры 9 и 10 находятся в нулевом состоянии и этот импульс только подтверждает это состояние) , вследствие чего опускается упор 81, в-третьих, перебрасывается триггер 13, включающий механизм 3 подачи гильзы и разрешающий счет импульсов счетчиком 24, срабатывает пневмоцилиндр 72, поднимается валик 65, управляемый этим пневмоцилиндром и отрезанная гильза перемещается в осевом направлении Датчик 54 длины, установленный на оси валика 65 под- считывает количество оборотов валика 65 и по истечении заданного количества оборотов, характеризующего расстояние от1 л°жемента 84 до места реза, на выходе переполнения счетчика 24 формируется 1,перебрасывается триггер 3 и возвращается в исходное состояние триггер 10, после чего на его инверсном выходе формируется 1 и
счетчик 24 устанавливается в исходное состояние. Так как триггер 6 установлен в 1, срабатывает механизм 15 сталкивания и сталкиватель 62 выталкивает отрезанную гильзу из ложемента 85, Через время, определяемое пря- мым ходом сталкивателя 62 и равное времени задержки элемента 42, на выходе последнего формируется 1 и триггер 6 срабатывается в исходное
положение, сталкиватель 62i возвращается в исходное состояние. Через время, определяемое обратным ходом сталкивателя 62 и равное времени задержки элемента 43, на выходе последнего формируется 1, так как 1 снимается с инверсного выхода-триггера 6, формирователь 40 вырабатывает импульс, который проходит через элемент ИЛИ 32.
0
67
5
25 0
0
35
40
дс
50
1 8
Так как триггер 8 после реза установился в исходное состояние, то на его выходе сформировался перепад из
1 в О, который пропел на счетный вход счетчика 20 и уменьшил его содержимое на единицу. Таким образом, если в счетчик 20 было записано число П, 1, то на его выходе заема по-прежнему присутствует 1, поэтому импульс, прошедший через элемент ИЛИ 32, проходит только через элемент И 34, и программа реза продолжается.
Когда нарезано заданное количество гильз первого формата П , на выходе заема счетчика 20 формируется О, открывается элемент И 35 и продолжаются описанные действия с той разницей, что срабатывает триггер 9 и механизм 18 поднятия упора, в результате чего осуществляется рез формата длиной 1г П2 раз, после чего осуществляется рез заема счетчика 21, формируется О, элемент И 35 также закрывается и открывается элемент И 36, Ведется рез формата 1дП3 раз, после чего на выходе заема счетчика 22 формируется О, и содержимое счетчика 23, характеризующее количество базовых гильз разрезаемых по данному варианту реза, уменьшается на единицу, при этом, если программа реза всех базовых гильз не выполнена, то на выходе заема счетчика 23 по-прежнему 1,
Таким образом, по окончании реза формата длины 13 на выходе заема счетчика 22 формируется О и, если программа реза всех базовых гильз не выполнена, на выходе элемента 44 задержки формируется 1, которая проходит через элемент И 37 и перебрасывает триггер 11, 1 с выхода которого проходит через элемент ИЛИ 31 и,. во-первых, перебрасывает триггер 12 в результате чего срабатывает механизм 55 поштучной подачи, во-вторых, проходит через элементы ИЛИ 28-30, в результате чего в счетчике 20-22 вновь записываются числа ГЦ, Пу Время задержки элемента 45 выбирается несколько большим времени записи числа в счетчики 20-22, поэтому после записи упомянутых чисел в эти счетчики на выходе элемента 45 формируется 1, которая проходит через элемент ИЛИ 32 и, так как начался новый
цикл программы и в счетчики 20-22 записаны те же числа, что и при вводе программы в первый раз, то открыт только элемент И 34. и 1, прошедшая через элемент ИЛИ 32-, проходит через элемент И 34, триггер 8 перебрасывается, срабатывает механизм 17 поднятия первого упора, формирователь 41 выдает импульс, сбрасывающий триггер 1 1 и через время, определяв-- мое элементом 47 задержки и большее, чем время скатывания новой гильзы на валы 68, срабатывает механизм 2 подачи гильзы. Новая гильза перемещается по ложементу, образованному валами 68, при этом отход первой) гильзы падает в промежуток между элементом образованным валами 68 и ложементом 85j а новая гильза перемещается до первого упора и т,д„
Когда будут нарезаны все базовые гильзы на выходе заема счетчика 23 формируется О, элемент И 37 закрывается и выполнение программы прекра- щается, так как после реза формата длиной 13Пз раз с выхода элемента 44 задержки не проходит через элемент И 37, вследствие чего записи
в счетчики 20-22 чисел второго выхода зо низм Фиксации гильзы, о т л и ч а го- узла 14 ввода не происходите,
В данном устройстве все исполнительные механизмы (т.е. механизмы 1-3, 15-19 и 55) могут быть выполнены на тиристорном усилителе мощности , включенном на обмотку соответствующего пневмоцилиндра. Триггеры 4-13 могут быть выполнены на основе микросхем К155ТМ2, узел 14 ввода
щ е е с я тем, что, с целью повышения производительности станка за счет автоматизации процесса резки гильз и повышения качества реза, оно снабже- но с первого по десятый RS-триггерами узлом ввода, вторым механизмом подачи гильзы, механизмом сталкивания, механизмом опускания прижимного ролика, с первого по третий механиз-
реализуется на основе переключателей-дд мами поднятия упоров, с первого по
преобразователей десятичного хода в двоично-десятичный и формирователей коротких импульсов. Счетчики 20-24 реализуются на основе микросхем типа К155ИЕ7, инверторы 25-27 - на микросхеме К155ЛН1,1элементы ИЛИ 28-33 - на основе микросхем типа К155ЛЛ1, при этом элементы 3 ИЛИ 32 и 33 реализуются на двух элементах 2 ИЛИ (К155ЛЛ1), собираемых по схеме ИЛИ„ Элементы И 24-37 - микросхемы типа К155ЛИ1, при этом элементы 3 И 35 и 36 собираются на двух двухвходовых элементах 2 И, собираемых по схеме И. Формирователи 38-48 и 61 собираются по схеме формирователей коротких импульсов на основе любой известной схемы. Элементы 42-47 задержки реализуются на основе
0
5
5
0
интегрирующих целей, а при этом время задержки элемента 47 должно быть меньше длительности импульса, формируемого формирователем 41, и больше времени скатывания гильзы 80 на валы 68. Элемент 53 И-НЕ - микросхема К155ЛА4. Датчик 54 длины - импульсный тахометр0 Излучатель 57 и резистор 58 - олтопа- ра ОЗП-16, Компаратор 60 - микросхема типа К521САЗ.
Таким образом, предложенное устройство управления гильзорезательным станком позволяет полностью автоматизировать процесс резки гильз на заданные форматы и исключить полностью все ручные операции, что повышает производительность станка, при этом высокое качество реза обеспечивается тем, что гильза фиксируется в обеих сторонах от места реза, что исключает ее колебания.
Формула изобретения1, Устройство управления гильза- резательным станком, содержащее механизм радиальной подачи дискового ножа, первый механизм подачи гильзы и мехао низм Фиксации гильзы, о т л и ч а го-
щ е е с я тем, что, с целью повышения производительности станка за счет автоматизации процесса резки гильз и повышения качества реза, оно снабже- но с первого по десятый RS-триггерами, узлом ввода, вторым механизмом подачи гильзы, механизмом сталкивания, механизмом опускания прижимного ролика, с первого по третий механиз-
пятый счетчиками, с первого по третий инверторами, с первого по шестой элементами ИЛИ, с первого по четвертый элементами И, с первого по 5 четвертый формирователями, с первого по шестой элементами задержки, с первого по четвертый концевыми выключателями, датчиком реза, элементом И-НЕ и датчиком длины, причем первый выход узла ввода соединен с первыми входами четвертого и пятого элементов ИЛИ, второй выход - с входами предварительной записи с первого по четвертый счетчиков,, а третий выход - с первыми входами с первого по третий элементов ИЛИ и входом управления записью четвертого счетчика, выход четвертого элемента ИЛИ связан с S-входом девятого RS- триггера и
0
5
И155
вторыми входами с первого по третий элементов ИЛИ, выходы которых соединены соответственно с входами управления записью с первого по третий счетчиков, выход первого счетчика соединен с первым входом элемента И и через первый инвертор - с первым входом второго элемента И, выход второго счетчика соединен с третьим входом второго элемента И и через второй инвертор подключен к первому входу третьего элемента И, а выход третьего счетчика - к счетному входу четвертого счетчика, третьему входу третье- го элемента И и через последовательно соединенные третий инвертор и третий элемент задержки - к первому входу четвертого элемента И, второй вход которого связан с выходом чет- вертого счетчика, а выход - с S-вхо- дом восьмого RS-триггера, выход которого через четвертый элемент задержки соединен с вторым входом пятого элемента ИЛИ и непосредственно с вторым входом четвертого элемента ИЛИ, первая клемма первого кольцевого выключателя подключена к источнику питания а вторая через первый формирователь соединена с S- входом второго RS-триг- гера, выходом соединенного с входом механизма радиальной подачи ножа, а R-входом - с выходом датчика реза, S-входом десятого и R-входами четвертого по седьмой RS-триггеров, выход пятого элемента ИЛИ подключен к вторым входам с первого по третий элементов И, выходы которых соединены соответственно с S-входами с пятого по седьмой RS-триггеров, выходы кото- рых связаны соответственно с входами с первого по третий счетчиков и с первого по третий механизмов поднятия упоров, а через последовательно соединенные шестой элемент ИЛИ и
четвертый формирователь подключены к R-входу восьмого RS-триггера и входу шестого элемента задержки, выходом соединенного с S-входом первого RS-триггера, R-вход которого подключен к выходу второго формирователя и S-входу четвертого RS- триггера, выходы первого и четвертого
12
r о 5 ,Q 5
5д
5
RS-триггеров соединены соответственно с входами первого механизма подачи гильзы и механизма опускания прижимного ролика, прямой выход десятого RS-триггера подключен к входу второго механизма подачи гильзы, а инверсный - к входу сброса пятого счетчика, счетный вход которого связан с . выходом датчика длины, а выход переноса - с R-входом десятого RS-триггера и S-входом третьего RS-триггера, прямой выход которого связан с выходом механизма сталкивания и через первый элемент задержки - с R-входом третьего RS-триггера, а инверсный выход через последовательно соединенные второй элемент задержки и третий формирователь соединен с третьим входом пятого элемента ИЛИ, первые клеммы с второго по четвертый концевых выключателей подключены к , общей шине, а вторые клеммы соединены с входами элемента И-НЕ, выход которого подключен к входу второго формирователя, а выход девятого RS-триггера соединен с входом механизма поштучной подачи и через пятый элемент задержки - с R-входом девятого RS-триггера,,
2„ Устройство по п. 1, о т л и - чающееся тем, что датчик реза выполнен из резистора, включенного в цень питания асинхронного дви- гателя приводы пилы, подключенного параллельно ему излучателя, оптически связанного с фоторезистором, включенного в одно из плеч резистивного моста, выходы которого подключены к входам компаратора, выход которого через формирователь соединен с выходом датчика реза,
30 Устройство поп,1,отли-ч чающееся тем, что механизм фиксации гильзы выполнен из первого, второго и третьего концевых выключателей, установленных на упорах станка, первые клеммы которых подключены к общей шине, а вторые - к входам элемента И-НЕ, выход которого через формирователь соединен с выходом механизма фиксации гильзы.
Фи$1
73
П72
фие.2
ФиеЛ
| Гильзорезательный станок | 1981 |
|
SU1025502A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
