Изобретение относится к металлургической промышленности, конкретно к прокатному производству и предназначено для прокатки металла на крупно- и среднесорто- вых станах.
Известна система калибров, включающая ящичные квадратные и прямоугольные калибры, черновой и предчистовой группы клетей заготовочных станов.
Однако система не может обеспечить эффективного уменьшения глубины залегания поверхностных трещин.
Наиболее близкой к предлагаемой является система калибров черновой группы
клетей непрерывного стана, включающая ящичные, квадратные и прямоугольные калибры с наличием выпуклости у квадратных ящичных калибров.
Недостатком данной системы калибров является невозможность интенсифицировать выкатку поверхностных трещин и получения в ней профилей высокого качества. Это связано с тем, что ящичные калибры с выпуклым дном используют лишь для стабилизации уширения заготовки при обжатии в последующем калибре. Причем величина выпуклости S принимает значения (0,015-
х|
ON
0,001) Вд, в зависимости от размера заготовки,
Цель изобретения - повышение качества заготовок за счет снижения поверхностных дефектов на всех гранях конечного продукта,
Указанная цель достигается тем, что в системе ящичных калибров, состоящей из чередующихся прямоугольных и квадратных калибров; часть из которых, включая первый, выполнена с выпуклым дном, величина выпуклости дна Si для первого ящичного прямоугольного калибра выполнена равной
Si (0,1-0,04) ВД1
где Вд1 - ширина калибра по дну,
Второй калибр выполнен с выпуклостью дна, составляющей 0,45-0,55 от величины выпуклости в первом калибре.
Кроме того, последующие прямоуголь- ные ящичные калибры выполнены с выпуклостью дна Sn. равной
Sn si-p aill+1)ain ,
где п - порядковый номер калибра по ходу прокатки.
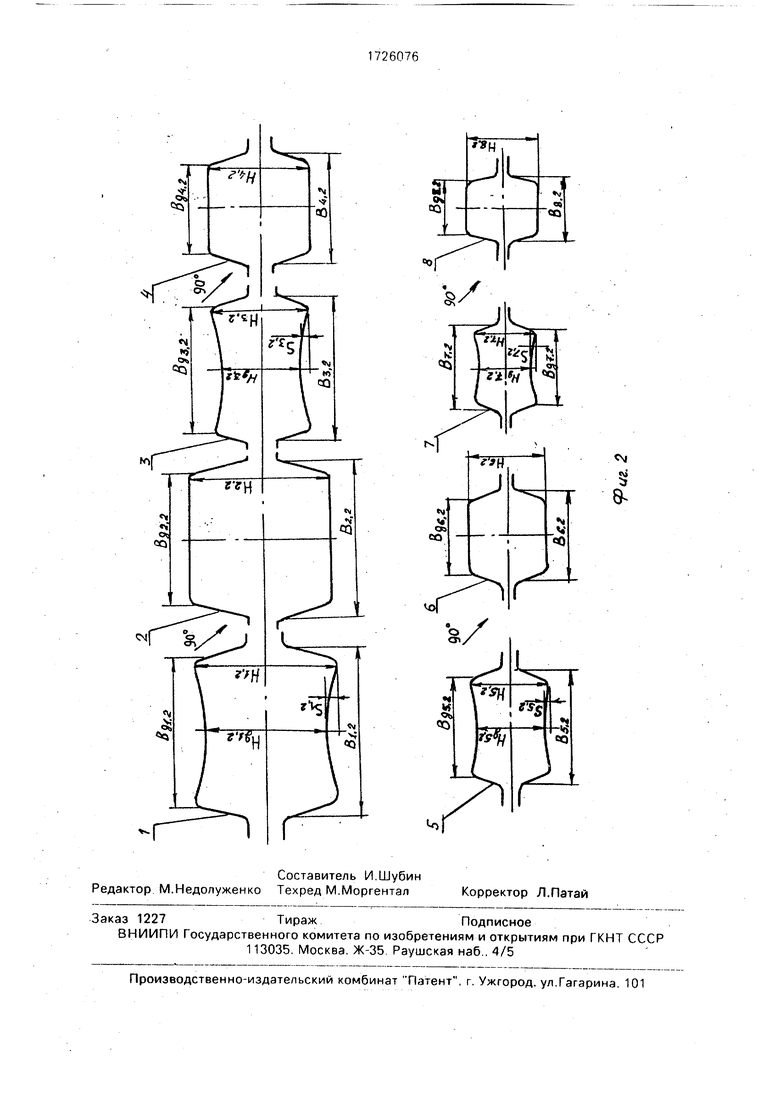
На фиг, 1 изображена система калибров, где первые два калибра выполнены с выпуклостью дна; на фиг.2 - система, в которой все прямоугольные калибры выполнены с выпуклостью дна.
Предложенная система (фиг, 1) включает первый ящичный калибр 1 с выпуклымдном, где величина выпуклости составляет S.1 (0,1-0,04)ВД1, второй ящичный калибр 2 с выпуклым дном, где величина выпуклости составляет $2 (0,45-0,55)51 и чередующиеся ящичные прямоугольные 3 и квадратные 4 калибры.
Предлагаемая система калибров рабо- тает следующим образом.
Квадратная заготовка обжимается в первом ящичном калибре 1, приобретает форму прямоугольника с определенной величиной вогнутости Si на горизонтальных гранях, После кантовки на 90° заготовка задается во второй ящичный калибр 2, на выходе из которого заготовка имеет квадратную форму с величиной вогнутости S2 на горизонтальных гранях и уменьшенной за счет уширения величиной вогнутости Si на вертикальных гранях. Далее заготовка поступает в прямоугольный ящичный калибр 3, где приобретает форму правильного прямоугольника, поступающего в квадратный ящичный калибр 4 и т.д. В зависимости от требуемого размера конечной формы сечения прокатка заготовки заканчивается в . нужном квадратном ящичном калибре 6 или
Предлагаемая система (фиг.2) включает чередующиеся ящичные прямоугольные калибры 1,3,5 и 7 с выпуклым дном, где величина выпуклости составляет для первого калибра Si (0,1-0,04)Вд1 и для последующих Sn Si pain+1)° 1n и ящичные квадратные калибры 2,4,6 и 8.
Предлагаемая система калибров работает следующим образом.
Квадратная заготовка (блюм) обжимается в прямоугольном ящичном калибре 1 и приобретает форму прямоугольника с определенной величиной вогнутости Si на горизонтальных гранях. После кантовки на 90° заготовка поступает в квадратный ящичный калибр 2 на выходе из которого заготовка имеет квадратную форму с прямыми горизонтальными гранями и уменьшенной величиной вогнутости Si на вертикальных гранях. Далее заготовка обжимается в прямоугольном ящичном калибре 3, где приобретает форму прямоугольника с величиной вогнутости, равной 5з на горизонтальных гранях.
После кантовки на 90° заготовка задается в квадратный ящичный калибр 4, где обжимается на заданную высоту и т.д. Прокатка заготовки заканчивается в квадратном ящичном калибре 8.
П р и м е р 1. Опытную прокатку по предлагаемой системе ящичных калибров проводили при прокатке квадратной заготовки 134 х 134 мм из блюма 310 х-310 мм. Изготовлено несколько вариантов ящичных калибров с выпуклым дном в первых двух клетях (первый индекс соответствует порядковому номеру калибра, второй - порядковому номеру фиг.1 и 2): 1)51,1 0,12 ВД1.1. 82.1 0,6 Si.i; 2)Si.i 0,1- ВД1.1, S2,1 0,55 -Si,i; 3)Si.,07- ВД1,1, $2.1 0,5 -S i.i; 4) 81.1 0,04 ВД1.1. 52,1 0,45 Si.i; 5)51,1 0,02- ВД1,1, 52,1 0,4- Si,i.
В системе калибров ящичные, прямоугольные и квадратные отличались параметрами Si,i. 52,1, НДп,1 в первых двух ящичных калибоах, размеры остальных ящичных прямоугольных и квадратных калибров оставались постоянными.
Размеры ящичных прямоугольных и квадратных калибров:
IIIклеть: Нз,1 216 мм; Ндз,1 212 мм; Вз,1 300 мм; Вдз.1 260 мм; гз,1 20 мм;
IVклеть: H/j,i 204 мм; 84,1 246 мм; ВД4.1 206 мм; Г4,1 20 мм;
Vклеть: Hs,i 155 мм; НД5,1 151 мм; Bs.1 244 мм; ВД5,1 214 мм; rs.i 20 мм;
Vi клеть: Не,1 185 мм; Ве,1 182 мм; Вде.1 150 мм; Гб,1 20 мм;
VII клеть; Нт,1 122 мм; Нду,1 118 мм; В,1 182 мм; ВД7,1 160 мм; п,1 15 мм: VIH клеть; Нв,1 134 мм; Ввл 135 мм; Вдя,1 117 мм; гв,1 15 мм.
Размеры ящичных (выкатных) калибров: первой и второй клетей: По l-му варианту:
клеть: Hi.i 275 мм; НД1,1 205 мм; Bi,i 340 мм; ВД1,1 289 мм; Si,i 35 мм; г i.i 20 мм;
II клеть: Н2,1 294 мм; Нд2,1 252 мм; В2,1 318 мм. Вд2.1 260 мм; S2.1 21 мм; пг.1 20 мм. По ll-му варианту:
Iклеть: Hi.i 275 мм: Иди 217 мм; Si.i 29 мм;
IIклеть: Н2.1 294 мм; Нд2,1 262 мм; $2,1 16 мм.
По III варианту:
Iклеть: Hi.i 275 мм; НД1,1 235 мм; Si.i 20 мм;
IIклеть: Н2,1 294 мм; НД2.1 274 мм; $2.1 10 мм.
По IV варианту:
I клеть: Ни 275 мм; НД1,1 251 мм; Si.i
12 мм;
I клеть: Н2.1 294 мм; Нд2,1 283,6 мм; S2.1
5,2 мм.. N
По V варианту:;
Iклеть: Hi.i 275 мм; НД1,1 .,4 мм; Si.i 5,8 мм;
IIклеть: Н2,1 294 мм; Нд2.1 289,4 мм; $2.1 2,3 мм.
Получены следующие результаты. Прокатывались твердые (65Г) и мягкие (Юкп) марки стали. Прокатка по известной калибровке показала наличие на гранях заготовки трещин, величина которых по отношению к стороне заготовки составила 0,014-0,016.
При прокатке в калибрах, выполненных по l-му варианту, наряду с выкаткой имевшихся со слитка поверхностных трещин, образовались закаты на гранях по всей длине заготовки.
При прокатке в калибрах, выполненных по ll-му варианту, поверхностных трещин не наблюдалось.
При прокатке в калибрах, выполненных по llt-му варинту, поверхностные трещины на гранях заготовки отсутствовали, конечное сечение имело форму правильного квадрата.
При прокатке в калибрах, выполненных по IV-му варианту, поверхностные трещины не наблюдались по длине заготовки.
При прокатке в калибрах, выполненных по V-му варианту, поверхностные трещины имели величину, равную величине трещин, полученных при прокатке заготовок по известной калибровке.
П р и м е р 2. Для осуществления опытной прокатки в предлагаемой системе калибров квадратной заготовки 134 х 134 мм
из блюма 285 х 285 мм изготовлены несколько вариантов калибровок с прямоугольным ящичным калибром с выпуклым дном в нечетных клетях; 1)51,2 0.12- BAi,2,Sn,2 Si.2-lf1n+1 ain:
2)Si.2-0,1-Иди, Sn,2 Si.2- -n4;°-n; 3) 81.2 0.07-ВД1.2. 8„.2 81,2 И1,n. : 4)Si,2 0,04-BAl.2,Sn.2 Si.2-rf 1n+iain; 5) 81.2 0,02 -Бди, Sn,2 Si.2- f ° 1n+1) ° 1n; 6)Si,2 0,1-BAi,2, Sn.2 Su-r 1n+1 ° 1n;
7)Su 0,04-BAi,2, Sn,2 Si.2 f J-1n+1)0 1n; 8)Si.2 0,07-BAi,2,Sn,2 Si,2 -.. n+i)o.in. Опытные системы калибров отличались параметрами Sn,2, НДн,2 в прямоугольных ящичных калибрах нечетных клетей, размеры квадратных ящичных калибров оставались постоянными.
Размеры ящичных квадратных калибров:II клеть: На,2 240 мм; Вд2,2 258 мм; В2,2
310 мм; Г2.2 20 мм;
IVклеть: Щ.2 203 мм; 198 мм; В4,2 237 мм; Г4.2 20 мм;
VIклеть: Не.2 166 мм; Вде,2. 162 мм; Вб.2 198 мм: ге.2 20 мм;
VIII клеть: Нв,2 134 мм; ВД8,2 130мм; Вв,2
154 мм; гв.2 15 мм.
Размеры выкатных калибров.
По l-му варианту:
I клеть: Hi,2 278 мм; НД1,2 209.6 мм; ВД1,2 285 мм; Bi,2 330 мм; Si,2 34,2 мм;
III клеть: Нз,2 209 мм; Ндз,2 162,7мм;
Вдз.2 268мм; Вз,2 304мм: 5з,2 23,15 мм;
Vклеть: Hs,2 170 мм; НД5.2 137,7 мм; ВД5.2 215 мм; Bs,2 248 мм; Ss.2 16,15 мм;
VII клеть: Н,2 138 мм; НД7,2 117,2 мм:
ВД7.2 175 мм; В.2 198 мм: $7,2 10,4 мм.
ll-му варианту:
I клеть: Нди 220,2 мм; 51.2 28,9мм;
111 клеть: Ндз,2 170,2 мм: 5з.2 19,4 мм; v клеть: НД5,2 143 мм; Ss.2 13,5 мм;
VIIклеть: НД7,2 120,6 мм; $7,2 8,7 мм. По Ш-му варианту:
t клеть: НД1,2 238 мм; $1.2 20мм;
III клеть: Ндз,2 182 мм; 5з,2 13,5 мм; v клеть. НД5,2 151,2 мм; Ss.2 9,4 мм;
VII клеть: НД7.2 126 мм; S7.2 6 мм.
По IV-му варианту:
I клеть: НД1,2 255 мм; . 81,.5мм;
III клеть: Ндз,2 193,4 мм; Зз,2 7,8 мм; v клеть: НД5.2 159,2 мм; 8в,2 5,4 мм;
VII клеть: НД7,2 131 мм; $7.2 3,5 мм.
По V-му варианту:
I клеть: НД1,2 266,5 мм; Si,2 5,75 мм;
III клеть: Ндз,2 201.2 мм; 8з,2 3,9 мм;
V клеть: НД5,2 164,6 мм; 55,2 2,7мм;
VII клеть: НД7.2 134,5 мм; S.2 1.75 мм; По Vl-му варианту:
I клеть: НД1.2 220.2 мм; Si.z 28.9 мм; III клеть: Ндз.2 167 мм; Зз.2 21 мм; V клеть: НД5,2 140 мм; Ss.2 15 мм; VII клеть: Нд,2 118 мм: 5т.2 10 мм. По Vll-му варианту:
I клеть: НД1.2 255 мм; Si.2 11,5 мм; III клеть: Ндз.2 197 мм; 5з,2 6 мм; V клеть: НД5,2 162 мм; Ss.2 4 мм; VII клеть: НД7,2 134 мм; S7.2 2 мм; По Vlll-му варианту:.
а)I клеть: НД1.2 238 мм: Si,2 20 мм; III клеть: Ндз.2 169 мм; 5з,2 20 мм; V клеть: НД5.2 151,2 мм; Ss.2 9,4 мм; VII клеть: Нд,2 126 мм; S.2 6 мм;
б)I клеть: Нди 233 мм; Si,2 20 мм; III клеть: Ндз,2 190,2 мм; 5з.2 9.4 мм; V клеть: НД5,2 151,2 мм: Ss.2 9.4 мм: VII клеть: Нд.2 126 мм; Sr,2 б мм;
в)II клеть: НД1.2 238 мм; Si.2 20 мм: III клеть: Ндз,2 182 мм; 5з,2 13.5 мм: V клеть: НД5.2 151,2 мм: Ss.2 9,4 мм; VII клеть: Нд,1 120 мм; $7.2 9 мм;
г)I клеть: НД1,2 238 мм; Si.2 20 мм; III клеть: Ндз.2 182 мм: Зз.2 13.5 мм: V клеть: НД5,2 151,2 мм: Ss2 9.4 мм: VII клеть: НД7.2 132 мм; 87.2 3 мм.
Получены следующие результаты.
При опытной прокатке использовался металл 08 КП и сп марок стали. При прокатке по известной калибровке грани заготовок имели поверхностные трещины, глубиной равной 0,015 от стороны заготовки. При прокатке по калибровке 1-го варианта образовывался закат на гранях заготовки по всей ее длине.
При прокатке в калибрах, выполненных по 11-му варианту, поверхностные трещины отсутствовали, но грани имели незначительной величины вогнутость.
При прокатке в калибрах, выполненных по 111-му варианту, поверхность заготовки была чистой, без трещин.
При прокатке в калибрах, выполненных по IV-му варианту, на 5% всей длины-заготовки наблюдались поверхностные трещины, глубина которых составляла 0,004 от стороны заготовки.
При прокатке по калибровке V -ro варианта результаты получались идентичны результатам прототипа.
Прокатка в калибрах Vl-ro варианта привела к образованию закатов по граням заготовки и неполучению требуемой формы по сечению профиля.
При прокатке в калибрах, выполненных по Vll-му варианту, результаты не отличались от результатов прототипа.
Прокатка в калибрах Vlll-ro варианта показала следующие результаты: образовались закаты на гранях заготовки по всей ее длине; малая интенсивность выкатки и наличие поверхностных трещин, глубина которых составила 0,06 от стороны заготовки; наличие остаточной вогнутости на грани,
приводящей к образованию заката при дальнейшей прокатке; по всей длине заготовки наблюдались поверхностные трещины глубиной 0,05 от стороны заготовки. Формула изобретения
1. Система ящичных калибров, состоящая из чередующихся прямоугольных и квадратных калибров, часть из которых, включая первый, выполнена с выпуклым дном, отличающаяся тем, что. с целью
повышения качества заготовок за счет снижения поверхностных дефектов, величина Si выпуклости дна для первого ящичного прямоугольного калибра выполнена равной (0,1-0,04)Вд, где Вд - ширина калибра по
дну.
2,Система по п.1, отличающаяся тем, что, с целью снижения поверхностных дефектов на всех гранях конечного продукта, второй калибр также выполнен с выпуклостью дна, составляющей 0,45-0,55Si.
3.Система по п.1, отличающаяся тем, что, с целью снижения поверхностных дефектов на всех гранях конечного продукта. последующие прямоугольные ящичные калибры выполнены с выпуклостью дна Sn Si jri0 1 1 1) 0 1 Где n - порядковый номер калибра по ходу прокатки.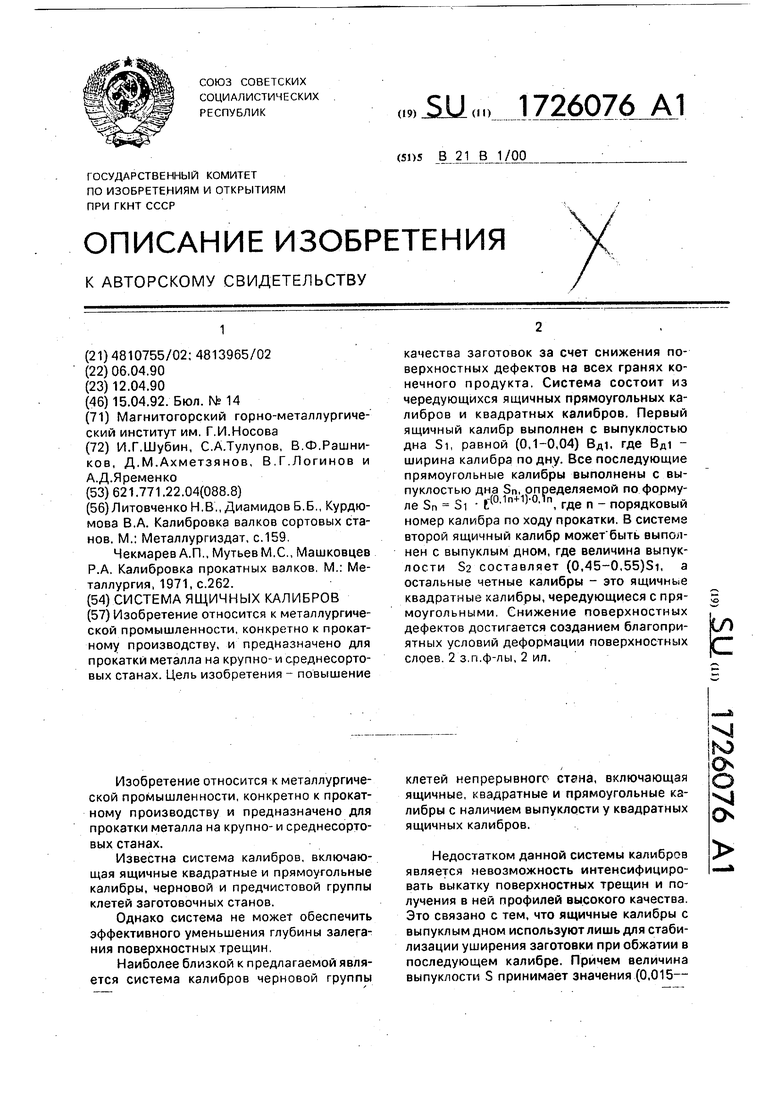

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| Способ прокатки заготовок в обжимно-заготовочном комплексе | 1988 |
|
SU1676688A1 |
| Система вытяжных калибров | 1988 |
|
SU1560334A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
Изобретение относится к металлургической промышленности, конкретно к прокатному производству, и предназначено для прокатки металла на крупно-и среднесорто- вых станах. Цель изобретения - повышение качества заготовок за счет снижения поверхностных дефектов на всех гранях конечного продукта. Система состоит из чередующихся ящичных прямоугольных калибров и квадратных калибров. Первый ящичный калибр выполнен с выпуклостью дна Si, равной (0,1-0,04) ВД1. где ВД1 - ширина калибра по дну. Все последующие прямоугольные калибры выполнены с выпуклостью дна Sn, определяемой по формуле Sn Si t(ain+1)-a1n, где n - порядковый номер калибра по ходу прокатки. В системе второй ящичный калибр может быть выполнен с выпуклым дном, где величина выпуклости $2 составляет (0,45-0,55)Si, a остальные четные калибры - это ящичные квадратные калибры, чередующиеся с прямоугольными. Снижение поверхностных дефектов достигается созданием благоприятных условий деформации поверхностных слоев. 2 з.п.ф-лы, 2 ил. сл С
| ЛитовченкоН.В., Диамидов Б.Б., Курдю- мова В.А | |||
| Калибровка валков сортовых станов | |||
| М.: Металлургиздат, с.159 | |||
| Чекмарев А.П., Мутьев М.С., Машковцев Р.А | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1971, с.262 |
