Изобретение относится к металлургии, в частности к прокатному производству, и Moxet быть использовано для получения упрочненного сортового проката из конструкционных легированных сталей.
Цель изобретения - расширение сортамента, повышение качества проката при сокращении габаритов оборудования путем увеличения потоков транспортирования
между охлаждающими устройствами при снижении энергетических расходов.
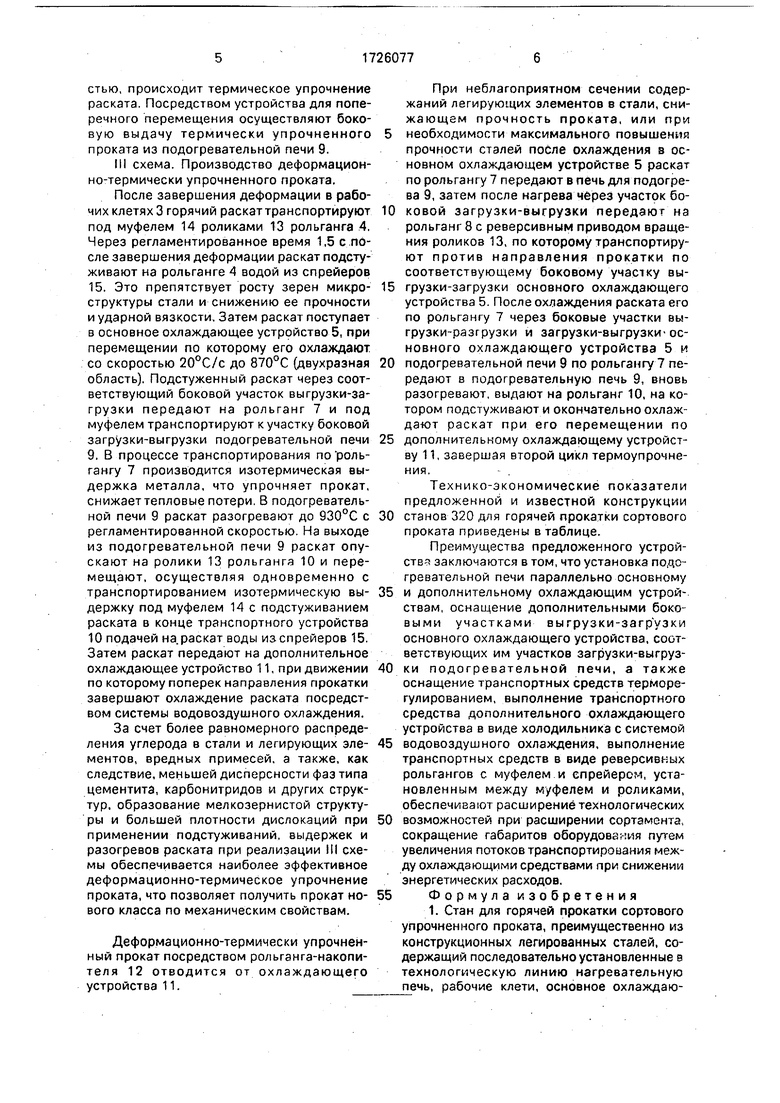
На фиг.1 изображена схема расположения стана для горячей прокатки (стрелками показаны направления движения потоков металла); на фиг.2 - вариант выполнения транспортного средства.
Стан для горячей прокатки сортового упрочненного проката из конструкционных легированных сталей состоит из последовательно установленных в технологическую линию нагревательной печи 1 (фиг.1) с шагающим подом, связанной печным рольгангом 2 с прокатным станом 3, содержащим черновую и непрерывную чистовую группу клетей. Посредством рольганга 4 прокатный стан 3 связан с основным охлаждающим устройством 5. на выходе которого установлен накопитель неупрочненного проката. Основное охлаждающее устройство 5 имеет дополнительные боковые участки выгрузки- загрузки, соединенные посредством транспортных средств (рольгангов) 6-8 с дополнительными боковыми участками загрузки-выгрузки многосекционной проходной подогревательной, печи 9, расположенной перпендикулярно линии прокатки. Основное охлаждающее устройство 5 установлено параллельно подогревательной пе- чи 9, выполненной с регуляторами температуры металла по зонам и устройством для поперечного перемещения проката относительно оси прокатки в виде шагающих балок с регулируемой скоростью перемещения. Подогревательная печь 9 имеет окно для боковой выдачи термически упрочненного проката. Помимо этого, подогревательная печь 9 связана транспортным средством 10 с дополнительным охлаждающим устройством 11 в виде реечного холодильника с системой водовоздушного охлаждения (не показана). Дополнительное охлаждающее устройство 11 установлено параллельно подогревательной печи 9, а транспортное средство 10 выполнено в виде холодильника с системой водовоздушного охлаждения. Конструктивно транспортное средство 10 может быть аналогичным транспортным средствам 6-8. На выходной стороне дополнительного охлаждающего устройства 11 расположено устройство 12 для отвода деформационно- термически упрочненного проката, представляющее и.з себя рольганг с косо- расположенными роликами.
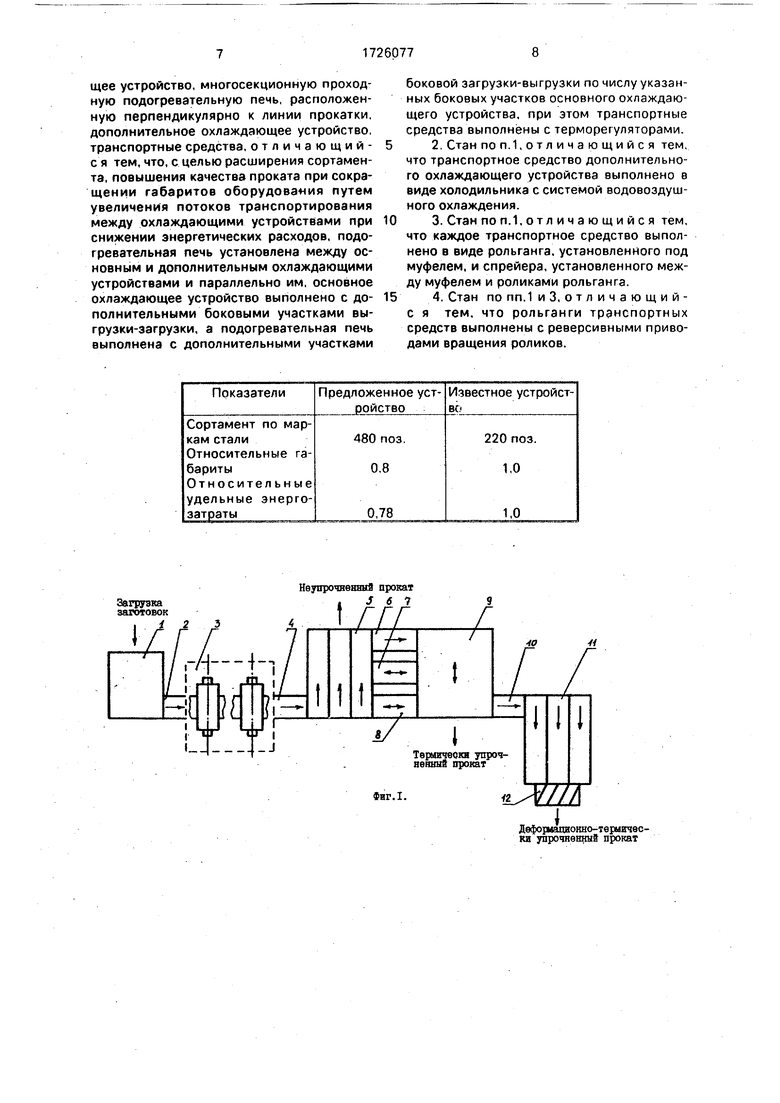
Транспортные средства 4, 6-8 и 10 представляют из себя рольганги с реверсивным приводом и регулируемой скоростью вращения роликов 13 (фиг.2). Ролики 13 помещены под муфели 14 из теплоизоляцион- ного материала. Над роликами 13 установлены спрейеры 15 для охлаждения транспортируемого проката. Помимо пере численных устройств, стан для горячей прокатки содержит шлепперы, кантователи, клеймитель, ножницы, правильные машины и другие сервисные механизмы.
Устройство работает следующим образом.
Iсхема. Производство неупрочненного проката.
Заготовку квадратного сечения 150x150 мм из стали 45Х транспортируют через нагревательную печь 1 и после разогрева до 1250°С посредством печного рольганга 2 подают к рабочим клетям прокатного стана 3, где обжимают в раскат заданного сечения. Рольганг 4 транспортирует посредст0 вом роликов 13 раскат под муфелем 14 к основному охлаждающему устройству 5; При этом в спрейеры 15 охлаждающую воду не подают. Транспортирование раската роликами под муфелем 14 обеспечивает изо5 термическую выдержку для выравнивания температуры раската, рост зерна микроструктуры. Проходя через основное охлаждающее устройство 5, раскат охлаждается до температуры пакетировки и попадает в
0 установленный на выходе накопитель. Пакеты неупрочненного проката из накопителя подают на резку и упаковку.
IIсхема. Производство термически упрочненного проката.
5Раскат, обжатый в валках стана 3 до
конечного сечения, рольгангом 4 транспортируют под муфелем 14, что обеспечивает изотермическую выдержку, длительность которой определяется скоростью вращения
0 роликов 13. Охлаждающую воду в спрейеры 15 не подают..Одновременно с технологически необходимой выдержкой происходит выравнивание температурного поля раската. После завершения изотермической
5 выдержки (рекристаллизации деформированной структуры металла и роста зерна) раскат поступает на вход основного охлаждающего устройства 5,которое транспортирует его поперек оси прокатки с
0 одновременным охлаждением с регламентированной скоростью до 420°С. После охлаждения раскат посредством роликов 13 рольганга 6 через боковой участок выгрузки - загрузки передается под муфелем 14 к мно5 госекционной подогревательной печи 9, куда он попадает через боковой участок загрузки-выгрузки. Поскольку раскат в основном охлаждающем устройстве 5 охлаждают только до 420°С и транспортируют по роль0 гангу 6 под муфелем 14, для последующего его разогрева при термическом упрочнении требуются меньшие энергозатраты и меньшая продолжительность нагрева, улучшается равномерность прогрева металла,
5 снижается разброс механических свойств. В процессе транспортирования раската по зонам проходной подогревательной печи 9, температура в которых при переходе от секции к секции вначале возрастает, а затем снижается с регламентированной скоростью, происходит термическое упрочнение раската. Посредством устройства для поперечного перемещения осуществляют боковую выдачу термически упрочненного проката из подогревательной печи 9.
Ill схема. Производство деформационно-термически упрочненного проката.
После завершения деформации в рабочих клетях 3 горячий раскат транспортируют под муфелем 14 роликами 13 рольганга 4, Через регламентированное время 1,5 с.после завершения деформации раскат подсту- живают на рольганге 4 водой из спрейеров 15. Это препятствует росту зерен микро- структуры стали и снижению ее прочности и ударной вязкости. Затем раскат поступает в основное охлаждающее устройство 5, при перемещении по которому его охлаждают со скоростью 20°С/с до 870°С (двухразная область), Подстуженный раскат через соответствующий боковой участок выгрузки-загрузки передают на рольганг 7 и под муфелем транспортируют к участку боковой загрузки-выгрузки подогревательной печи 9. В процессе транспортирования по рольгангу 7 производится изотермическая выдержка металла, что упрочняет прокат, снижает тепловые потери. В подогревательной печи 9 раскат разогревают до 930°С с регламентированной скоростью. На выходе из подогревательной печи 9 раскат опускают на ролики 13 рольганга 10 и перемещают, осуществляя одновременно с транспортированием изотермическую вы- держку под муфелем 14 с подстуживанием раската в конце транспортного устройства 10 подачей на.раскат воды из спрейеров 15. Затем раскат передают на дополнительное охлаждающее устройство 11, при движении по которому поперек направления прокатки завершают охлаждение раската посредством системы водовоздушного охлаждения.
За счет более равномерного распределения углерода в стали и легирующих эле- ментов, вредных примесей, а также, как следствие, меньшей дисперсности фаз типа цементита, карбонитридов и других структур, образование мелкозернистой структуры и большей плотности дислокаций при применении подстуживаний, выдержек и разогревов раската при реализации III схемы обеспечивается наиболее эффективное деформационно-термическое упрочнение проката, что позволяет получить прокат но- вого класса по механическим свойствам.
Деформационно-термически упрочненный прокат посредством рольганга-накопителя 12 отводится от охлаждающего устройства 11.
При неблагоприятном сечении содержаний легирующих элементов в стали, снижающем прочность проката, или при необходимости максимального повышения прочности сталей после охлаждения в основном охлаждающем устройстве 5 раскат по рольгангу 7 передают в печь для подогрева 9, затем после нагрева через участок боковой загрузки-выгрузки передают на рольганг 8 с реверсивным приводом вращения роликов 13, по которому транспортируют против направления прокатки по соответствующему боковому участку выгрузки-загрузки основного охлаждающего устройства 5. После охлаждения раската его по рольгангу 7 через боковые участки выгрузки-разгрузки и загрузки-выгрузки-основного охлаждающего устройства 5 и подогревательной печи 9 по рольгангу 7 передают в подогревательную печь 9, вновь разогревают, выдают на рольганг 10, на котором подстуживаюти окончательно охлаждают раскат при его перемещении по дополнительному охлаждающему устройству 11, завершая второй цикл термоупрочнения.
Технико-экономические показатели предложенной и известной конструкции станов 320 для горячей прокатки сортового проката приведены в таблице.
Преимущества предложенного устройства заключаются в том, что установка подогревательной печи параллельно основному и дополнительному охлаждающим устройствам, оснащение дополнительными боковыми участками выгрузки-загрузки основного охлаждающего устройства, соответствующих им участков загрузки-выгрузки подогревательной печи, а также оснащение транспортных средств терморегулированием, выполнение транспортного средства дополнительного охлаждающего устройства в виде холодильника с системой водовоздушного охлаждения, выполнение транспортных средств в виде реверсивных рольгангов с муфелем и епрейером, установленным между муфелем и роликами, обеспечивают расширение технологических возможностей при расширении сортамента, сокращение габаритов оборудования путем увеличения потоков транспортирования между охлаждающими средствами при снижении энергетических расходов.
Формула изобретения
1. Стан для горячей прокатки сортового упрочненного проката, преимущественно из конструкционных легированных сталей, содержащий последовательно установленные в технологическую линию нагревательную печь, рабочие клети, основное охлаждающее устройство, многосекционную проходную подогревательную печь, расположенную перпендикулярно к линии прокатки, дополнительное охлаждающее устройство, транспортные средства, отличающийся тем, что, с целью расширения сортамента, повышения качества проката при сокращении габаритов оборудования путем увеличения потоков транспортирования между охлаждающими устройствами при снижении энергетических расходов, подогревательная печь установлена между основным и дополнительным охлаждающими устройствами и параллельно им, основное охлаждающее устройство выполнено с дополнительными боковыми участками выгрузки-загрузки, а подогревательная печь выполнена с дополнительными участками
боковой загрузки-выгрузки по числу указанных боковых участков основного охлаждающего устройства, при этом транспортные средства выполнены с терморегуляторами.
2. Стан по п.1,отличающийся тем,
что транспортное средство дополнительного охлаждающего устройства выполнено в виде холодильника с системой водовоздуш- ного охлаждения.
3. Стан по п.1, отл и ча ю щ и и ся тем, что каждое транспортное средство выполнено в виде рольганга, установленного под муфелем, и спрейера, установленного между муфелем и роликами рольганга.
4, Стан по пп.1 и 3, о т л и ч а ю щ и и- с я тем, что рольганги транспортных средств выполнены с реверсивными приводами вращения роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Устройство для термического упрочнения сортового проката | 1981 |
|
SU1076462A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОКАТКИ ПЛОСКИХ ЗАГОТОВОК | 1989 |
|
RU2013143C1 |
| Установка для получения сортового проката | 1976 |
|
SU619227A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано для получения упрочненного сортового проката из конструкционных легированных сталей. Цель изобретения - расширение сортамента, сокращение габаритов оборудования путем увеличения потоков транспортирования между охлаждающими устройствами при снижении энергетических расходов. Подогревательная печь установлена параллельно основному и дополнительному охлаждающим устройствам, основное охлаждающее устройство выполнено с дополнительными боковыми участками выгрузки-загрузки, а подогревательная печь выполнена с дополнительными участками загрузки-выгрузки по числу указанных боковых участков основного охлаждающего устройства, при этом транспортные средства выполнены с терморегулированием. Возможны варианты выполнения стана, по которым транспортное средство допрлни- тельного охлаждающего устройства выполнено в виде холодильника с системой водовоздушного охлаждения, транспортные средства могут быть выполнены в виде рольганга с муфелем спрейера, установленного между муфелем и роликами, а также с реверсивными приводами вращения роликов. 3 з.п. ф-лы, 2 ил., 1 табл. & Х| ю ON О VI VI
«лт
Деформационно-термически упрочненный прокат
pS&9999999999999WS# -ff
/IN l MN/I
Ј
Фиг.2.
| Стан для горячей прокатки полосы | 1975 |
|
SU640482A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан для прокатки толстых листов | 1986 |
|
SU1398934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО НЕПРЕРЫВНО ДЕЙСТВУЮЩЕЙ ПРОКАТНОЙ ЛИНИИ | 1948 |
|
SU86964A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан для горячей прокатки полосы | 1977 |
|
SU818057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
