Изобретение относится к области получения как самих полимерных пленок, так и нанесения жидкостных покрытий на поверхность гибких или жестких подложек экструзией, и может быть использовано в производстве полимерных пленок, магнитных лент или светочувствительных материалов.
Цель изобретения - повышение .качества пленок и увеличение их выхода за счет закручивания потока расплава.
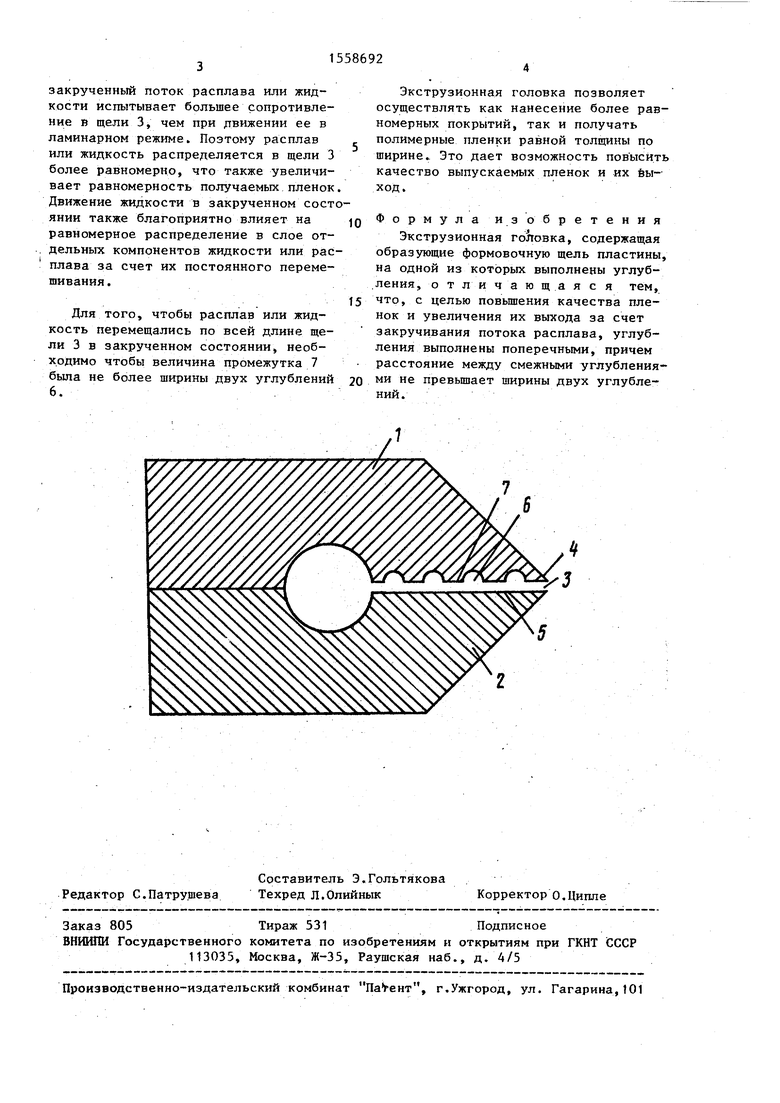
На чертеже изображена экструзион- ная головка, поперечный разрез.
Экструзионная головка состоит из пластин 1 и 2, которые образуют формовочную щель 3 поверхностями 4 и 5. На поверхности 4 выполнены поперечные углубления 6, образующие между собой промежутки 7, равные расстоянию между смежными углублениями 6, которое не превышает ширины дозы углублений.
Головка работает следующим образом.
Расплав полимера или наносимая жидкость поступает в формовочную щель 3, образуемую щелеобразующими поверхностями 4 и 5 пластин 1 и 2. Перемещаясь в щели 3, жидкость в углублениях 6 закручивается и катится по поверхности 5 и промежуткам 7. Закрученный поток расплава или наносимой жидкости в местах контакта с щелеоб- разующей поверхностью 5 и промежутками 7 имеет максимальную скорость и за счет этого не происходит прилипание как самой жидкости (расплава), так и ее твердых включений. Поэтому величина щели 3 в процессе работы головки остается постоянной по всей ширине и получаемые пленки, а также покрытие, в процессе экструдирования получаются равномерными. Кроме того,
ел ел
00
о со to
закрученный поток расплава или жидкости испытывает большее сопротивление в щели 3, чем при движении ее в ламинарном режиме. Поэтому расплав или жидкость распределяется в щели 3 более равномерно, что также увеличивает равномерность получаемых пленок. Движение жидкости в закрученном состоянии также благоприятно влияет на равномерное распределение в слое отдельных компонентов жидкости или расплава за счет их постоянного перемешивания .
Для того, чтобы расплав или жидкость перемещались по всей длине щели 3 в закрученном состоянии, необходимо чтобы величина промежутка 7 была не более ширины двух углублений 6.
Экструзионная головка позволяет осуществлять как нанесение более равномерных покрытий, так и получать полимерные пленки равной толщины по ширине. Это дает возможность повысить качество выпускаемых пленок и их выход.
Формула изобретения Экструзионная головка, содержащая образующие формовочную щель пластины, на одной из которых выполнены углубления, отличающаяся тем, что, с целью повышения качества пленок и увеличения их выхода за счет закручивания потока расплава, углубления выполнены поперечными, причем расстояние между смежными углублениями не превышает ширины двух углублений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| Экструзионная головка для нанесенияпОлиМЕРНыХ пОКРыТий HA издЕлия | 1979 |
|
SU844360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ С НИЗКОЙ ОРИЕНТАЦИЕЙ | 2003 |
|
RU2335398C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| ПЕНОПЛАСТ С ПОЛОСОЙ ИЗ КЛЕЙКОГО МАТЕРИАЛА | 2003 |
|
RU2324710C2 |
| Экструзионная щелевая головка | 1987 |
|
SU1537308A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Экструзионное устройство для нанесения покрытия на гибкую подложку | 1990 |
|
SU1773499A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
Изобретение касается получения полимерных пленок и нанесения жидкостных покрытий экструзией. Целью изобретения является повышение качества пленок за счет закручивания потока расплава. Головка содержит две пластины, которые образуют между собой формовочную щель. Новым является выполнение на одной из пластин поперечных углублений. Расстояние между смежными углублениями не превышает ширины двуг углублений. Поток расплава полимера, попадая в углубление, закручивается, благодаря чему распределяется в щели более равномерно. Это приводит к повышению качества изготавливаемых пленок. 1 ил.
б
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| Солесос | 1922 |
|
SU29A1 |
