Изобретение относится к обработке металлов давлением, в частности к нагреву металлов перед прокаткой, и может быть использовано при строительстве установок непрерывной разливки металлов в комбинации с прокатным станом, что позволяет использовать тепло металла после разливки и экономит значительное количество топлива.
Цель изобретения расширение технологических возможностей и экономия производственных площадей, а также уменьшение теплопотерь.
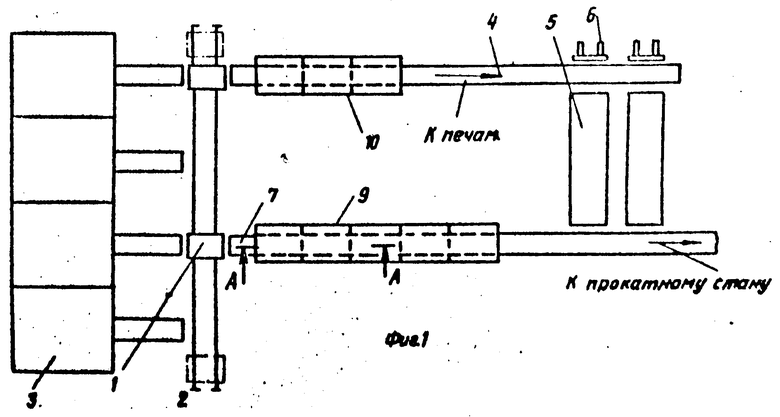
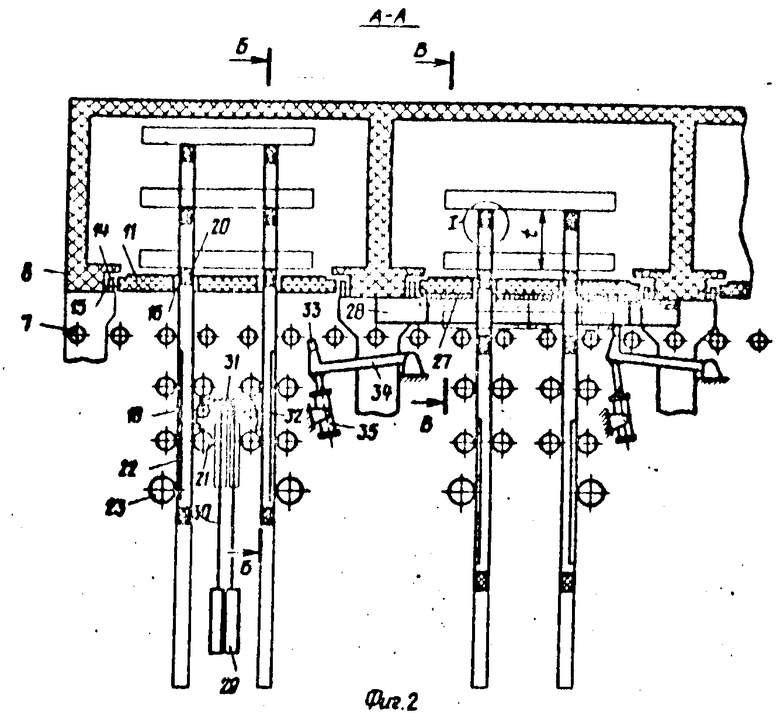
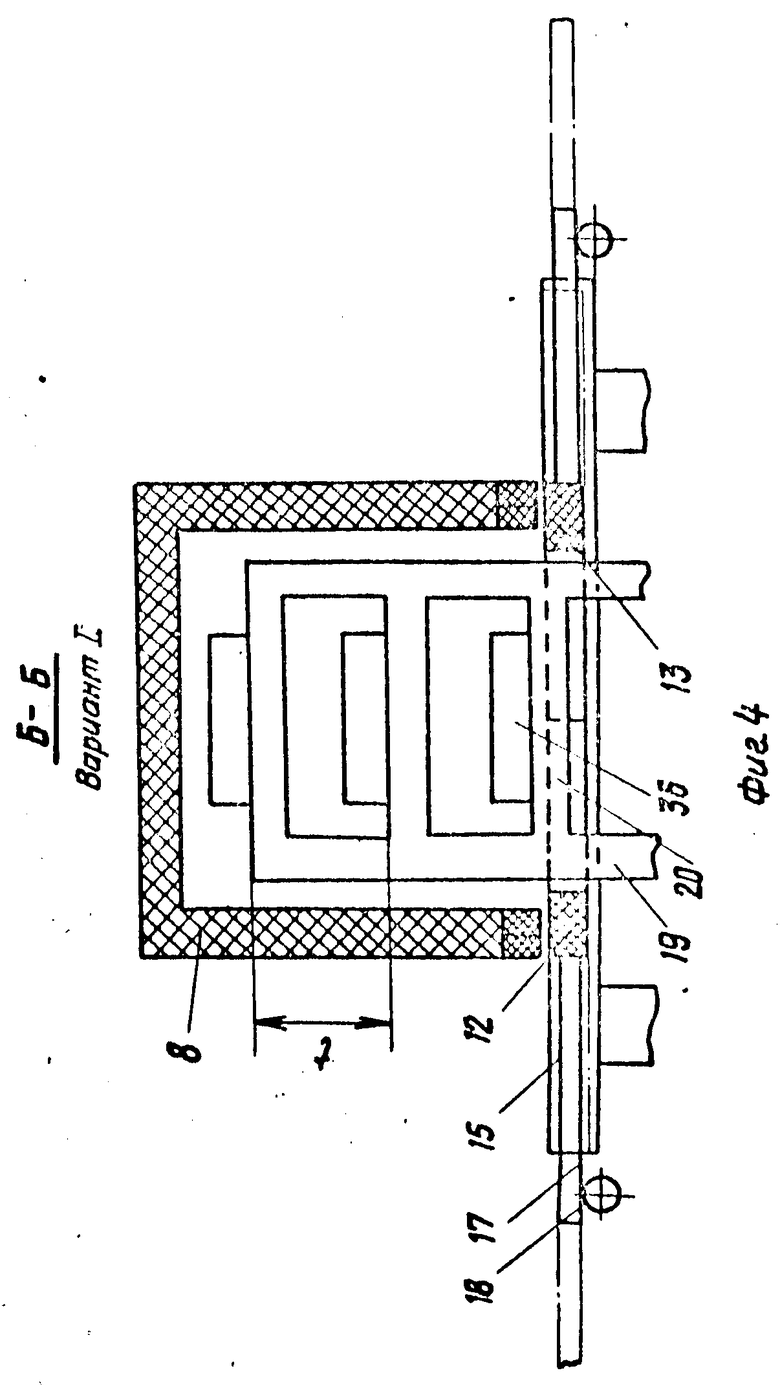
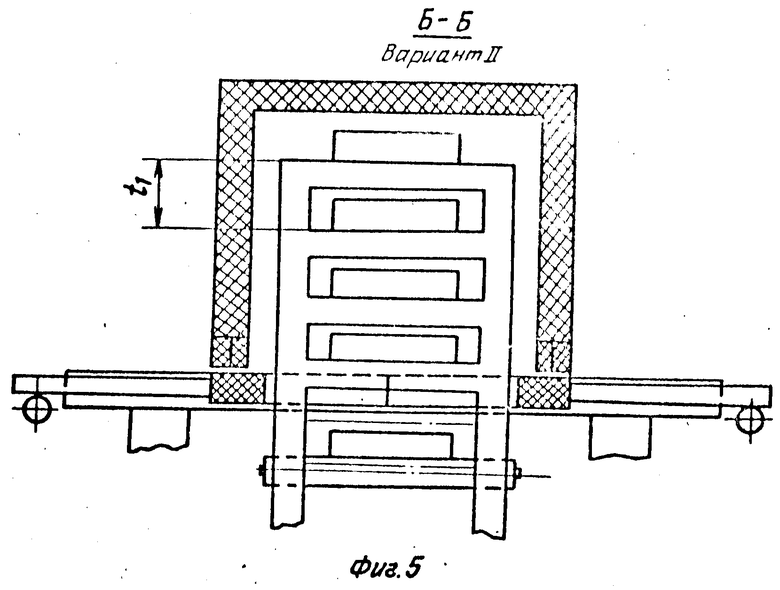
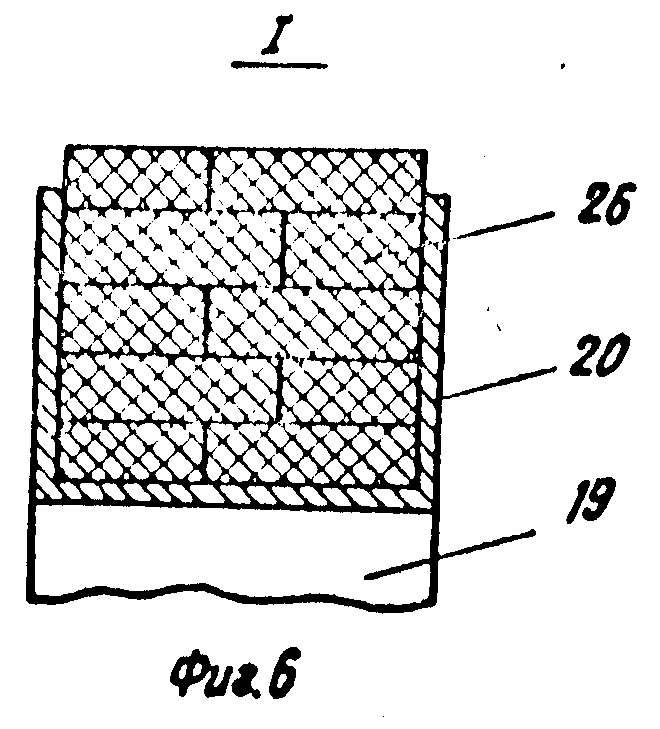
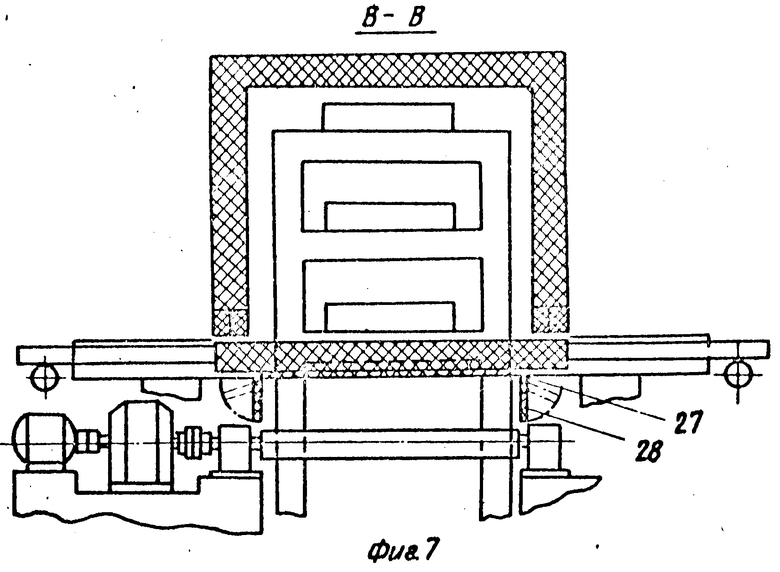
На фиг.1 дана план-схема расположения оборудования; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.2; на фиг.4 то же, вариант I; на фиг.5 то же, вариант II; на фиг.6 узел I на фиг.2; на фиг.7 разрез В-В на фиг.2.
Комбинирование установки непрерывной разливки стали (УНРС) с прокатным станом заключается в обеспечении прокатного стана нагретыми заготовками (сляба) при одновременной экономии энергоресурсов за счет снижения теплопотерь при транспортировке слябов и за счет уменьшения производственных площадей. Способ предусматривает подачу литых слябов на прокатку двумя путями. Первый путь слябы с УРНС с помощью рольганг-тележек и рольганга подают на подогревательные печи (например, методические печи). При этом слябы, как правило, перед посадкой на нагрев некоторое время лежат на стеллажах в качестве резерва. После нагрева в подогревательных печах слябы выдают на рольганг для транспортировки к прокатному стану. Второй путь слабы с УНРС подают на рольганг, ведущий к прокатному стану и соосный с рольгангом, на который выдают слябы из подогревательной печи. На этом рольганге слябы формируют в несколько стоп с зазором между слябами. Каждую стопу формируют подачей очередного сляба снизу и помещают в обогреваемую камеру, установленную над pольгангом. Таким образом, слябы накапливают для создания запаса и одновременно нагревают их, выравнивая температуру по сечению слябов. После прогрева слябов их выдают на тот же рольганг и транспортируют рольгангом на прокатку. Для увеличения запаса слябов камеры могут быть установлены дополнительно над рольгангом, ведущим к всаду нагревательных печей. После нагрева в этих камерах слябы сначала передают рольганг-тележками на рольганг, ведущий к прокатному стану, а затем транспортируют рольгангом на прокатку. Передачу слябов с УНРС на прокатный стан осуществляют одновременно двумя описанными путями, во второй путь служит как бы амортизатором в случаях несовпадения производительности УНРС и прокатного стана за счет возможности накопления слябов и последующей их выдачи. В то же время можно осуществлять передачу слябов только по одному из путей, т.к. каждый из них может функционировать самостоятельно.
Устройство для комбинирования установки непрерывной разливки, например, стали (УНРС) с прокатным станом (последний на чертеже не показан) содержит две рольганг-тележки 1, установленные на рельсы 2, проложенные вдоль ряда машин 3 непрерывной разливки слябов, рольганг 4 подачи слябов к подогревательным печам 5, толкатели 6 для подачи и проталкивания слябов в подогревательных печах, рольганг 7, ведущий к прокатному стану, камеры 8, расположенные в ряд 9 над рольгангом 7 и в ряд 10 над рольгангом 4. Камера 8 представляет собой обогреваемую ячейку, футерованную огнеупорным кирпичом, которая имеет расположенное снизу окно для загрузки и выгрузки слябов. Окно закрыто заслонкой 11, выполненной как одно целое (фиг.3) или заслонкой, состоящей из двух половин 12 и 13 (фиг.4). Заслонки установлены на катки 14 в направляющих 15 и имеют щелевидные вырезы 16. Перемещение заслонок может быть осуществлено через зубчатые рейки на штангах 17, шестерни 18 и электропривод (на чертеже не показан). Столы-накопители имеют вертикальные штанги 19, жестко соединенные попарно поперечинами 20, и размещены между роликами рольганга 7. Шаг t между поперечинами 20 рассчитан так, чтобы верхний уровень поперечины был выше заслонки 11 (12 и 13), когда другая поперечина располагается ниже уровня роликов рольганга (фиг.4). По второму варианту шаг t1 между поперечинами берется минимальным из расчета свободного прохождения сляба между поперечинами (фиг.5). При шаге t по первому варианту камера меньше времени находится с открытыми заслонками во время ее разгрузки и загрузки, но увеличены габаритные размеры по высоте при одинаковой вместимости камеры по сравнению с вторым вариантом (шаг t1).
Вертикальные штанги 19 размещены между направляющими роликами 21 и имеют на своей поверхности зубчатые рейки 22, находящиеся в зацеплении с шестерней-валом 23, которая соединена с приводом, содержащим редуктор 24 и электродвигатель. Поперечины 20 футерованы теплоизоляционным материалом 26, например огнеупорным кирпичом. С целью уменьшения остывания слябов на нижнюю поверхность заслонок 11-13 нанесен зеркальный теплоотражающий слой 27 (например, алюминированный слой, покрытый слоем теплостойкого стекла). С этой же целью по боковым сторонам рольганга подвешены экраны 28, имеющие зеркальный теплоотражающий слой (фиг.2 и 7). Для уменьшения мощности привода стола-накопителя каждая пара штанг 19 уравновешена отдельным грузом 29 посредством каната 30 и блоков 31 и 32. Упор 33 для остановки слябов имеет рычаг 34 и привод от силового цилиндра 35.
Устройство работает следующим образом.
Передача литых слябов с установки непрерывной разливки стали УНРС на стан может быть передана при трех режимах работы:
1) производительности УНРС и прокатного стана равны;
2) производительность УНРС выше, чем у прокатного стана;
3) производительность УНРС ниже, чем у прокатного стана.
При работе по первому режиму сначала слябы 36 размещают в камерах 8 ряда 9, в которых поддерживается температура на 50-100о выше температуры металла при прокатке. Количество размещенных в камерах слябов определяется временем выдержки в камере и интервалом выдачи слябов с машин 3 непрерывной разливки слябов. После накопления в камерах ряда 9 определенного количества слябов прогретые в камерах слябы начинают выдавать на прокатку в той же последовательности, как они поступили в камеры. Поступающие в это время слябы с машин 3 непрерывной разливки слябов размещают в камерах 8 на свободные места. Таким образом, все слябы последовательно проходят перед прокаткой через камеры для подогрева и выравнивания температуры по сечению сляба.
Во втором случае, когда производительность стана снижена (например, при прокатке тонкого листа, излишки слябов постепенно накапливаются в камерах 8 ряда 9, а затем (при необходимости) в камерах 8 ряда 10. То же происходит в аварийной ситуации при остановке прокатного стана.
В третьем случае подачу слябов на стан осуществляют за счет разгрузки камер 8 и размещения на освободившихся местах слябов, поступающих с машин 3 непрерывной разливки слябов. После освобождения камер до минимального необходимого количества слябы начинают подавать на стан из подогревательных печей 5, а слябы, поступающие с машин 3 непрерывной разливки слябов, размещают в камерах 8. Затем после заполнения камер прекращают выдачу из подогревательных печей 5 и начинают выдавать слябы из камер 8, далее цикл повторяют до тех пор, пока не будет введен первый или второй режим работы. Сочетание трех режимов работы устройства для комбинирования УНРС с прокатным станом приведет к оптимальному использованию устройства с максимальной экономией энергии, используемой на нагрев.
Загрузку и выгрузку камер 8 осуществляют следующим образом.
Когда камера не загружена, температура внутри нее поддерживается на уровне, близком к температуре поверхности слябов (часть камер может иметь температуру более низкую для экономии энергии). При этом верхняя часть вертикальных штанг 19 с поперечинами 20 стола-накопителя находится внутри камеры в крайнем верхнем положении (фиг.2 камера крайняя слева). Для осуществления загрузки стол-накопитель опускают в крайнее нижнее положение, когда верхняя поперечина 20 становится в положение, ниже ровня роликов рольганга 7, а рычаг 34 упора 33 устанавливают в верхнее положение включением силового цилиндра 25. Сляб транспортируют рольгангом 7 до упора 33, после чего секцию рольганга под загружаемой камерой отключают. Затем открывают заслонки 11 (12 и 13) камеры 8 и включают электродвигатель 25 на подъем штанг 19 на расстояние, равное шагу t между поперечинами, если следующий сляб предполагается загружать в эту же камеру. Заслонки 11 (12 и 13) закрывают. Для N варианта II исполнения поперечин (шаг t1) заслонки не закрывают или закрывают частично, т. к. мешает сляб, или сляб поднимают на два шага и закрывают заслонки 11 (12 и 13). Перед загрузкой следующего сляба заслонки открывают и штанги 19 поднимают еще на шаг. Если штанги ранее были передвинуты на два шага, то их опускают на шаг t1 вниз, затем транспортируют сляб до упора 33 и операции повторяют. При выдаче слябов из камер 8 операции производят в обратной последовательности при опущенном упоре 33.
Устройство позволяет экономить значительное количество первичного тепла литых слябов за счет защиты слябов на протяжении всей трассы их транспортировки от теплопотерь, так как транспортный рольганг закрыт теплоотражательными экранами, совмещенными с подогревательными камерами, а это позволяет экономить топливо, а также производственные площади, и тем самым снижает стоимость строительства, так как подогреваемые камеры размещают над транспортными рольгангами и не занимают специальной (отдельной) площади, а число подогревательных печей обычного типа снижается до минимума. Накопление пачек стоп происходит в подогреваемых камерах, первичное тепло не теряется, температура слябов выравнивается по сечению и поднимается до температуры проката в накопителях стоп, т.е. в подогреваемых камерах, что ускоряет возможность их следующей выдачи для прокатки на стан.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| ПЕЧЬ С РОЛИКОВЫМ ПОДОМ ДЛЯ НАГРЕВА ИЗДЕЛИЙ | 1992 |
|
RU2066819C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| Литейно-прокатный агрегат | 1988 |
|
SU1576227A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| УСТАНОВКА ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2297889C2 |
| Литейно-прокатный агрегат | 1985 |
|
SU1292909A1 |
| Стан для горячей прокатки сортового упрочненного проката | 1990 |
|
SU1726077A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
Изобретение относится к обработке металлов давлением, в частности к нагреву металлов перед прокаткой и может быть использовано при строительстве установок непрерывной разливки металлов в комбинации с прокатным станом, что позволяет использовать тепло металла после разливки и экономит значительное количество топлива. Цель изобретения расширение технологических возможностей и экономия производственных площадей, а также уменьшение теплопотерь. Слябы (С) транспортируют от установки непрерывной разливки по рольгангам на подогревательную печь перед прокаткой, либо к обогреваемым камерам (К) 8 и далее на прокатный стан. К 8 служат для накопления С и выравнивания температуры, по сечению размещены в ряд под рольгангами и имеют снизу окно с заслонкой 11. С формируют в стопы с зазором по высоте при помощи столов-накопителей, имеющих вертикальные штанги 19, соединенные поперечинами 20 для размещения на них С. Для размещения С в К 8 вертикальные штанги 19 перемещают вверх через окно. Выдачу С осуществляют в обратном порядке. В зависимости от режима работы стана поток С может быть направлен либо через подогревательные печи, либо через камеры, либо одновременно по обоим названным путям. 5 з.п. ф-лы, 7 ил.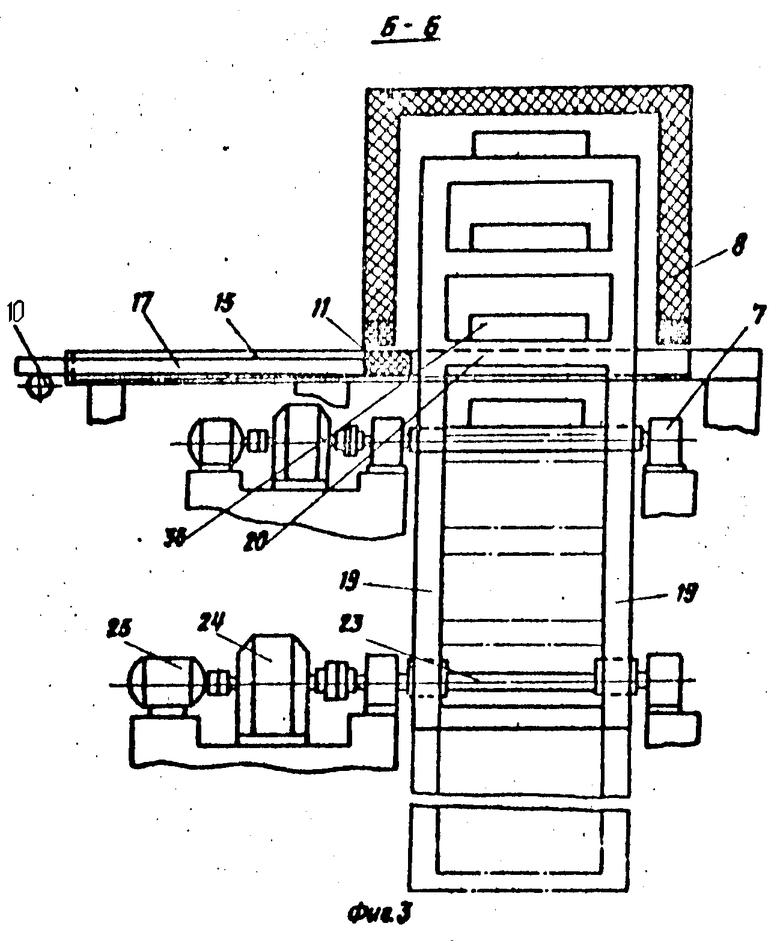
| Заявка Японии N 52131907, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
