Изобретение относится к промышлен- ности строительных материалов, в частности к производству кирпича, и может быть использовано в качестве автоматов-укладчиков , автоматов-садчиков кирпича и керамблоков.
Целью изобретения является повышение точности управления.
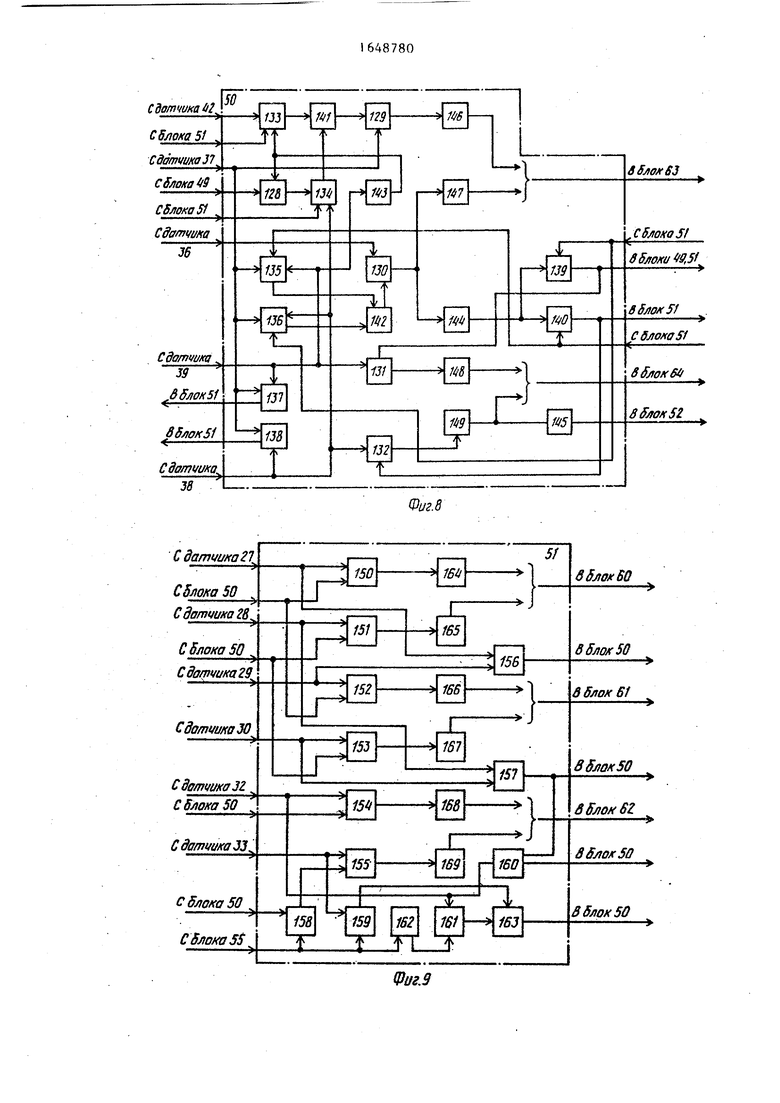
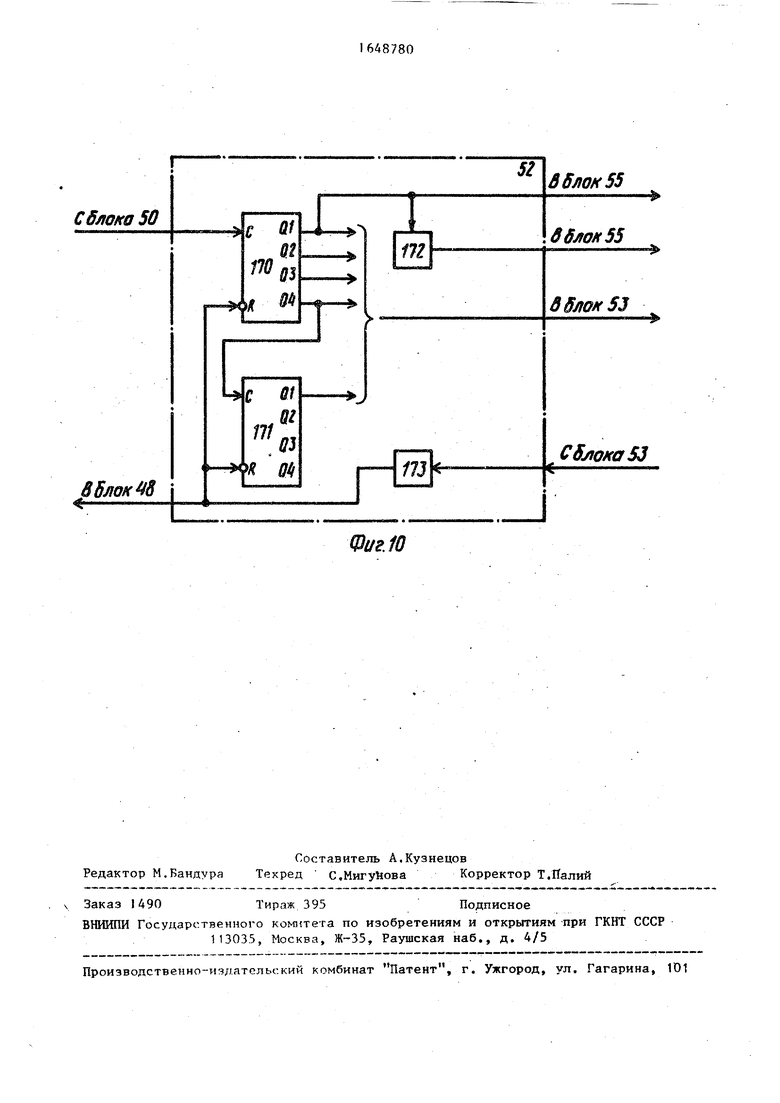
На фиг.1 изображена технологическая схема устройства; на фиг.2 - стол формирования слоя в режиме укладки стеновых кирпичейj на фиг.З - стол формирования слоя в режиме укладки лицевых кирпичей; на фиг.4 - блок- - схема системы управления; нафиг.5- схема блока управления толкателем сушильных вагонеток;-на фиг.6 - схема блока управления подъемом и опусканием подвижной платформы; на фиг.7 - схема блока формирования слоя; на фиг.8 - схема блока управления движением ка- ретки и захватов; на фиг.9 - схема блока управления повотором и приводами захватов; на фиг.10 - блок-схема программного блока.,
Система управления автоматом-сад- чиком кирпича содержит толкатель 1 сушильных вагонеток, привод 2 толкателя сушильных вагонеток, датчики 3 и 4 конечных положений толкателя 1 сушильных вагонеток, датчик 5 промежу- точного положения толкателя 1 сушильных вагонеток, сушильную вагонетку 6 с кирпичом, датчик 7 наличия сушильной вагонетки, разгруженную сушильную вагонетку 8 ,с кирпичом, установленную на подвижной платформе 9, датчик 10 конечного положения подвижной платформы, привод 1 1 подвижной платформы, датчик/ 2 наличия пакета кирпичей, сталкйватель 13 кирпичей с сушильной вагонетки, привод 14 сталкивателя кирпичей, датчики 15 и 16 конечных положений сталкивателя кирпичей, приемный стол 7, стол 18 формирования слоя, привод 19 стола формирбвания слоя, датчики 20, 21 и 22 конечных положений стола формирования слоя, захваты 23 и 24 кирпичей, приводы 25
5
5
0 0
35 40 45 5055
и 26 захватов кирпичей, датчики 27- 30 сжатого и разжатого положений захватов кирпичей, привод 31 группового поворота захватов, датчики 32 и 33 конечного положения поворота захватов, каретку 34 подъема и переноса захватов, привод 35 подъема и опускания захватов, датчики 36 и 37 конечного верхнего и нижнего положений захватов, датчики 38 и 39 конечных положений каретки, привод 40 перемещения каретки, обжиговую вагонетку 41, датчик 42 наличия -обжиговой вагонетки с пирамидами 43 уложенных кирпичей, кантователь 44 кирпичей 45 на столе 18 формирования слоя, кулисный механизм 46 кантователя 44, блок 47 управления толкателем сушильных вагонеток, блок 48 управления подъемом и опусканием подвижной платформы, блок 49 формирования слоя, блок 50 управления движением каретки и захватов, блок 51 управления поворотом и приводами захватов, программный блок 52, переключатель 53, переключатель 54 режима работы стола формирования слоя, переключатель 55 режима работы захватов, пускатели 56-59, 60-64 приводов 2, 11, 14, 19, 25, 26, 31, 35 и 40, источник 65 питания.
Блок 47 управления/толкателем сушильных вагонеток предназначен для управления процессом периодического проталкивания сушильных вагонеток по мере разгрузки их и для формирования разрешающего сигнала на первьй подъем подвижной платформы. Блок 47 состоит из схемы совпадения И 66 триггеров 67 и 68, формирователя импульсов .69, схемы совпадения И 70 и усилителей 71 и 72.
Блок 48 управления подъемом и опу еканием подвижной платформы предназ- начен для формирования команд подъема и опускания сушильной вагонетки на подвижной платформе по следующему алгоритму: подъем 3-го ряда - подъем 1-го ряда - опуск 2-го ряда - спуск 4-го ряда -опуск в исходное согтоя5 . 16 ние. Блок 48 состоит из элементов 73 и 74 задержки, счетчика 75 импульсов, дешифратора 76, схем совпадения И 77- 83, таймеров 84-88, триггеров 89-94, формирователей 95, 96 и 97 импульсов, элементов ИЛИ 98, 99 и 100, элементов ИЛИ 10, 102 и 103, элемента ИЛИ-НЕ 104, усилителей 105-108,
Блок 49 формирования слоя предназначен для управления сталкмвателем 11 кирпичей и столом 18 формирования слоя. Осуществляет управление формированием слоя, состоящего из 2-х рядов кирпичей. В зависимости от задан- ного режима работы формирует слой лицевых или стеновых кирпичей. Блок 49 состоит кз триггеров 09- 112, формирователей 113 и 114, импу.чь
сов, счетчика 1 5 ИМЧУЧЬСОВ, ждущего мультивибратора 116 члементов ИЛИ 117, 118 и 119, схем совпадения И 120 и 121, инвертора 122, усилителей i23- 126, схемы совпадения И 127.
Блок 50 предназначен для управления процессом подъема и опускания захватов, над столом 1 8 формирования слоя и над обжиговой вагонеткой 41 и для переноса захватов 23, 24 с кирпичами от стола 18 формирования слоя к обжиговой вагонетке 41. Блок 50 состоит из триггеров 128-132, схем con- падения И 133-136, 137-140, онемей ОБ ИЛИ 14 и 14, формирователей i .3-i45 импульсов и усилителей 14б-И 9.
Блок 51 упраления поворотом и приводами ов предназначен дня управления процессом захза а кирпичей со стола 18 формирования слоя и для периодического (через один раз) разворота слоев кирпичей на 90° при их укладке в пирамиау на обжиговой вагонетке 41 . Блок 51 состоит из триггеров 150-155s схем совпадения И 136- 161, инвертора 162, элемента ИЛИ 163, усилителей 164-169.
Программный бло. 52 предназначен для формирования алгоритма управления подъемом и опусканием сучильной вагонетки, счета уложенных слоев на обжи говум вагонатку 4 и для формчоова- ния разрешающего сигнала блоку 51 на разворот захватов 23 и 24 (через переключатель 55). Блок 52 состоит из счетчиков 170 и 171 импульсов, инвертора 172 и ждущеп мультивибратора ИЗ.
Систеда управления автоматом-садчи- ком кирш-г-га работает следующим обра-г зом.
c
0
Б исходном положении подвижная , платформа 9 ч-.ходится внизу, захваты 23 и 24 кирпичей находятся в верхнем
t положении над столом 18 формирования слоя. При подаче в зону работы толкателя 1 загруженной сушильной вагонетки 6 начинается режим проталкивания, который возможен при наличии сигналов с датчика 1 0 конечного положения подвижной платформы и 7 наличия сушильной вагонетки. Датчик 10 фикси- рхет стыковку рельс. Дополнительным условием яклтетея сигнал с блока 48 управления подъемом и опусканием подвижной платформы о том, что предыдущая вагонетка разгружена, Если все сиг алы, разрешающие проталкивание за гоне-ок, ит- ею ся, то в блоке 47 фор 0 мчруе .ч к команда, которая через пускатель 56 вк очает привод 2 толкателя 1. Толкэгель 1 заталкивает на платформу 9 загруженную вагонетку 6 и выталкивает разгруженную вагонетку 8. В
5 конце хода толкателя срабатывает датчик 3, по сигналу которого привод 2 толкателя i переключается на обратный ход. При ХОЧР назад толкателя 1 срабатывает датч.- промежуточного
0 положения толкагепя ю сигналу которого в блоке 7 фоъ-лруется разрешенье гпо&у ч8 Af т. tr: СУШИЛЬНОЙ ваге неткч. Подъем суш;:,a, ,-агонетки осу- цестрянеч Я i-ри следующих дополнительных условиях: есть сигнал е 42 о наличия ООАИГОЗОЙ вагонетки 41 (иначе некуда будет кирпичи) л есть сигнал с блока 49 о том, что сталкивателъ i3 кирпичей находится в исходном положении.
Сушильная вагонетка содержит четыре полки: первую (считая снизу)$ вто рую, третью и четвертую, В целях повышения производительности ал сокращения длительности всех операций в блоке 48 управление подъемом и опусканием подвижной платформы реализован следующий алгоритм работы. Сначала до уровня приемного стола 7 под икпется третья, потом первая пеню1 cy.i -лыгой ь онетки. После сталкивания кирп$;- чей сушильная вагонетка опускается так, что сначала разгружается вторая полка, а потом четвертая, далее вагонетка опуск,..,-.. я на исходную позицию. Поочередная/разгрузка в порядке первая полка - вторая полка - третья - четвёртая требует сначала подъем всей вагснетки, а затем пошаговое опу5
0
5
0
5
екание с разгрузкой, Эта последовательность операций по времени дольше, поэтому порядок разгрузки: третья полка - первая - вторая - четвертая - оптимальнее.
При наличии разрешающих сигналов в блоке 48 формируется команда на подъем вагонетки до третьей полки. Команда через пускатель 57 проходит на привод 15. Привод 11 является двухскоростным реверсивным двигателем. Подъем вагонетки осуществляется в два этапа. Сначала на большой скорости, а потомs с целью точного останова, на медленной. Останов привода I1 подъема подвижной платформы осуществляется по фртодатчику 2 наличия пакета кирпичей. Датчик 12 свизирован по уровню плоскости полки. Быстрый подъем вагонетки осуществляется по времени причем во время быстрого подъема сигнал с датчика 12 блокируется. При переходе на медленную скорость блокировка снимается. Это еде- лано для того, чтобы устранить неправильный порядок работы, так как во время подъема вагонетки до третьей полки датчик 12 может реагировать на четвертую полку. Поэтому при быстром подъеме вагонетка поднимается так что зона срабатывания датчика находится между четвертой и третьей полками. Именно в этой зоне начинается медленный подъем и деблокируется сиг
нал с датчика 12, что обеспечивает
и точный останов и необходимую поме- хозащищенность от неправильного срабатывания датчика 12. По окончании подъема вагонетки до уровня третья , полка - приемный стол по сигналу с датчика 12 в блоке 48 формируется сигнал в блоке 49 формирования слоя на включение привода 14 стапкивателя
Если осуществляется укладка не сте новых, а лицевых кирпичей, то кирпичи необходимо перевернуть на столе 18 на 90. Это осуществляется механическим путем с помощью кантователя 44 и кулисного механизма 46. Разворот кирпичей осуществляется чисто механическим путем при движении стола формирования слоя из переднего положения в крайнее переднее положение. При движе13 кирпичей. Привод 14 включается че 4$ нии стола 18 от датчика 21 к датчику
рез реверсивный пускатель 58. Сталкиватель 13 включается и передвигает кирпичи с третьей полки сушильной ва гонетки на приемный стол 17 и далее на стол 18 формирования слоя, который первоначально находится в исходном положении (сигнал с датчика 20}. В конце хода сталкивателя 13 срабатыва- ет датчик 16 конечного положения, ло сигналу которого в блоке 49 формируется команда на движение сталкивателя 13 назад, а через 2с формируется команда, которая через пускатель 59 включает привод 19 стола 18 формиро50
55
22 кулиса входит в зацепление с пальцем (не показан) и поворачивается, разворачивая одновременно через систе му рычагов на 90 кантователь. При движении стола назад кантователь также чисто механически разворачивается в исходное положение. Режим работы (лицевые или стеновые кирпичи) задает ся с помощью переключателя 54 режима работы стола формирования слоя. При укладке лицевых кирпичей после сталкивания второго ряда на стол 18 в кон це хода сталкивателя также срабатывает датчик 16, Однако команда на опус 5
o
5
25
0
30
35
,
ьлеля слоя. Стол 18 перемещается на расстояние, необходимое для приг а кирпичей со следующей полки сушильной вагонетки. В конце хода стола 18 срабатывает датчик и стол 18 останавливается. Одновременно сталкиватель 13 кирпичей движется назад в исходное положение и останавливается по сигналу с датчика 15. При этом в блоке 49 формируется разрешение блоку 48 на очередной подъем сушильной вагонетки. Сушильная вагонетка поднимается до уровня первая полка - приемный стол 17. Подъем осуществляется аналогично описанному ранее в два этапа. По сигналу с датчика 12 наличия пакета кирпичей подъем прекращается и в блоке 48 формируется сигнал, который поступает в блок 49 на включение привода 14 сталкивателя 3. Сталкиватель 13 включается и передвигает кирпичи с первой полки на стол 18 формирования слоя. В конце хода сталкивателя 13 срабатывает датчик 16, по сигналу которого в блоке 49 формируется команда на движение сталкивателя назад. Одновременно н при условии, что на столе 18 сформирован слой из двух разгруженных полок, в блоке 49 формируется сигнал5 который поступает в блок 50 управления движением каретки и захватов. В бгоке 50 формируется команда на опускание захватов 23, 24.
Если осуществляется укладка не стеновых, а лицевых кирпичей, то кирпичи необходимо перевернуть на столе 18 на 90. Это осуществляется механическим путем с помощью кантователя 44 и кулисного механизма 46. Разворот кирпичей осуществляется чисто механическим путем при движении стола формирования слоя из переднего положения в крайнее переднее положение. При движе4$ нии стола 18 от датчика 21 к датчику
0
5
22 кулиса входит в зацепление с пальцем (не показан) и поворачивается, разворачивая одновременно через систему рычагов на 90 кантователь. При движении стола назад кантователь также чисто механически разворачивается в исходное положение. Режим работы (лицевые или стеновые кирпичи) задается с помощью переключателя 54 режима работы стола формирования слоя. При укладке лицевых кирпичей после сталкивания второго ряда на стол 18 в конце хода сталкивателя также срабатывает датчик 16, Однако команда на опус
какие захватов в блок 50 формируется не сразу. После того, кяк стапкива- тель 13 пошел назад, включается привод 19 стола 18. Стол 18 формирования слоя перемещается на 160 мм и останавливается по сигналу датчика 22. В процессе движения стола 18 на участке длиной 160 мм между датчиками 21 и 22 кулисный механизм 46 поворачивается и кантователь 44 разворачивает кирпичи 45 на 90а относительно исходного положения. По сигналу датчика 22 в блоке 49 формируется сигнал, который поступает в блок 50, в котором форми- руется команда на опускание захватов.
В конце хода сталкивателл по сигналу с датчика 16 сталкиватель 33 включается на движение назад. В конце хода назад срабатывает датчик 15, по сигналу которого привод 14 сталкива- теля 13 отключается. При этом по сигналу с блока 49 в блоке 48 формируется команда на опускание сушильной вагонетки до уровня вторая полка - приемный стол 17. Опускание, как и подъем, происходит аналогично в два этапа: сначала быстро, а потом медленно. Точный останов осуществляется по датчику 1 2.
Одновременно с началом хода стал- кивателя 13 назад начинается опускание захватов 23 и 24. Опускание -захватов 23, 24 над столом 18 формирования слоя осуществляется при условии,, что захваты 23, 24 находятся над сто лом 18 (сигнал с датчика 38), захваты 23, 24 разжаты (сигналы с датчиков 27, 28). Команда на опускание захватов 23, 24 формируется с блока
50и через пускатель 63 включает реверсивный привод 35 подъема и опускания захватов. Захваты 23, 24 начинают опускаться. В конце опускания захватов срабатывает датчик 37 нижнего положения захватов, по сигналу которого отключается привод 35 опускания и в блоке 50 формируется разрешающий сигнал в блок 51 на включение приводов 25, 26 захватов 23, 24. В блоке
51формируются команды, которые через реверсивные пускатели 60, 61 включают приводы 25, 26, В конце хода приводов 25, 26 кирпичи заж,имаются захватами, а приводы 25, 26 отключаются по сигналам датчиков 28, 30. По сигналам датчиков 28, 30 в блоке 51 формируется сигнал, который поступает в блок 50. По этому гигналу в блоке 50
5
0
5
0
5
0
формируется команда, которая через пускатель 63 включает привод 35 на подъем захватов 23, 24. Захваты 23, 24 начиняют подниматься. В конце подъема срабатывает датчик 36 верхнего положения захватов, по сигналу которого прекращается подъем захватов , 24, формируется сигнал/ в блоке 49 формирования слоя на включение привода 9 и возвращения стола 18 в исходное положение, формируется команда передвижения захватов 23, 24 к обжиговой вагонетке 41 и команда на разворот захватов 23, 24 (через раз). 8 конце хода стола 18 срабатывает датчик 20, по сигналу которого в блоке 49 формируется команда KJ. включение привода 14 сталкивагеля. Начинает аналогично формироваться второй слой кирпичей.
Каретка 34 посредством привода 40 перемещает захваты 23, 24 с кирпичами к обжиговой вагонетке 41. 6 коште хода/каретки 34 -срабатывает датчик 39 останова. В процессе переноса захватов 23, 24 через ряд осуществляется их разворот. .Разрешение на разворот захватов 23, 24 формируется в программном блоке 52 s который в зависимо- сти от положения переключателя 55 задает блоху 5 разворот четных или нечетных слоев . Если перенос захватов осуществляется бе: разворота, то по сигналу датчика 39 в блоке 50 формируется команда, которая через реверсивный пускатель 63 включает привод 35 на опускание захватов к обжиговой вагонетке 41, Дополнительным условием является сигнал с датчика 32 исходного положения захватов, т.е. сигнал о том, что захваты 23, 24 не повернуты. Если в блоке 52 сформировался сигнал на разворот захватов 23, 24, то он че рез переключатель 55 поступает в блок 51, в котором формируется команда, включающая через реверсивный пускатель 62 привод 31 разворота захватов.
Если перенос захватов 23, 24 осуществляется с их разворотом, то (дополните ль ньм условием опускания захватов 23, 24 является сигнал с датчика 33, т.е. сигнал о том, что захваты 23, 24 повернуты на 90 и разворот закончен. Привод 31 разворота захватов 23, 24 на 90 отключается по датчику 33.
Если необходимые условия выполняются, то захваты 23, 24 начинают опускаться к обжиговой вагонетке 41.-По сигналу с датчика 37 нижнего положения
15
20
захватов привод 35 отключается и- в блоке 50 формируется сигнал в блок 51 на разжимание захватов 23, 24. В блоке 51 формируются команды на разжимание, которые через пускатели 60, 61 включают приводы 25, 26. Разжимание захватов 23, 24 прекращается по сигналам с датчиков 27, 28. По этим же сигналам в блоке 51 сформировывается ко- JQ манда на подъем захватов 23, 24. Включается привод 35, который отключается по сигналу с датчика 36 верхнего поло жения захватов. По сигналу с датчика 36 включается привод 40 на движение , каретки 34 к столу формирования карты . Одновременно в блоке 50 формируется сигнал, который поступает в блок 51 для включения привода 3 на разворот захватов 23, 24 в исходное положение (через раз). Привод 3 при развороте в исходное положение отключается по датчику 32. В конце хода каретки 34 срабатывает датчик 38 и захваты 23, 24 ожидают формирования оче- 25 редного слоя на столе 18.
Одновременно с переносом первого слоя на обжиговую вагонетку 41 происходит формирование второго слоя на столе 18. Второй слой формируется из кирпичей второй и четвертой полок сушильной вагонетки. Сталкиватель 13 сначала сталкивает кирпичи с второй полки. В конце хода сталкивателя 13 срабатывает датчик 16, по сигналу которого в блоке 49 формируется команда на движение сталкивателя 3 назад, а через 2 сформируется команда, которая через пускатель 59 включает привод 1 9 стола 18 формирования слоя. Стол 18 перемещается на расстояние, необходимое для приема кирпичей с четвертой полки сушильной вагонетки (отсчет полок осуществляется снизу у сушильной вагонетки). В конце хода стола 18 срабатывает датчик 21 и стол 18 останавливается, ейля осуществляется укладка стеновых кирпичей. Одновременно сталкиватель 13 движелЈя назад в ис-
30
35
40
45
5
0
Q 5
0
5
0
5
ние кирпичей на стол 18 формирования слоя. В конце хода сталкивателя 13 срабатывает датчик 16, по сигналу которого: если кирпич стеновой - включается привод 35 опускания захватов и сталкивателъ 13 возвращается в исходное положение; если кирпич лицевой - включается привод 19 передвижения стола -18 до датчика 22, а далее включается привод 35 на опускание захватов .
После сталкивания кирпичей с чет- чертой полки сушильной вагонетки вклю чается привод 1 1 и опускает сушильнует вагонетку в исходное положение. По сигналу с датчика 10 опускание прекращается. В блоке 48 формируется сиг- нап Вагонетка разгружена, который поступает в блок. Если перед подъемной платформой 9 находится нагруженная сушильная вагонетка 6, то процесс повторяется аналогично, начиная с про талкивания сушильных вагонеток.
С каждой сушильной вагонетки на обжиговую вагонетку 41 перекладывается два слоя кирпичей, содержащих по два ряда. Два ряда позволяют формировать на обжиговой вагонетке две пирамиды. Каждая пирамида может содержать от 10 до 13 рядов по высоте. После того, как очередной слой уложен на обжиговую вагонетку 41 , в блоке 50 формируется сигнал Слой уложен, который поступает в программный блок 52.
В программном блоке 52 осуществляется подсчет уложенных слоев и сравнивается с заданным с помощью многопозиционного переключателя 53. Например, если задано 13 слоев уложить на обжиговую вагонетку 41, то после набора 13-го слоя в блоке 52 формируется блокирующий сигнал в блок 48 на дальнейший режим работы. После того, как загруженную вагонетку заменят на разгруженную, по сигналу с датчика 42 наличия обжиговой вагонетки происходит деблокирование автоматического режима работы и процесс продолжается 


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для управления автоматом-укладчиком силикатного кирпича | 1987 |
|
SU1529178A1 |
| Способ формирования садки кирпича | 1989 |
|
SU1623864A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| Система автоматического управления укладкой кирпича | 1985 |
|
SU1315325A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТОМ ДЛЯ УКЛАДКИ КИРПИЧА | 1991 |
|
RU2028208C1 |
| Устройство для автоматического управления укладкой кирпича | 1983 |
|
SU1209544A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |

Изобретение относится к промышленности строительных материалов, в частности к производству кирпича, может быть использовано в качестве автоматов-укладчиков, автоматов-садчиков кирпича или керамблоков и позволяет повысить точность управления. Система содержит датчики 3 и 4 конечных положений толкателя, датчик 5 промежуточного положения толкателя, датчик 7 наличия сушильной вагонетки датчик 10 конечного положения подвижной платформы, привод 1 подвижной платформы, датчик 12 наличия пакета кирпичей, привод 14 сталкивателя кирпичей, датчики 15 и 6 конечных положений сталкивателя кирпичей, привод 19 стола формирования стола. Кроме того, система вклкча т датчики 20, 21 и 22 конечшлх положений стола формования слоя, приводы 25 и 26 захватов кирпичей датчики 27-30 сжатого и разжатого положений захватов кирпичей, привод 31 группового поворота захватов, датчики 32 и 33 конечного положения поворота захватов, привод 35 подъема и опускания захватов, датчики 36 и 37 конечных положений каретки, привод 40 перемещения каретки,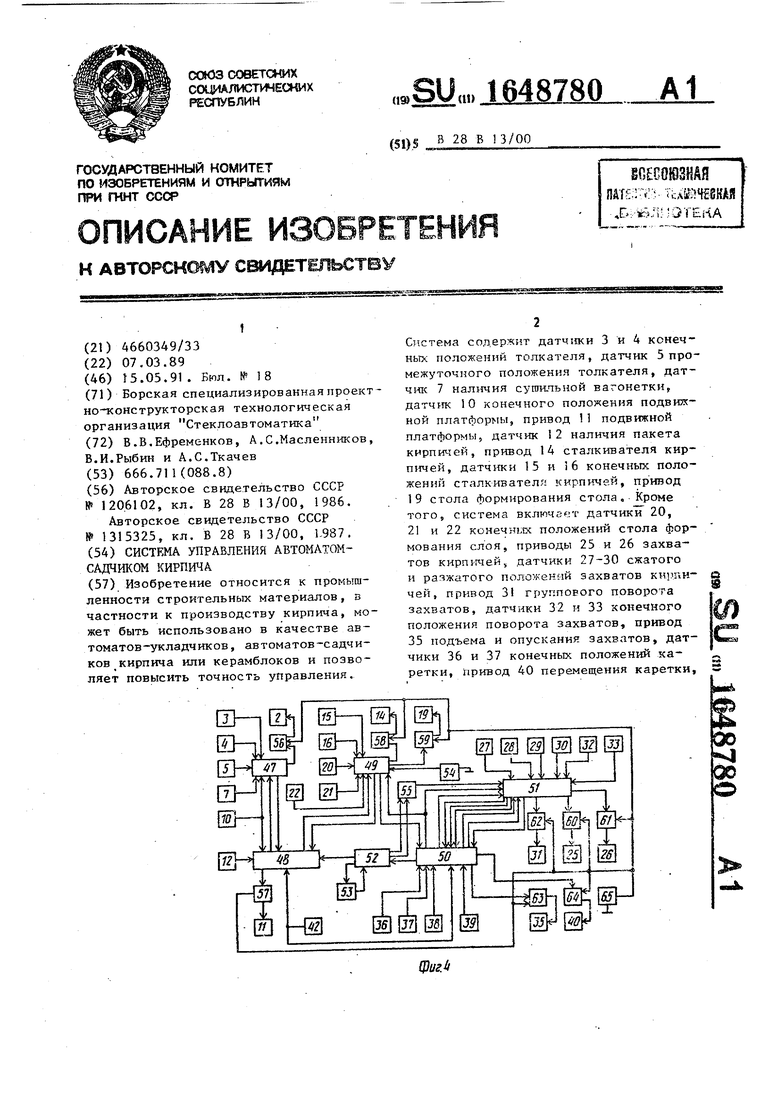
ходное положение и останавливается по „ аналогично описанному.
сигналу с датчика 15.ТГри этом в Блок 47 управления толкателем раке 49 формируется разрешение блоку 48 на опускание сушильной вагонетки. Сушильная вагонетка опускается до уровня четвертая полка - приемный стол, Опускание осуществляется сначала быстро, а потом медленно и заканчивает: - ся по сигналу с датчика 12. Анало- гично происходит очередное сталкива55
ботает следующим образом.
При наличии сигнала с датчика 7 на личия загруженной сушильной вагонетки 6 перед подвижной платформой 9, сигнала с датчика 10 конечного (исход ного) положения платформы 9 и сигнала с блока 48, свидетельствующего о том, что четыре полки вагонетки 8 раз
ботает следующим образом.
При наличии сигнала с датчика 7 наличия загруженной сушильной вагонетки 6 перед подвижной платформой 9, сигнала с датчика 10 конечного (исход ного) положения платформы 9 и сигнала с блока 48, свидетельствующего о том, что четыре полки вагонетки 8 раз
гружены, на выходе схемы совпадения И 66 формируется импульс, который переключает триггер 67. На выходе триггера 67 формируется команда, которая через усилительный элемент 71 поступает на реверсивный пускатель 56 привода 2 толкателя 1 сушильных вагонеток. Привод 2 включается и начинается проталкивание загруженной вагонетки 6 на подвижную платформу 9. Одновременно с платформы 9 выталкивается разгруженная вагонетка 8. Толкатель 1 доходит до датчика 3 конечного положения, сигнал с которого переключает триггер 67 в исходное положение, Движение толкателя 1 вперед прекращается. На выходе триггера 67 формипует- ся перепад из одного логического состояния в другое, по которому формирователь 69 генерирует импульс, переключающий триггер 68. На выходе триггера 68 формируется команда на движение толкателя 1 назад, которая через
усилительный элемент 72 поступает на реверсивный пускатель 56. Толкатель 1 начинает движение назад. При движении назад срабатывает датчик 5 промежуточного положения. При этом на выходе схемы совпадения И 66 только при движении назад формируется импульс, который поступает в блок 48. По этому импульсу в блоке 48 формируется первая команда на подъем сушильной вагонетки с помощью платформы 9 до уровня совпадения третьей полки вагонетки с приемным столом 17.
Блок 48 управления подъемом и опусканием подвижной платформы работает следующим образом.
По окончании проталкивания очередной сушильной вагонетки на платформу 9 с блока 47 на элемент 73 задержки и счетчик 75 импульсов поступает импульс разрешения на подъем сушильной вагонетки. Этот импульс первоначально обнуляет счетчик 75 импульсов, так что на первом выходе дешифратора 76, связанным со схемой совпадения И 77, появляется логический О. Это состояние соответствует тому, что сушильная вагонетка не разгружена. Через время задержки порядка 0,1 с на выходе элемента 73 задержки появляется импульс, который поступает на первый вход триггера 89 и второй вход схемы совпадения И 77.
В исходном состоянии на выходе триггера 89 была логическая 1, ко
10
5
О
5
0
Ю
5
15
0
5
торая постуиапа в блок 47, формируя разрешение на проталкивание сушильной вагонетки. После проталкивания сушильной вагонетки импульс с выхода элемента 73 задержки переключает триггер 89 так, что его выход блокирует очередное проталкивание вагонетки до того, как она полностью разгрузится. После формирования импульса на выхо де элемента 73 задержки на выходе элемента 77 также генерируется им- о- пульс, который включает таймер 84 времени быстрого подъема сушильной вагонетки до уровня разгрузки третьей полки, Таймер 84 включается. Одновременно импульс включения таймера 84 через. элемент ИЛИ 99 переключает: триггер 91 так, что на его выходе появляется команда, которая через згсилительный элемент 05 включает реверсивный пускатель 57 двухскоростного привода 1 подвижной платформы. Подвижная платформа 9 с сушильной вагонеткой 8 начинают быстрый подъем. Во время быстрого подъема блокируется сигнал с датчика 12 наличия кирпичей, который ,. при подъеме срабатывает несколько раз ±J так как луч фотодатчича, каковь-м является датчик 12, пер секает первоначально ряд кирпичей га четвертой пол ке. Быстрое Движение вагонетки вверх происходит до того момента (оно подбирается по времени с помощью таймера 84), как промежуток между четвертой и третьей полками поднимается до оси визирования датчика 12S т.е. до уровня приемного стола 17, блокировка сигнала датчика 12 происходит по команде с триггера 91 через элемент ШШ-НЕ 104 на схеме совпадения И 83.
После окончания времени быстрого подъема сушильной вагонетки на выходе таймера 84 появляется импульс, кото- рый через элемент ИЛИ 100 переключает триггер 91 в исходное состояние, прекращая быстрый подъем вагонетки. Одновременно переключается триггер 92 так, что на его выходе появляется команда медленного подъема сушильной вагонетки до уровня совпадения третьей полки с уровнем приемного стопа 1 7. Эта команда через усилитель 106 поступает на реверсивный пускатель 57 двухско- ростного привода 15 Начинается медленный подъем, обеспечивающий точный останов. При совпадении уровня треть ей лолки сушильной вагонетки с уровнем приемного стола 17 срабатывает
tt; - 6487
датчик 12. При этом на выходе схемы совпадения И 83 появляется перепад из О в 1. Перепад из О в 1 образуется в момент пересечения третьей полки оси визирования датчика 2 толь ко при движении вагонетки вверх (при движении вниз образуется перепад из
5
I в О).
С выхода схемы совпадения И 83 перепад из О в 1 поступает на формирователи 96, 97 так, что на выходе формирователя 96 генерируется импульс, который переключает триггер 92 в ис
ходное состояние. Медленный подъем ва- ет кирпичи с первой полки сушильной
гонетки прекращается. Происходит ее точный останов. Одновременно этот им - пульс через элемент ИЛИ 101 поступает на первый вход схемы совпадения И 82 и далее с выхода схемы совпадения И jn 82 в блок 49 на включение сталкивате- ля 1 3 кирпичей.
Происходит сталкивание кирпичей с третьей полки сушильной вагонетки 8 на
вагонетки.
Далее аналогично по окончании , сталкивания кирпичей меняется состоя ние счетчика 75 и дешифратора 76 так что на выходе схемы совпадения И 79 генерируется импульс. Этот импульс через элемент ИЛИ 1 02 переключает триггер 94 и одновременно включает таймер 86 времени быстрого опускания
О
35
стол Сформирования слоя. По окончании вагонетки для разгрузки второй полки сталкивания и возвращении сталкивате- ля 13 в исходное состояние с блока 49 на счетный вход счетчика 75 и элемент 74 задержки поступает чрпульс, который изменяет состояние счетчика 75 на единицу. При этом на втором выходе дешифратора 76, связанным со схемой совпадения И 78, появляется логический О. Через время задержки 0,1 ее выхода элемента 74 задержки на второй . вход схемы совпадения и 78 поступает импульс окончания сталкивателя кирпичей На выходе схемы совпадения И 78 формируется импульс, который через элемент ИЛИ 100 переключает триггер 91 на быстрый подъем вагонетки и включает таймер 85 времени быстрого подъема. Второй быстрый подъем сушильной вагонетки осуществляется для разгрузки первой полки (с«ет полок дс идет снизу). С выхода триггера 91 че - рез усилитель 105 включается пускатель 57 двухскоростного привода 11, Быстрое движение вагонетки вверх происходит до того момента, как промежуток между второй и первой полками поднимается до оси визирования датчика 2. Во время быстрого подъема аналогично происходит блокировка работы
датчика 12 от ложного срабатывания
р-65
40
SO
при пересечений второй полки оси датчика 12. После окончания времени быстрого подъема сушильной вагонетки на выходе таймера 85 появляется импульс,
сушильной вагонетки. На выходе триггера 94 появляется команда быстрого движения вниз, которая через усилитель 108 включает пускатель 57 двухскоростного привода 1« Начинается быстрое опускание вагонетки до того момента, как промежуток между второй и третьей полками окажется чуть выше оси визирования датчика 12. Аналогично при движении вниз команда с триггера 94 через элемент 104 блокирует сигнал с датчика 12.
После окончания быстрого опускания на выходе таймера 86 появляется импульс, который через элемент ИЛИ 103 переключает триггер 94 в исходное состояние, прекращая быстрое опускание вагонетки. Одновременно переключается триггер 93 так, что на его выходе появляется команда медленного опускания сушильной вагонетки. Эта команда через усилитель 107 поступает на пускатель 57 двухскоростного привода 11 . Начинается медленное опускание сушильной вагонетки. При совпадении уровня второй полки с уровнем приемного стола срабатывает датчик 12, При этом на выходе схемы-Совпадения И 83 появляется перепад из 1 в О,-На этот перепад реагирует формирователь 97, на выходе которого генерируется импульс. Этот импульс поступает на элемент. ИЛИ 101 и далее в блок 49 на включение сталкивателя I3 я на эле16
О
который через элемент ИЛИ 99 переключает триггер 91 в исходное состояние, прекращая быстрый подъем вагонетки. Одновременно переключается триггер 92 и начинается аналогично медленный подъем, который прекращает ся по сигналу с датчика 12, При этом аналогично на выходе формирователя 96 импульсов генерируется импульс, который переключает триггер 92 в исходное состояние и через элементы 101 1/1 82 поступает в блок 49. Включается сталкиватель 13 кирпичей и сталкивавагонетки.
Далее аналогично по окончании , сталкивания кирпичей меняется состояние счетчика 75 и дешифратора 76 так, что на выходе схемы совпадения И 79 генерируется импульс. Этот импульс через элемент ИЛИ 1 02 переключает триггер 94 и одновременно включает таймер 86 времени быстрого опускания
5
вагонетки для разгрузки второй полки с
5
0
O
сушильной вагонетки. На выходе триггера 94 появляется команда быстрого движения вниз, которая через усилитель 108 включает пускатель 57 двухскоростного привода 1« Начинается быстрое опускание вагонетки до того момента, как промежуток между второй и третьей полками окажется чуть выше оси визирования датчика 12. Аналогично при движении вниз команда с триггера 94 через элемент 104 блокирует сигнал с датчика 12.
После окончания быстрого опускания на выходе таймера 86 появляется импульс, который через элемент ИЛИ 103 переключает триггер 94 в исходное состояние, прекращая быстрое опускание вагонетки. Одновременно переключается триггер 93 так, что на его выходе появляется команда медленного опускания сушильной вагонетки. Эта команда через усилитель 107 поступает на пускатель 57 двухскоростного привода 11 . Начинается медленное опускание сушильной вагонетки. При совпадении уровня второй полки с уровнем приемного стола срабатывает датчик 12, При этом на выходе схемы-Совпадения И 83 появляется перепад из 1 в О,-На этот перепад реагирует формирователь 97, на выходе которого генерируется импульс. Этот импульс поступает на элемент. ИЛИ 101 и далее в блок 49 на включение сталкивателя I3 я на элемент ИЛИ 98. С выхода элемента ИЛИ 98 импульс поступает на второй вход триггера 93, отключая медленное опускание вагонетки.
Далее аналогично по цепям счетчик 75 - дешифратор 76 - схема совпадения И 80 - таймер 87, счетчик 75 - дешифратор 76 - схема совпадения И 80 - таймер, счетчик 75 - дешифратор 76 - схема совпадения И 81 - таймер 88 происходит управление движением вагонетки вниз для разгрузки четвертой полки и до исходного нижнего по- 1ложения. Причем останов медленного движения в исходное положение осуществляется по сигналу с датчика 10, который через элемент- ИЛИ 98 отключает триггер 93 медленного опускания. После того, как все четыре полки разгру- ены, на пятом выходе дешифратора 76 появляется логический О, который переключает триггер 89 в исходное сос1
совпадения И 127 и усилительный элемент 123 поступает на реверсивный пускатель 58. Сталкиватель 13 начинает движение вперед и сталкивает первый ряд (кирпичи одной полки сушильной вагонетки) на стол 18 формирования слоя. По окончании сталкивания сигнал с датчика 16 конечного положения сталкивателя переключает триггер 109 в исходное положение. На выходе триггера 109 формируется перепзд напряже- ния$ по которому формирователь II3 генерирует импульс, переключающий триггер ПО. На выходе триггера 110 появляется команда на движение сталкивателя 13 назад, которая через уси лительный элемент 124 поступает на реверсивный 4 пускатель 58. Окончание . движения сталкивателя 13 назад происходит по сигналу датчика 15 конечного положения. По окончании движения назад на выходе триггера 1 1 0 формируется перепад напряжения, по которомуформйнетки и одновременно на/счетчик 115. На первом выходе счетчика 115, соответствующему разрйду 1, появляется
тояние, дающее разрешение блоку 47 на
очередное проталкивание сушильных ва- 5 рователь 11 4 генерирует импульс об оконгонеток.чании сталкивания кирпичей. Этот импульс
По окончании загрузки обжиговой поступает в блок 48 для управления вагонетки с блока 52 на вход триггера подъемом и опусканием сушильной ваго- 90 поступает импульс} который переключает триггер 90 так, что сигнал с его ,Q выхода блокирует прохождение через схему совпадения И 82 импульса на сигнал, который через элемент ИЛИ 117 включение сталкивателя 13 в блок 49. переключает триггер П1. На выходе Вся система становится в ждущий режим триггера 111 появляется команда, ко- работы. После замены загруженной об- торак через усилитель 125 поступает жиговой вагонетки 41 незагруженной на на пускатель 59 и включает привод 19 выходе датчика 42 наличия обжиговой вагонетки формируется перепад напряжения из О в 1. При этом на выходе формирователя 95 генерируется импульс, переключающий триггер 90, который перестает блокировать прохождение импульсов через схему совпадения И 82 -в блок 49 на включение сталкивателя. Одновременно/импульс с формиро- ir время наличия команды на выходе триг- вателя 95 проходит чер ез элемент ИЛИ гера 111 блокируется прохождение ко- 101 и схему совпадения И 82 в блок 49, имитируя окончание подъема или опускания вагонетки и запуская работу сталкивателя 13. Далее цикл повторяется аналогично.
Блок 49 формирования слоя работает следующим образом.
При поступлении с блока 48 импульса об окончании подъема или опускания
40
50
стола формирования слоя. Стол 18 формирования слоя перемещается на расстояние, равное ширине одного ряда слоя. Перемещение стола заканчивается по сигналу датчика 21 конечного положения стола. Сигнал с датчика 21 через элемент ИЛИ 118 переключает триггер 111 в исходное положение. Во
манды с триггера 109 на усилитель 123. Это делается с целью исключения сталкивания кирпичей на движущийся стол 18 формирования слоя.
По окончании подъема или опускания сушильной вагонетки ка вход триггера 09 поступает очередной импульс с блока 48. Сталкиватель 13 включается аналогично и сталкивает второй ряд
сушильной вагонетки триггер 109 пере- слоя на стол 18 формирования слоя,
ключается так, что на его выходе фор-По окончании сталкивания второго ря мируется команда включения привода 14 сталкивателя, которая через схему
да на выходе формирователя 114 импульса аналогично генерируется им
совпадения И 127 и усилительный элемент 123 поступает на реверсивный пускатель 58. Сталкиватель 13 начинает движение вперед и сталкивает первый ряд (кирпичи одной полки сушильной вагонетки) на стол 18 формирования слоя. По окончании сталкивания сигнал с датчика 16 конечного положения сталкивателя переключает триггер 109 в исходное положение. На выходе триггера 109 формируется перепзд напряже- ния$ по которому формирователь II3 генерирует импульс, переключающий триггер ПО. На выходе триггера 110 появляется команда на движение сталкивателя 13 назад, которая через уси лительный элемент 124 поступает на реверсивный 4 пускатель 58. Окончание . движения сталкивателя 13 назад происходит по сигналу датчика 15 конечного положения. По окончании движения назад на выходе триггера 1 1 0 формируется перепад напряжения, по которомуформйнетки и одновременно на/счетчик 115. На первом выходе счетчика 115, соответствующему разрйду 1, появляется
поступает в блок 48 для управления подъемом и опусканием сушильной ваго- сигнал, который через элемент ИЛИ 117 переключает триггер П1. На выходе триггера 111 появляется команда, ко- торак через усилитель 125 поступает на пускатель 59 и включает привод 19 время наличия команды на выходе триг- гера 111 блокируется прохождение ко-
поступает в блок 48 для управления подъемом и опусканием сушильной ваго- Q сигнал, который через элемент ИЛИ 117 переключает триггер П1. На выходе триггера 111 появляется команда, ко- торак через усилитель 125 поступает на пускатель 59 и включает привод 19 ir время наличия команды на выходе триг- гера 111 блокируется прохождение ко-
0
стола формирования слоя. Стол 18 формирования слоя перемещается на расстояние, равное ширине одного ряда слоя. Перемещение стола заканчивается по сигналу датчика 21 конечного положения стола. Сигнал с датчика 21 через элемент ИЛИ 118 переключает триггер 111 в исходное положение. Во
поступает в блок 48 для управления подъемом и опусканием сушильной ваго- Q сигнал, который через элемент ИЛИ 117 переключает триггер П1. На выходе триггера 111 появляется команда, ко- торак через усилитель 125 поступает на пускатель 59 и включает привод 19 ir время наличия команды на выходе триг- гера 111 блокируется прохождение ко-
0
манды с триггера 109 на усилитель 123. Это делается с целью исключения сталкивания кирпичей на движущийся стол 18 формирования слоя.
По окончании подъема или опускания сушильной вагонетки ка вход триггера 09 поступает очередной импульс с блока 48. Сталкиватель 13 включается аналогично и сталкивает второй ряд
По окончании сталкивания второго ря
да на выходе формирователя 114 импульса аналогично генерируется им19
О
пульс, который изменяет состояние счетчика 115. На втором разряде счетчика 11 5появляется сигнал, который запускает ждущий мультивибратор 116. На выходе ждущего мультивибратора 11 6 появляется импульс, который поступает на первые входы схем совпадения И 120, 121 и одновременно обнуляет состояние счетчика 115. Если с переключателя 54 режима работы стола формирования слоя поступает логическая 1 (режим стеновой кирпич), то по окончании сталкивания второго ряда слоя импульс со ждущего мультивибратора 116 проходит через схему совпадения И 121 и элемент ИЛИ 119 в блок 50, давая разрешение на опускание захватов 23, 24.
Если с переключателя 54 режима работы стола формирования слоя поступает логический О (режим лицевой кирпич) , то по окончании сталкивания второго ряда слоя импульс со ждущего мультивибратора 116 не проходит сразу |в блок 50, так как прохождение его че- ; рез схему совпадения И 121 блокируется сигналом с переключателя 54. Инвертированный инвертором 122 сигнал с пе |реключателя 54 поступает на второй вход схемы совпадения И 120. Им- ,п Lnynbc об окончании формирования слоя со ждущего мультивибратора 116 проходит через схему совпадения И 120 и элемент ИЛИ 1 17 на вход триггера 111, который переключается. На выходе триггера 111 формируется команда на движение стола 18 вперед от датчика 21 до датчика 22. На этом отрезке кантователь 44 с помощью кулисного механизма 46 механическим путем переворачивает кирпич на столе с плоскости на ребро, формируя тем самым слой, обжиг которого впоследствии позволяет получить лицевые кирпичи с более гладкой поверхностью плоскости. Вторичное движение стола вперед заканчивается по датчику 22, сигнал с которого через элемент ИЛИ 118 переключает триггер 111 в исходное положение, а через элемент ИЛИ 119 дает сигнал в блок 50 на опускание захватов 23, 24. После того, как слой кирпичей с помощью захватов 23, 24 поднимается со стола 18, с блока 50 на первый вход триггера 112 поступает импульс. Триггер 112 переклюпривода 19. Во время движения стола назад команда с выхода триггера 112 блокирует прохождение команды на включение сталкивателя 13 через схему совпадения И 127. Окончание движения стола назад осуществляется по сигналу датчика 20 конечного (исходного) положения стола 18 формирования слоя.
Блок 50 управления движением каретки и захватов работает следующим образом.
В исходном состоянии захваты 23, 24 находятся над столом формирования слоя (сигнал с датчика 38) в разжатом положении и подвернуты на 0 (сигнал с блока 51). При этом сигналы с датчика 38 и с блока 51 поступают на первый и второй входы схемы совпадения И 134. После формирования слоя кирпичей на столе 8 с блока 49 на первый вход триггера 1 28 поступает сигнал, который переключает триггер 128 так, что на его выходе появляется логическая 1, поступающая на третий вход схемы совпадения И 134. На выходе схемы совпадения И 134 формируется сигнал, который через элемент ИЛИ 14 переключает триггер 129.
На выходе триггера 129 формируется команда, которая через усилитель 146 поступает на пускатель 63 привода 35 подъема и опускания захватов. Захваты 23, 24 начинают опускаться на стол 18. По окончании опускания захватов 23, 24 срабатывает датчик 37 нижнего положения захватов. Триггер 129 переключается в исходное состояние и привод 35 отключается. После опускания захватов 23, 24 на схеме совпадения Ис138 происходит совпадение сигналов с датчиков 37 и 38 (захваты 23, 24 внизу над столом) так, что на выходе схемы совпадения И 138 формируется сигнал, которыйt поступает в блок 51, давая разрешение на сжатие захватов 23, 24. После того, как захваты 23, 24 сжались и захватили кирпичи, с блока 51 на входы схем совпадения И 139 и 136 поступает сигнал Захваты сжаты. При этом на схеме И 136 происходит совпадение трех сигналов Зах5
40
;о
ваты внизу (с датчика 37) , Захваты1
.. над столом (с датчика 38), Захваты
чается и на его выходе формируется ко- 5 сжаты (с блока 51).- На выходе схемы манда на движение стола 18 назад в И 136 формируется сигнал, который че- исходное положение. Команда через рез элемент ИЛИ 142 fпереключает триг- усилитель 126 поступает на пускательЧ Гер 130. На выходе триггера 130 форО
; п 878020
привода 19. Во время движения стола назад команда с выхода триггера 112 блокирует прохождение команды на включение сталкивателя 13 через схему совпадения И 127. Окончание движения стола назад осуществляется по сигналу датчика 20 конечного (исходного) положения стола 18 формирования слоя.
Блок 50 управления движением каретки и захватов работает следующим образом.
В исходном состоянии захваты 23, 24 находятся над столом формирования слоя (сигнал с датчика 38) в разжатом положении и подвернуты на 0 (сигнал с блока 51). При этом сигналы с датчика 38 и с блока 51 поступают на первый и второй входы схемы совпадения И 134. После формирования слоя кирпичей на столе 8 с блока 49 на первый вход триггера 1 28 поступает сигнал, который переключает триггер 128 так, что на его выходе появляется логическая 1, поступающая на третий вход схемы совпадения И 134. На выходе схемы совпадения И 134 формируется сигнал, который через элемент ИЛИ 14 переключает триггер 129.
На выходе триггера 129 формируется команда, которая через усилитель 146 поступает на пускатель 63 привода 35 подъема и опускания захватов. Захваты 23, 24 начинают опускаться на стол 18. По окончании опускания захватов 23, 24 срабатывает датчик 37 нижнего положения захватов. Триггер 129 переключается в исходное состояние и привод 35 отключается. После опускания захватов 23, 24 на схеме совпадения Ис138 происходит совпадение сигналов с датчиков 37 и 38 (захваты 23, 24 внизу над столом) так, что на выходе схемы совпадения И 138 формируется сигнал, которыйt поступает в блок 51, давая разрешение на сжатие захватов 23, 24. После того, как захваты 23, 24 сжались и захватили кирпичи, с блока 51 на входы схем совпадения И 139 и 136 поступает сигнал Захваты сжаты. При этом на схеме И 136 происходит совпадение трех сигналов Зах5
0
;о
ваты внизу (с датчика 37) , Захваты1
мируется команда,- которая через усилитель 147 роступает на пускатель 63. привода 35. Начинается подъем захва- , тов 23, 24. По окончании подъема заЯ- ватов срабатывает датчик 36, который переключает триггер 130 в исходное состояние. На выходе триггера 130 фор- мируется перепад напряжения, который формирователем 144 импульсов преобра- )зуется в импульс, поступающий на вхо 1ды схем совпадения И 139, 140. При этом на входах схемь И 139 происходит совпадение двух сигналов: Захваты
сжаты (с блока 51) и Окончание 11 (с формирователя 144) . На
(подъема
выходе схемы И 139 формируется импульс, который поступает в блок 49, давая разрешение на возвращение стола 18 в исходное положение, и в блок 51 , давая разрешение на разворот захватов 23, 24 в зависимости от номера слоя, (Одновременно этот импульс переключа- ет триггер 131. На выходе триггера 131 формируется команда, которая через усилитель 148 поступает на пускатель 64 привода 40 перемещения каретки 34 Каретка 34 перемещается к позиции опускания захватов 23, 24 на обжиго- |вую вагонетку 41 . Перенос каретки 34 заканчивается по сигналу датчика 39, переключающего триггер 131 в исходное сложение. Однозременно с переносом захватов 23, 24 в зависимости ос программы укладки осуществляется групповой разворот захватов 23, 24.
При срабатывании датчика 39 форми- (роватепь 143 генерирует импульс, ко- ,торый переключает триггер 1 28 в ис- эсодяое положение, делая сброс памяти о том, что слой сформирован на столе 18. Одновременно этот импульс поступает на вход схемы И 133 совпадения. Если на другие входы схемы И 133 поступают сигнал с датчика 42 наличия обжиговой вагонетки и сигнал с блока 51, дающий разрешение по развороту захватов (захваты поьернуты на 90° или 0е в зависимости от программы), то на выходе схемы И 33 формируется импульс, который через элемент ИЛИ 14 перекликает триггер 129. Начинается опускание захватов 23, 24 на обжиговую вагонетку 41, которое прекращается по сигналу с датчика 37. При этом на схеме И 137 происходит совпадение сигналов с датчиков 37 Захваты внизу и 39 Захваты над вагонеткой. На выходе схемы И 1 37 формируется сиг-
0
5
нал, который поступает в блок 51, давая разрешение, на разжатие захватов 23, 24. По окончании разжатия захватов 23, 24 с блока 51 на входы схем совпадения И 140, 135 поступает сигнал Захваты разжаты. На входах схемы И 135 происходит совпадение трех сигналов: с датчика 37 (захваты вни0 ЗУ) датчика 39 (захваты над вагонеткой) и блока 51 (захваты разжаты). При этом на выходе схемы И 1 35 появля-О ется сигнал, который через элемент ИЛИ 142 переключает триггер 130. На- ,
5 «чикается подъем захватов 23, 24 вверх, который прекращается по сигналу с датчика 36. На выходе триггера 130 формируется перепад напряжения, который формирователем I44 преобразуется в импульс. Этот импульс через схему совпадения (совпадение с сигналом Захваты разжаты Ч поступает в блок 51, давая ему разрешение на разворот захватов 23, 24 в исходное положение. Одновременно этот импульс переключает триггер 132 так, что на его выходе деформируется команда, которая через- усилительный элем т 149 поступает на реверсивный пускател - 64 привода 40.
0 Начинается перемещение кагзетки 34 с захватами 23„ 24 в исходное положение (над счолом 18). По сигналу с датчика 38 движение каретки 34 прекращается, так как триггер 132 переключается в исходное состояние. На выходе тригг гера 132 формируется перепад напряжения, который формирователем 145 преобразуется в импульс Слой уложен на обжиговую вагонетку. Этот импульс
0 поступает в программный блок 52, где осуществляется подсчет количества уложенных слоев.
По возвращении захватов 23, 24 в исходное положение цикл продолжается
5 аналогично описанному.
Блок 51 управления поворотом и приводами захватов работает следующим образом.
После опускания захватов 23, 24
0 на стол формирования слоя с блока 53 на первые входы триггеров 150, 152 поступает импульс Захваты внизу над столом. Триггеры 150, 152 переключаются так, что на их выходах формиру
с ются команды, которые через усилительные элементы 164, 166 поступают на соответствующие реверсивные пуска- тели 60, 61 приводов 25, 26. Приводы 25, 26 включаются и захваты 23, 24
5
захватывают кирпичи, сформированные в слой на столе 18. В конце захвата кирпичей срабатывает датчики 27, 29 сжатого положения захватов. Триггеры 150, 152 переключаются в исходное по- ложение. После сжатия захватов 23, 24 на схеме совпадения И 156 происходит совпадение сигналов с датчиков 27, 29 так, что на выходе схемы сов- падения И 156 формируется сигнал Захваты сжаты, который поступает в блок 50 и дает разрешение на подъем захватов 23, .24.
После подъема захватов 23.-24 в зависимости от номера (четный или нечетный) укладываемого слоя с переключателя 55 на первый вход схемы совпадения И 158 либо поступает сиг- нал на разворот захватов на 9099 либо нет. Одновременно на второй вход схемы совпадения И 358 с блока 50 поступает импульс Захваты сжаты и подняты над столом. Если приходит импульс на/разворот захватов 23, 24 на 90е, то на выходе схемы совпадения И 158 формируется импульс, который переключает триггер 155. На выходе триггера 155 формируется команда, которая через усилитель 169 поступает на пускатель 62 привода 31 разворота захватов. Захваты 23, 24, перемещаясь к позиции опускания на обжиговую вагонетку 41, одновременно разворачиваются на 90°, По окончании разворота на 90° срабатывает датчик 33, по сиг- ралу которого триггер 155 переключается в исходное положение. Привод 31 отключается. При этом на выходе схемы совпадения И 159 формируется сигнал Захваты повернуты на 90° 9 который через элемент ИЛИ 163 поступает в блок 50, давая разрешение на спуска- НИР захватов 23, 24 на обжиговую вагонетку 41, Если в данном цикле рабо- ты в соответствии с программой разворот захватов 23, 24 не осуществляется т.е. нет сигнала с блока 52 через переключатель 55 на оазворот захватов, то в этом случае разрешение на опуска ние захватов происходит при совпадении на схеме совпадения И 161 инвертированного инвертором 162 сигнала с переключателя 55 и сигнала с датчика 32 (Захваты повернуты в исходное по- ложение). При этом на выходе схемы совпадения И 161 формируется сигнал, который через элемент ИЛИ 163 поступает в блок 50.
После опускания захватов 23, 24 на обжиговую вагонетку 41 с блока 50 на входы триггеров 151, 153 поступает импульс Захваты внизу над обжиговой вагонеткой. Триггеры 151, 153 переключаются так, что на их выходах формируются команды на разжатие захватов 23, 24, которые через усилители 165 и 1 67 поступают на соответствующие пускатели 60, 61 приводов 25, 26. По окончании разжатия захватов 23, 24 срабытывают датчики 28, 30 разжатого положения захватов, сигналы с которых переключает триггеры 151, 153 в исходное положение. Одновременно на схеме совпадения И 157 происходит совпадение сигналов с датчиков 28, 30 так, что на выходе схемы И 157 формируется сигнал Захваты разжаты, ко- торый поступает в блок 50, давая раз решение на подъем захватов 23, 24 над вагонеткой 41. По окончании подъема захватов над вагонеткой с блока 50 на вход триггера 1 54 поступает сиг- сигнаЛ Разжатые захваты подняты над вагонеткой. Если захваты 23, 24 бы- ли повернуты на 90 , то триггер 154 переключается так, что на его выходе формируется команда, которая через усилитель 168 поступает на пускатель 62 привода 31. Начинается разворот захватов 23, 24 в исходное положение. Разворот захватов 23, 24 в исходное положение заканчивается по сигналу с датчика 32, который переключает триггер 154 в исходное положение. По окончании разворота разжатых захватов 23, 24 в исходное положение на входах схемы совпадения И 160 происходит совпадение сигналов Захваты разжаты и Захваты повернуты в исходное положение. При этом на выходе схемы И 160 формируется сигнал разрешения на опускание захватов 23, 24 (в блок 50) над столом 18 за очередным слоем кирпичей.
Программный блок 52 работает следующим образом.
На счетный вход счетчика 170 по окончании укладки на обжиговую вагонетку 41 очередного слоя кирпичей с блока 50 поступает импульс Слой уложен. Этот импульс изменяет состояние счетчика 170 на единицу. Счетчик 170 - четырехразрядный двоично-десятичный счетчик с выходами 01, 02. 03, ОА. Счетчик 1 70 считает количество единиц. По окончании десятого импуль 51648780
на выходо 04 счетчтта | 70 Аормируглже ш
ется перепад напряжения, который пос тупает на счетный вход С счетчика 171 десятков. У счетчика 171 используется только один выход 01, что позволяет осуществлять подсчет только в пределах 19 (9 единиц на счетчике 170 и jодин десяток на счетчике 171), Другие, разряды не используются, так как количество укладываемых слоев кирпичей на обжиговую вагонетку 41 не превышает это число и составляет, как правило, II, 12, 13. Выходы счетчиков 170, 171 связаны с цифровым кодом многопозиционным переключателем 53. Этот переключатель дешифрирует двоичное состояние счетчиков 170, 171 в импульс, соответствующий десятичной установке переключателя. При совпадении двоичного кода на выходе счетчи-. ков, например при наборе 3 слоев, с десятичным заданием с выхода переключателя 53 на вход ждущего мультивибратора 173 поступает сигнал, соответствукщий набору 13 слоев. На выходе ждущего мультивибратора 173 формируется импульс, который, поступая на входы R счетчиков, обнуляет их. Одновременно этот импульс поступает в блок 48 и блокирует в нем дальнейшую автоматическую работу системы. После замены загруженной обжиговой вагонетки 41 на незагруженную блокировку з блоке 48 снимается по сигналу с датчика 42, а в блоке 52 аналогично повторяется счет от 0 до 13 уложенных на пустую вагонетку слоев. В процессе счета слоев на выходе 01 счетчика 170 с каждым слоем состояние меня-ется из логического О в логическую 1, При нечетном слое формируется 1, а при
четном 0. Инвертор 172 инвертирует эту информацию. Прямая и инвертирот ванная информация с выхода 01 счетчика 170 поступает через переключатель 55 в блок 51, задавая программу разт - ворота четных или нечетных слоев.
Таким образом, данная система позволяет реализовать различные алгоритмы управления, осуществлять возможность садки (укладки) кирпичей или керамблоков на обжиговой вагонетке на ребро (стеновые кирпичи) и на пла- шок (лицевые кирпичи), обеспечить
50
реключатели режима работы стола фор мирования слоя и работы захватов, пр водов толкателя, сталкивателя кирпи чей, стола формирования слоя, подви д, ной платформы,и группового поворота захватов с соответствующими пускате лями, причем датчики промежуточного и конечного положений толкателя, на личия сушильной вагонетки и положения подвижной платформы подключены соответственно к первому, втором третьему, четвертому и пятому входам блока управления толкателем сушильн вагонеток, шестой вход которого сое динен с первым входом блока управле
перевязку слоев, что/придает устой- ния подъемом и опусканием подвижной чивость формируемой пирамиде кирпичей платформы, первый, второй и третий Перевязка /осуществляется .за счет
90° четных
группового разворота на
входы которого соединены соответстве но с датчиками положения подвижной
26
o
5
0 5
5
0
0
глоев по отношению к нечетным. Возможен разворот нечетных слоев по отношению к четным.
Кроме того, изобретение позволяет формировать пирамиды, содержащие различное количество слоев (10, 11, 12, 13), что определяется размерами ту- нельных обжиговых/печей; - повысить производительность за счет оптимального алгоритма разгрузки сушильных вагонеток в порядке 3-я полка - 1-я полка - 2-я полка - 4-я полка; повысить точность управления.
Формула изобретения Система управления автоматом-садчиком кирпича, содержащая датчики наличия пакета кирпичей, верхнего и нижнего положений захватов и конечных положений каретки, блок управления движением каретки ч захватов, программный блок, переключатель, пускатели приводов захватов кирпичей, подъема и опускания захватов и перемещения каретки и блок питания, отличающаяся тем, что, с целью повышения точности управления, з нее введены датчики промежуточного и конечного положений толкателя, наличия сушильной вагонетки, положения подвижной платформы, положений сталкивателя, положений стола формирования слоя, сжатого и разжатого положений захватов, конечного положения поворотов и наличия обжиговой- вагонетки, блоки управления толкателем сушильных вагонеток, подъемом и опусканием подвижной платформы, поворотом и приводами захватов, блок формирования слоя, переключатели режима работы стола формирования слоя и работы захватов, приводов толкателя, сталкивателя кирпичей, стола формирования слоя, подвиж- , ной платформы,и группового поворота захватов с соответствующими пускателями, причем датчики промежуточного и конечного положений толкателя, на- личия сушильной вагонетки и положе.т ния подвижной платформы подключены соответственно к первому, второму третьему, четвертому и пятому входам блока управления толкателем сушильных вагонеток, шестой вход которого соединен с первым входом блока управления подъемом и опусканием подвижной платформы, первый, второй и третий
ния подъемом и опусканием подвижной платформы, первый, второй и третий
входы которого соединены соответствен но с датчиками положения подвижной
платформы, напичия пакета кирпичей и наличия обжиговой вагонетки, датчики положений сталкивателя и положений стола формирования слоя соединены соответственно с первым, вторым, третьим, четвертым и пятым входами блока формирования слоя, шестой вход кото- .рого соединен с вторым выходом блока управления подъемом и опусканием подвижной платформы, четвертый вход которого соединен с первым выходом блока управления толкателей сушильных вагонеток, второй выход которого подключен к пускателю привода толкателя,
седьмой вход блока формирования слоя соединен с выходом переключателя режима работы стола формирования споя, первый выход блока формирования слоя подключен к пятому входу блока управ- ления подъемом и опусканием подвижной платформы, шестой вход которого , соединен с первым выходом программного блока, второй выход которого соединен с входом переключателя выход которого соединен с первым входом программного блока, третий и четвертый выходы которого подключены к соответствующим входам переключателя режимов работы захватов, выход которого подключен к первому входу блока управления поворотом и приводами захватов, второй, третий, четвертый, пятый, шестой и седьмой входы которого соединены соответственно с датчиками сжатого и разжатого положений захватов и конечного положения поворота захватов, восьмойs девятый, десятый и одиннадцатый входы блока управле
3478
o
ние поворотом и принодами захватов соединены соответственно с перрым, вторым, третьим и четвертым выходами блока управления движением каретки и захватов, пятый выход которого соединен с вторым входом программного блока, датчики верхнего и нижнего положений захватов, конечных положений - каретки и наличия обжиговой вагонетки соединены соответственно с первым, вторым, третьим, четвертым ипятым входами блока управления движением каретки и захватов, шестой, седьмой, восьмой и девятый входы которого соединены соответственно с первым, вторым, третьим и четвертым выходами блока управления поворотом и приводами захватов, пятый, шестой и седьмой выходы которого соединены соответственно с пускателями приводов захватов и группового поворота захватов, второй выход блока формирования слоя соединен с десятым входом блока управления дви- 5 жением каретки и захватов, первый выход которого соединен с восьмым входом блока формирования слоя, третий и четвертый выходы которого подключены соответственно к пускателям приводов сталкивателя кирпичей и стола формирования слоя, пускатели приводов захватов кирпичей подключены соответственно к шестому и седьмому выходам блока управления поворотом и приводами захватов, а пускатель привода подвижной платформы подключен к третьему выходу блока управления подъемом и опусканием подвижной платформы.
0
5
43
4f
(
Фие.з
Сдатчика 1
Сдатчика 10
66
С блока 48
С датчика 3
69
С датчика4.
68
Cdffmw/KGS
18
Фиг 2
Р Р
21 221
47 |
71
Вблок5В
12
с
to
j
ФигЗ
Фиг. 10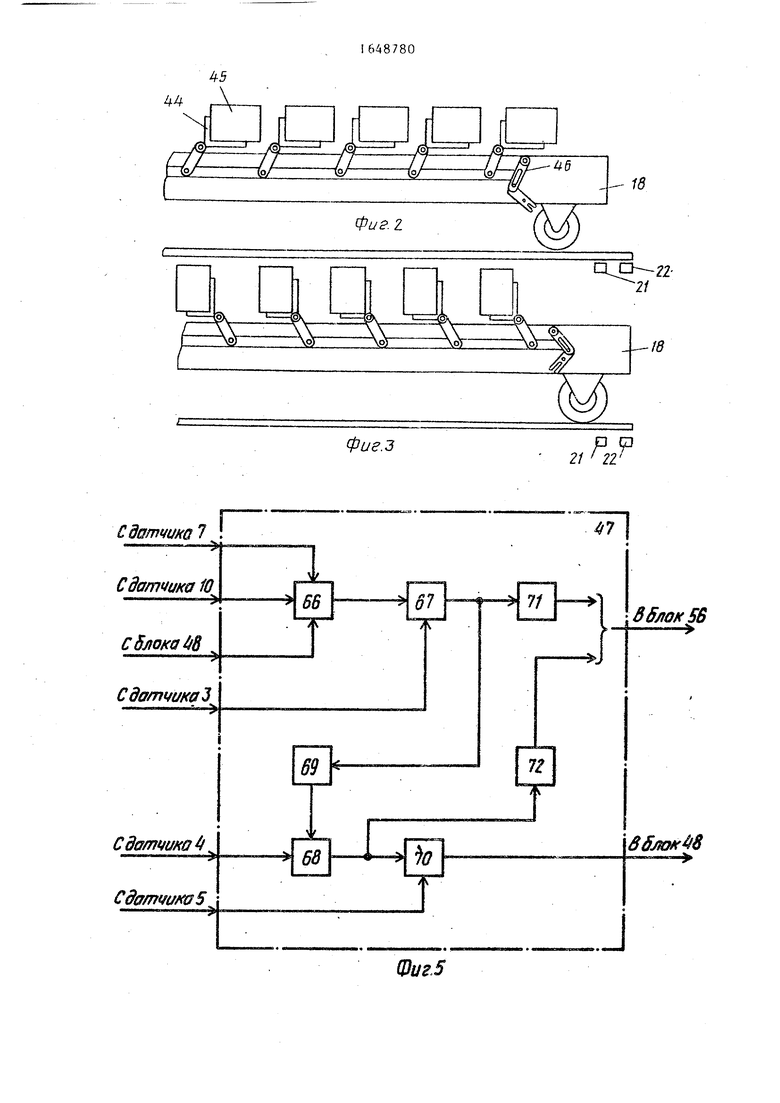

| Устройство автоматического управления автоматом для укладки кирпича | 1983 |
|
SU1206102A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Система автоматического управления укладкой кирпича | 1985 |
|
SU1315325A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
