Изобретение относится к металлур- гической промышленности, а именно к прокатному производству, и предназначено для прокатки металла на сортовых станах.
Цель изобретения - повышение качества готового профиля за счет стабилизации размеров сечения проката.
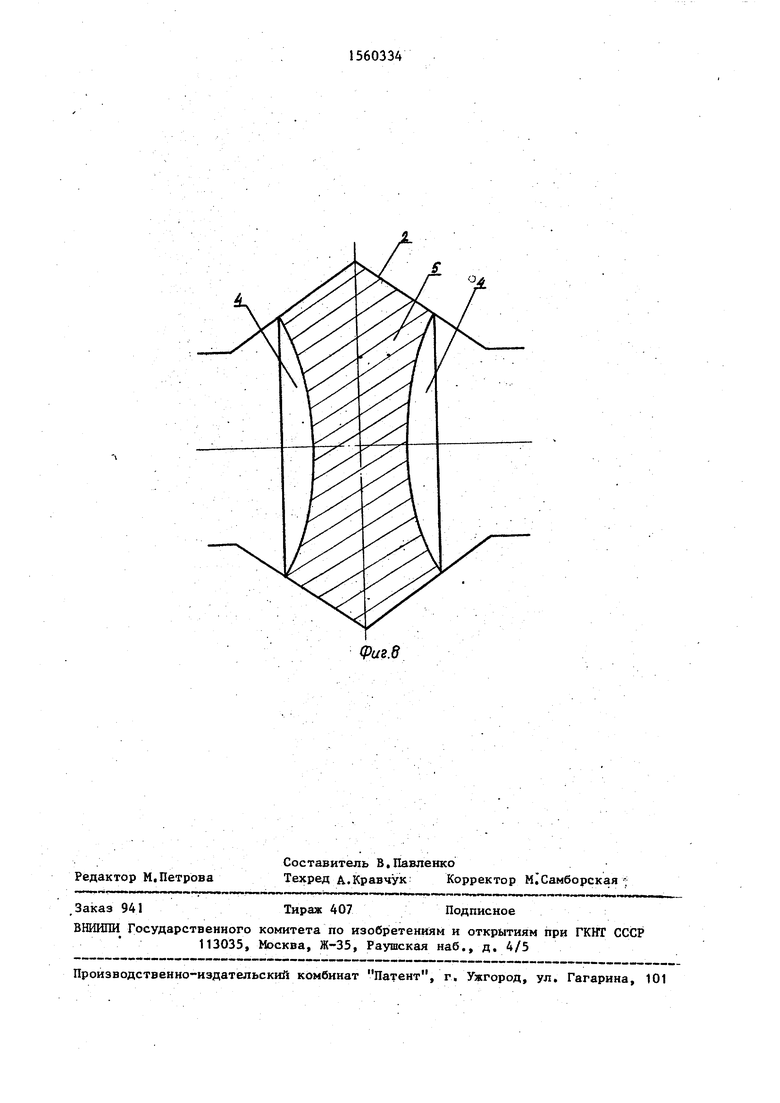
На изображены последовательно от первого до седьмого калибры предлагаемой системы на фиг.8 момент обжатия заготовки в квадратной диагональном калибре.
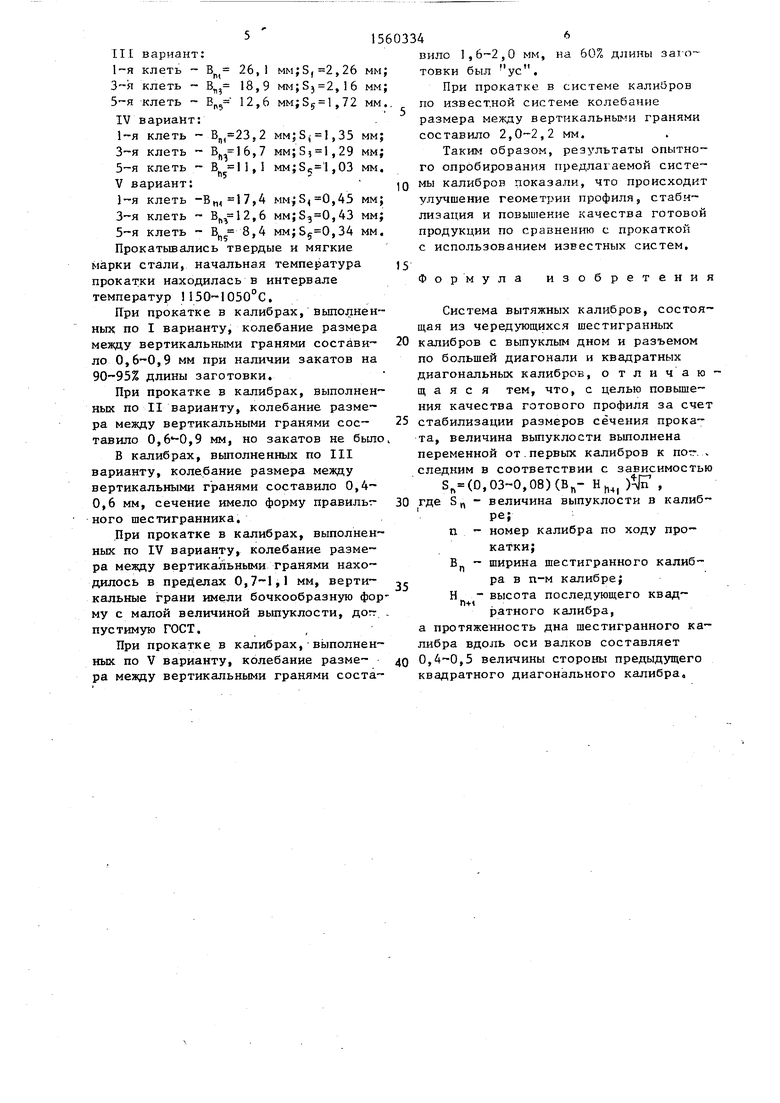
Система калибров включает шестигранный калибр 1 (фиг.1,3 и 5) с выпуклым диаметром, где величина выпуклости составляет Б,,(0,03-0,08)
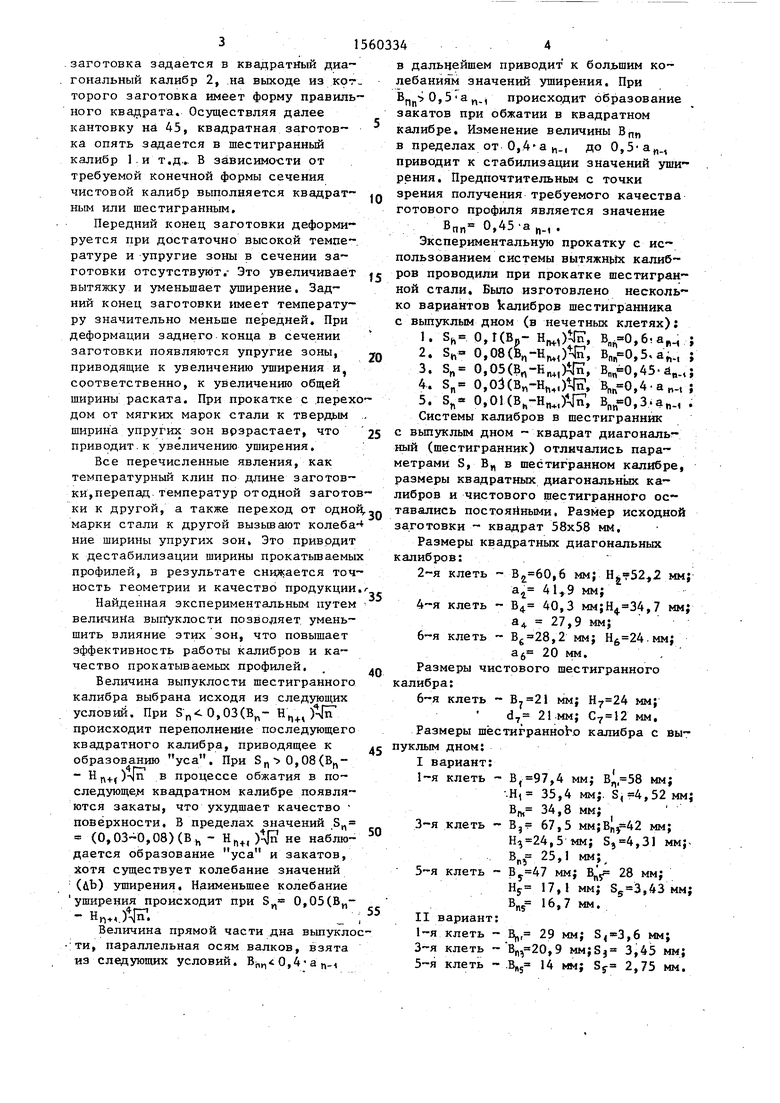
i(Bn- НМ4.,)1Г; величина прямой части дна выпуклости составляет Впп(0,4 0,5)3.,, квадратный диагональный калибр 2 (фиг.2, 4 и 6) и шестигранный чистовой калибр 3 (фиг.7).
На фиг.8 показано сечение 5 деформируемой заготовки в квадратном диагональном калибре 2 с наличием боковых зон 4, находящихся в упругом состоянии.
Предлагаемая система калибров работает следующим образом.
Квадратная заготовка обжимается в шестигранном калибре 1, приобретая- форму шестигранника с определенной величиной вогнутости на горизонтальных гранях. После кантовки на 90
СП
О)
о
00 00
315603344
заготовка задается в квадратный диа- в дальнейшем приводит к большим ко- гональный калибр 2, на выходе из кот. лебаниям значений уширения. При
ВПп- 0,5-а п, происходит образование
торого заготовка имеет форму правильного квадрата. Осуществляя далее кантовку на 45, квадратная заготовка опять задается в шестигранный калибр 1 и т.д.. В зависимости от требуемой конечной формы сечения чистовой калибр выполняется квадратным или шестигранным.
Передний конец заготовки деформируется при достаточно высокой температуре и упругие зоны в сечении за10
закатов при обжатии в квадратном калибре. Изменение величины Впп в пределах от 0,4 a h, до 0,5-ап., приводит к стабилизации значений уши- рения. Предпочтительным с точки зрения получения требуемого качества готового профили является значение Впп 0,45 а „, .
Экспериментальную прокатку с использованием системы вытяжных калиб- готовки отсутствуют.- Это увеличивает Р°в проводили при прокатке шестигран- вытяжку и уменьшает уширение, Зад-ной стали. Было изготовлено нескольний конец заготовки имеет температуру значительно меньше передней. При деформации заднего конца в сечении заготовки появляются упругие зоны, уп приводящие к увеличению уширения и} соответственно, к увеличению общей ширины раската. При прокатке с переходом от мягких марок стали к твердым ширина упругих зон врзрастает, что 25 приводит к увеличению уширения.
Все перечисленные явления, как температурный клин по длине заготовки,перепад температур отодной заготовки к другой, а также переход от одной,JQ тавались постоянными, Размер исходной марки стали к другой вызывают колебав заготовки - квадрат 58x58 мм.
ко вариантов калибров шестигранника с выпуклым дном (в нечетных клетях):
1.Sh О, Г (В.- ,
2.Sft- Q,Q8(-KM)4S, ,5.а,
3.Sn 0,05(, ,45-an.t
4.Sn 0,03(BM-Hh4,№, ,4 a „.
5.Sft- 0,01(Bh-Hn+1)V, ,3.an., . Системы калибров в шестигранник
с выпуклым дном - квадрат диагональный (шестигранник) отличались параметрами S, В„ в шестигранном калибре, размеры квадратных диагональных калибров и чистового шестигранного ос
закатов при обжатии в квадратном калибре. Изменение величины Впп в пределах от 0,4 a h, до 0,5-ап., приводит к стабилизации значений уши- рения. Предпочтительным с точки зрения получения требуемого качества готового профили является значение Впп 0,45 а „, .
тавались постоянными, Размер исходной заготовки - квадрат 58x58 мм.
ко вариантов калибров шестигранника с выпуклым дном (в нечетных клетях):
1.Sh О, Г (В.- , ;
2.Sft- Q,Q8(-KM)4S, ,5.а, ;
3.Sn 0,05(, ,45-an.t;
4.Sn 0,03(BM-Hh4,№, ,4 a „.;
5.Sft- 0,01(Bh-Hn+1)V, ,3.an., . Системы калибров в шестигранник
с выпуклым дном - квадрат диагональный (шестигранник) отличались параметрами S, В„ в шестигранном калибре, размеры квадратных диагональных калибров и чистового шестигранного ос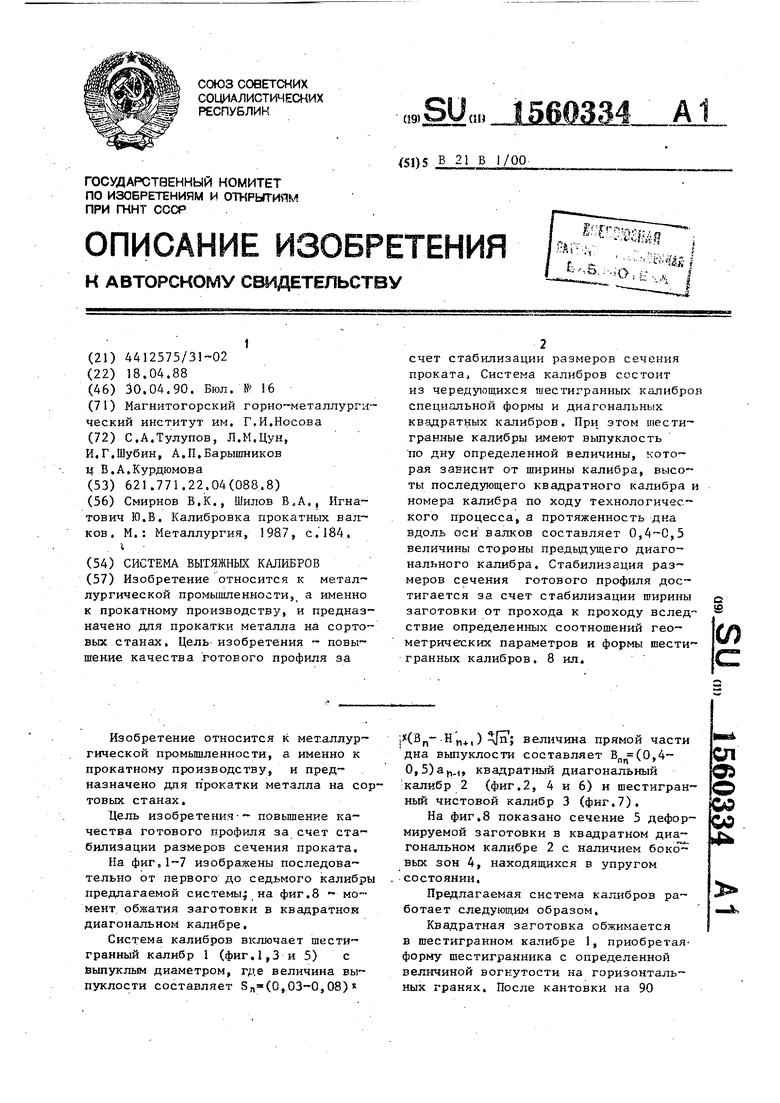
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| Система ящичных калибров | 1990 |
|
SU1726076A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| СПОСОБ ПРОКАТКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2009 |
|
RU2402390C1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Способ производства калиброванной шестигранной стали | 1988 |
|
SU1729635A1 |
| СПОСОБ ПРОКАТКИ ШЕСТИГРАННЫХ ПРУТКОВ | 2009 |
|
RU2418642C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 2000 |
|
RU2187391C1 |

Изобретение относится к металлургической промышленности, а именно к прокатному производству, и предназначено для прокатки металла на сортовых станах. Цель изобретения - повышение качества готового профиля за счет стабилизации размеров сечения проката. Система калибров состоит из чередующихся шестигранных калибров специальной формы и диагональных квадратных калибров. При этом шестигранные калибры имеют выпуклость по дну определенной величины, которая зависит от ширины калибра, высоты последующего квадратного калибра и номера калибра по ходу технологического процесса, а протяженность дна вдоль оси валков составляет 0,4-0,5 величины стороны предыдущего диагонального калибра. Стабилизация размеров сечения готового профиля достигается за счет стабилизации ширины заготовки от прохода к проходу вследствие определенных соотношений геометрических параметров и формы шестигранных калибров. 8 ил.
ние ширины упругих зон, Это приводит к дестабилизации ширины прокатываемых профилей, в результате снижается точность геометрии и качество продукции
Найденная экспериментальным путем величина выпуклости позволяет уменьшить влияние этих зон, что повышает эффективность работы калибров и качество прокатываемых профилей.
Величина выпуклости шестигранного калибра выбрана исходя из следующих условий. При ,03(Bn- Hh+, jhfiT происходит переполнение последующего квадратного калибра, приводящее к образованию уса. При ,08(Bn- - Н п+( )-|п в процессе обжатия в последующем квадратном калибре появляются закаты, что ухудшает качество поверхности. В пределах значений Sn (0,03-0,08) (В h - Hn.,)Jjn не наб лю-
Ln-n дается образование уса и закатов,
хотя существует колебание значений
(ub) уширения. Наименьшее колебание уширения происходит при Sn 0,05(В„- Нп+, )tjn1.
Величина прямой части дна выпукло - ти, параллельная осям валков, взята
из следующих условий. ,
5
0
0
Размеры квадратных диагональных калибров:
2-я клеть - ,6 мм; мм;
аг 41,9 мм; 4-я клеть - 64. 40,3 мм;Н+ 34,7 мм;
ал 27,9 мм; 6-я клеть - ,2 мм; мм;
а6 20 мм.
Размеры чистового шестигранного калибра:
6-я клеть - мм; мм;
d7 21 мм; С7 12 мм. Размеры шестигранного калибра с Вы- с пуклым дном: I вариант: 1-я клеть - ,4 мм; Вп,58 мм;
-Н, 35,4 мм; 8,4,52мм;
Вт 34,8 мм; 3-я клеть - В, 67,5 мм;Вп 42 мм;
,5 мм; ,31 мм;ВП5 25,1 мм;, 5-я клеть - мм; В 28 мм;
Н 17,1 мм; ,43 мм;
5
Bns 16,7 мм.
II вариант: 1-я клеть - В„, 29 мм; ,6 мм; 3-я клеть ,20,9 мм;83 3,45 мм; 5-я клеть - 14 мм; Sr 2,75 мм.
5-я клеть - Bhs 8,4 мм;55 0,34 мм.
Прокатывались твердые и мягкие марки стали, начальная температура прокатки находилась в интервале температур П50 1050°С.
При прокатке в калибрах, выполненных по I варианту, колебание размера между вертикальными гранями составило 0,6-0,9 мм при наличии закатов на 90-95% длины заготовки.
При прокатке в калибрах, выполненных по II варианту, колебание размера между вертикальными гранями составило 0,,9 мм, но закатов не было,
В калибрах, выполненных по III варианту, колебание размера между вертикальными гранями составило 0,4- 0,6 мм, сечение имело форму правилы- ного шестигранника.
При прокатке в калибрах, выполненных по IV варианту, колебание размера между вертикальными гранями находилось в пределах 0,,1 мм, вертикальные грани имели бочкообразную форму с малой величиной выпуклости, допустимую ГОСТ.
При прокатке в калибрах, выполненных по V варианту, колебание размера между вертикальными гранями соста.
60% длины зат о
560334
вило 1,Ь-2,О мм, на товки был
При прокатке в системе калибров по известной системе колебание размера между вертикальными гранями составило 2,0-2,2 мм.
Таким образом, результаты опытного опробирования предлагаемой систе- Ю мы калибров показали, что происходит улучшение геометрии профиля, стабилизация и повышение качества готовой продукции по сравнению с прокаткой с использованием известных систем.
15
Формула изобретения
Система вытяжных калибров, состоящая из чередующихся шестигранных
0 калибров с выпуклым дном и разъемом по большей диагонали и квадратных диагональных калибров, отличающаяся тем, что, с целью повышения качества готового профиля за счет
5 стабилизации размеров сечения проката, величина выпуклости выполнена переменной от первых калибров к по- следним в соответствии с зависимостью Sft(0,03-0,08) (В,- Hh4) ДО ,
0 где 5„
5
0
величина выпуклости в калибре;
номер калибра по ходу прокатки;
ширина шестигранного калибра в n-м калибре; высота последующего квадратного калибра, а протяженность дна шестигранного калибра вдоль оси валков составляет 0,4-0,5 величины стороны предыдущего квадратного диагонального калибра.
п Вп - Нп+Г
Ьп
Вт
Фиг 7
Фиг. Z
о
Фиг.З
Ъ LBfl
Фиг. Ц
-.«
Фиг. 5
Фи.г.6.
ФигЛ
Фиг.8
| Смирнов В.К., Шилов В4А., Игнатович К).В, Калибровка прокатных валков | |||
| М.: Металлургия, 1987, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| i | |||
