1
Изобретение относится к технологии изготовления полимерных изделий и покрытий, используемых в машиностроении и других отраслях промышленности.
Известна экструзионная головка для нанесения полимерных покрытий на волокна, содержащая корпус со штуцером подвода расплава, мундштук, дорн, причем мундштук выполнен в виде двух пластин, снабженных ребрами-перегородками 1.
Изменение количества наносимого полимера в известной головке регулируется изменением ширины зазора между пластинами мундштука и дорном при помощи регулируюш,их элементов - винтов.
Недостаток известной головки - значительный износ регулируюш,нх элементов и ограниченность использования, что обусловлено возможностью нанесения покрытия только на волокна.
Бл.ижайшей по технической сущности к изобретению является экструзионная головка для нанесения полимерных нокрытий на изделия, содержащая корпус, выполненный в виде ряда секций с разделительными стенками между ними, образующими выходные отверстия для полимера 2.
Последняя экструзионная головка обеспечивает нанесение полимерного покрытия только на плоские изделия в виде отдельных полос. Недостаток указанной экструзионной головки состоит в том, что она не позволяет получать покрытия переменной толщины на изделиях сложного криволинейного профиля. Наличие стыков, отсутствие плавности перехода между отдельными полосами полимерного материала снижает качество покрытия. Цель изобретения - расширение, технологических возможностей экструзионной головки за счет обеспечения нанесения покрытий переменной толщины на изделия криволинейного профиля.
Поставленная цель достигае1х;я тем, что в экструзионной головке для нанесения полимерных покрытий на изделия, содержащей корпус, выполненный в виде ряда секций с разделительными стенками между
ними, образующими выходные отверстия для полимера, согласно изобретению, каждая секция снабжена установленными, на входном ее участке регулируемыми нагревателями, выходной торец корпуса выполнен по профилю образующей изделия, а толщина разделительных стенок не превышает величину произведения полусуммы ширины смежных выходных отверстий на коэффициент вытял ки полимера при экструзии.
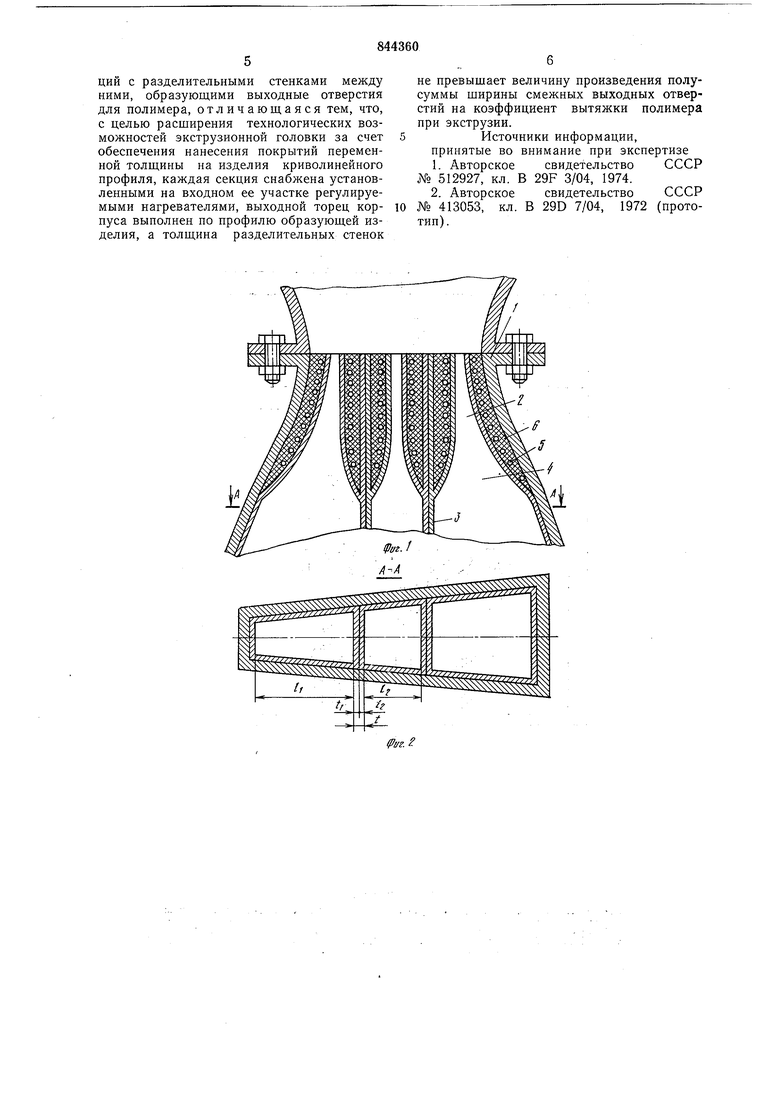
На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - экструзионная головка, подсоединенная к литьевой машине.
Экструзионная головка для нанесения полимерных покрытий содержит корпус 1, выполненный в виде ряда секции 2 с разделительными стенками 3 между ними, образующими расширяющиеся в сторону выхода полимера выходные отверстия 4 для полимера. На входном участке каждой секции 2 установлены регулируемые нагреватели 5 с теплоизоляцией 6. Толщина разделительных стенок 3 не превышает величину произведения полусуммы ширины выходных отверстий 4 на коэффициент вытяжки полимера при экструзии.
Выбор толщины стенок между смежными выходными отверстиями головки обосновывается следующими факторами.
В процессе экструзии полимера размеры его становятся больше, чем размеры выходных отверстий головки за счет высокоэластического восстановления полимера, что характеризуется коэффициентом вытяжки полимера К.
Коэффициент вытяжки полимера при экструзии определяется опытным путем и известен для различных видов полимеров, в частности для фенолкаучуковых композиций этот коэффициент равен 4-5%.
Допустим, что вытяжка материала при экструдировании происходит равномерно по обе стороны секций выходного отверстия головки, тогда на одну сторону фактичеекая вытяжка материала составит ti
или И Т. Д.,
где ti, tz - величина вытяжки материала смежных струй, мм; ь /2 -размеры выходных отверстий
смежных секций, мм; К - коэффициент вытяжки материала при экструзии. Полная величина вытяжки материала смежных струй составит
i f, + {, lJ2K(l, + l,).
Поэтому для обеспечения слияния отдельных струй после выхода материала в монолитный поток толщина разделительных стенок должна составлять не более величины t.
Например, при экструдировании фенолкаучуковых композиций (К 4:-5%) при ширине отверстий смежных секций /1 150мм и мм максимальная толщина стенки будет составлять (150+50) 5 мм.
Однако для получения качественного соединения отдельных струй в монолитный поток необходимо, чтобы струи по стыку находились под некоторым давлением, способствующим взаимному их проникновению. Опытным путем установлено, что оптимальная толщина разделительной стенки
(или ее нижний предел) составляет 0,6- 0,8 максимальной ее величины (в нашем случае опыт 3-4 мм).
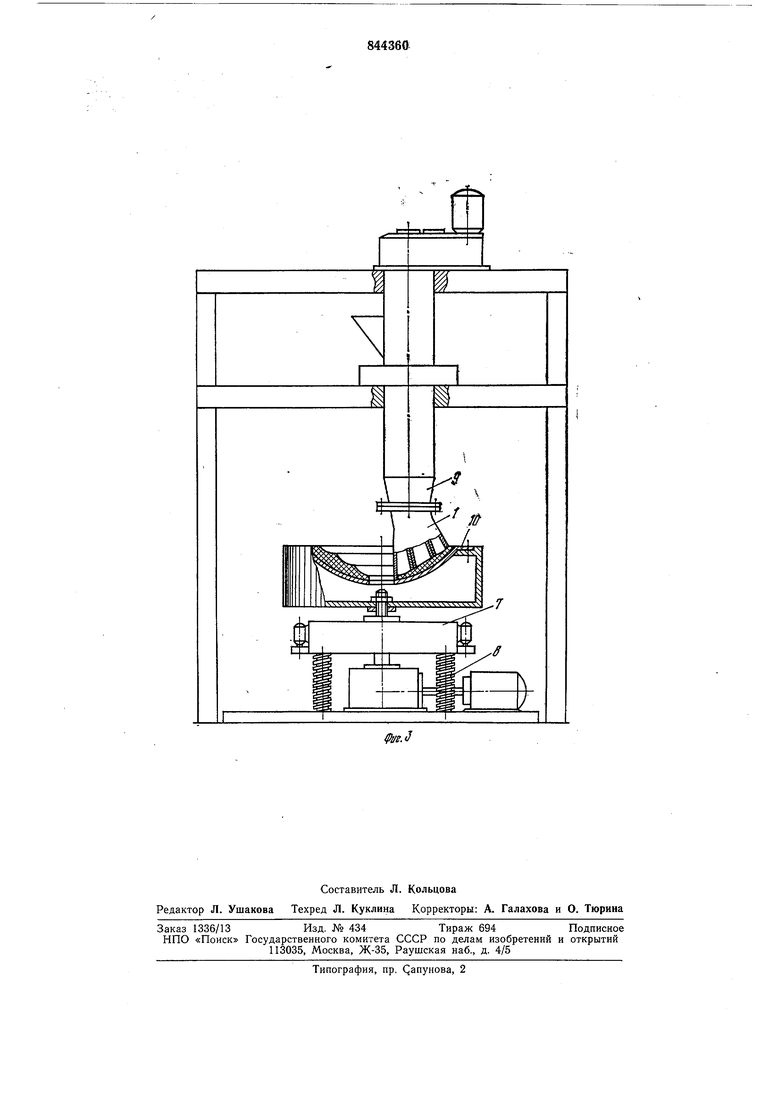
Привод 7 головки предназначен для вращения покрываемой детали, а механизм 8 обеспечивает возвратно-поступательное перемещение детали в вертикальном направлении. Экструзионная головка подсоединяется к литьевой машине 9. Выходной торец экструзионной головки выполнен по профилю образующей изделия (фиг. 3).
Процесс нанесения покрытия с помощью экструзионной головки осуществляется следующим образом.
Корпус 1 экструзионной головки устанавливается по образующей покрываемой детали 10, которой придается вращение от привода 7. Деталь 10 совместно с приводом 7 имеет возвратно-поступательное движение в вертикальном направлении от механизма 8 для удобства снятия и закрепления детали 10. Полимер поступает из литьевой машины 9 и распределяется по отдельным секциям 2 головки, в которых поддерживается с помощью регулируемых нагревателей 5 определенная температура экструдируемой массы, определяющая вязкость наносимого полимера и, соответственно, объемный его выход. В частности, для фенолкаучуковых полимерных композиций, меняя температуру массы от 80 до 120°С, можно регулировать объемный выход полимера в 4-5 раз. Так как головка состоит из отдельных секций 2 с независимыми регулируемыми нагревателями 5 в верхней части, обеспечивается объемный выход полимера индивидуально в каждой из них и исключается перетечка полимера по сечению корпуса 1 экструзионной головки.
При выходе полимера из головки благодаря наличию расширяющихся выходных отверстий 4 с толщиной разделительных стенок между ними не более величины произведения полусуммы ширины смелшых выходных отверстий 4 на коэффициент вытяжки полимера при экструзии отдельные струи материала сливаются в единый монолитный поток и покрывают всю поверхность вращающейся детали 10. После нанесения покрытия оно калибруется и отверждается известными способами.
Предлагаемая головка обеспечивает повышение производительности процесса нанесения полимерного покрытия переменной толщины. Это достигается тем, что нанесение покрытия производится широкой полосой, охватывающей всю образующую поверхность детали. Отсутствие стыков, плавность перехода между участками разной толщины улучшает качество покрытий.
Формула изобретения
Экструзионная головка для нанесения полимерных покрытий на изделия, содержащая корпус, выполненный в виде ряда секций с разделительными стенками между ними, образующими выходные отверстия для полимера, отличающаяся тем, что, с целью расщирения технологических возможностей экструзионной головки за счет обеспечения нанесения покрытий переменной толщины на изделия криволинейного профиля, каждая секция снабжена установленными на входном ее участке регулируемыми нагревателями, выходной торец корпуса выполнен по профилю образующей изделия, а толщина разделительных стенок
не превыщает величину произведения полусуммы ширины смежных выходных отверстий на коэффициент вытяжки полимера при экструзии. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР JMb 512927, кл. В 29F 3/04, 1974.
2.Авторское свидетельство СССР № 413053, кл. В 29D 7/04, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ, СОДЕРЖАЩЕГО СЛОЙ ФТОРОПЛАСТА И СЛОЙ ЭЛАСТОМЕРА | 2001 |
|
RU2286878C2 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |