Изобретение относится к прокатному производству и может быть использовано при калибровке валков непрерывно-заготовочных, черновых и промежуточных групп клетей сортовых и проволочных станов.
Известна система калибров, включающая последовательно расположенные два обжимных восьмиугольных калибра, диагональный пластовый и квадратные калибры со средствами кантовки раската между ними, причем угол наклона между гранями при вершине каждого последующего калибра этой системы выполнен меньше предыдущего на величину 10(1-п), где п - порядковый номер калибра в системе.
Недостатком этой системы калибров является наличие выпуклых вершин в центральной части дна восьмигранных калибров, что увеличивает глубину вреза калибра в валки, снижая тем самым захватывающую способность и обжатие (смещенный по высоте объем металла) раската по сравнению с прямоугольными (ящичными) калибрами и, следовательно, способствует уменьшению вытяжной способности калибров. Наличие выпуклой вершины в диагональном пластовом калибре (ромбическом) значительно уменьшает сво- бодюе пространство на уширение металла
при последующей прокатке ромба в квадратном калибре, что существенно снижает вытяжную способность квадратного калибра и срок службы ромбического калибра по износу вершин.
Наиболее близким по технической сущности к заявляемой системе калибров является система калибров, включающая последовательно расположенные восьмиугольный и шестиугольный пластовые и ди- агональный квадратный калибры со средствами кантовки раската между ними.
Недостатком этой системы калибров является уменьшение вытяжной способности калибров, вызванное тем, что пластовый восьмиугольный калибр имеет плоское дно по типу ящичного калибра и относительно глубокий врез ручьев, что снижает захватывающую способность валков и обжатие раската. Уменьшение смещенного объема металла по высоте способствует уменьшению вытяжной способности калибров. Кроме того, прокатка пластового восьмиугольного калибра в пластовом шестиугольном калибре с практически параллельными широкими горизонтальными гранями сопровождается более интенсивным относительным обжатием средних широких граней и менее интенсивным
сл
v| СЛ Ю
-N
00
о
относительным обжатием крайних скошенных граней. В связи с тем, что частная вытяжка крайних частей раската превышает частную вытяжку центральной части раската, то за счет сдерживания вытяжки крайних частей центральной частью имеет место повышенное поперечное перемещение металла в уширение, Это в свою очередь также снижает вытяжную способность калибров,
Целью изобретения является повышение вытяжной способности системы калибров.
Поставленная цель достигается тем, что в известной системе калибров, включающей последовательно расположенные восьмиугольный и шестиугольный пластовые и ди- агональный квадратный калибры, восьмиугольный пластовый калибр образован двумя ромбами, совмещенными по большим диагоналам, причем диагонали каждого из них перекрывают друг друга на 0,3-0.6 их длины. Кроме того, система калибров включает дополнительно второй, расположенный по ходу прокатки, диагональный квадратный калибр меньшего размера.
Предлагаемая система обеспечивает суммарный коэффициент вытяжки 3,5-6, что позволяет сократить количество проходов или используемого оборудования и уменьшить энергетические затраты, повысить производительность стана.
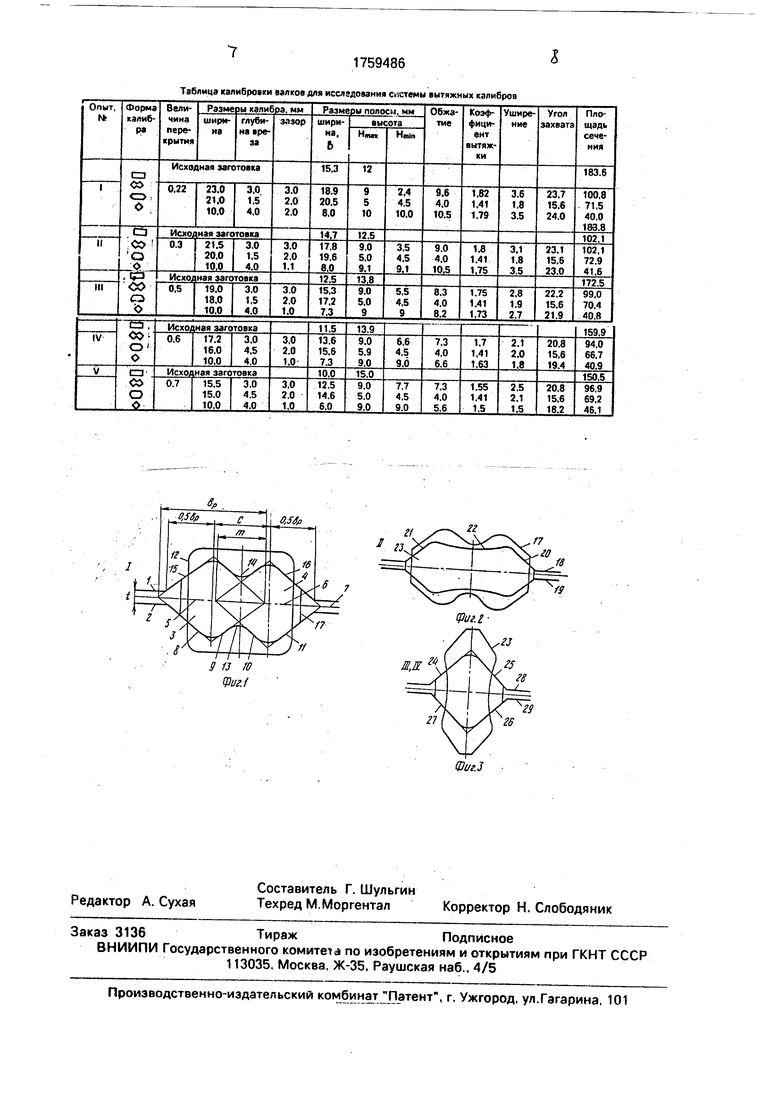
На фиг, 1 схематически показан обжимной восьмиугольный калибр и обжимаемая в нем заготовка; на фиг, 2 - пластовый шестиугольный калибр; на фиг. 3 - квадратный диагональный калибр.
Обжимной калибр I системы (фиг. 1) - восьмиугольный, образованный верхним 1 и нижним 2 валками, установленными с зазором t. Калибр I непосредственно выполнен из даух ромбических пластовых калибров 3 и 4, совмещенных диагоналями 5 и 6 на одной прямой 7, являющейся осью восьмиугольного калибра I. Ромбические пластовые калибры 3 и А в свою очередь образованы ступенчатыми врезами в валки 1 и 2, каждый из которых образован коническими поверхностями 8, 9 и 10, 11. Ромбические калибры 3 и 4 смещены вдоль общей оси 7 таким образом, что перекрывают друг друга, т.е. ширина Вр каждого из ромбических калибров превышает расстояние С между осями этих калибров Вр С. Следующий калибр II системы (фиг. 2) - пластовый шестиугольный, а третий калибр III (фиг. 3)- квадратный калибр, врезанный на дияго- наль. Кроме того, вытяжная система может иметь дополнительно второй калибр IV (фиг. 3), расположенный по ходу прокатки, диагональный квадратный калибр меньшего размера.
При прокатке раската 12 (фиг. 1), например, квадратного сечения в восьмиугольном
калибре, имеющем выпуклые клиновидные центральные участки 13 и 14, образованные коническими поверхностями 9 и 10 валков 1 и 2, существенно возрастает вытяжная способность калибра. В сравнении с восьмиугольным калибром этому способствует увеличение смещенного по высоте металла за счет увеличения обжатия центральной части раската клиновидными выступами 13,14 и боковых участков раската боковыми наклонными стенками 8, 15 и 11, 16 восьмиугольного калибра. Кроме того, в связи с уменьшением глубины вреза калибра I в валки увеличивается захватывающая способность, а значит и величина максимального обжатия металла в калибре, что также способствует увеличению смещенного по высоте объема металла. Одновременно с увеличением смещенного по. высоте металла уменьшается доля металла, смещенного
з поперечном направлении (уширение) за счет сдерживающих боковых наклонных вогнутых стенок 8, 15 и 11, 16 калибра. Все это способствует увеличению вытяжной способности обжимного калибра I.
После выхода из обжимного калибра раскат 17 без кантовки прокатывается в шестиугольном пластовом калибре И (фиг. 2), образованном врезанными в валки 18. 19 ручьями, состоящими из двух конических
поверхностей 20, 21 и дна 22, выполненного в виде цилиндра или выпуклой бочкообразной поверхности, Сочетание размеров и формы раската 17, выходящего из обжимного калибра, и шестиугольного пластового калибра обеспечивает надежное центрирование раската в нем и высокую вытяжную способность, обеспечивающую сдерживание уширения металла наклонными боковыми стенками 20, 21 калибра при
повышенной тенденции смещению металла по высоте.
После выхода из валков 18 и 19 шестиугольный раскат 23 кантуется на 90 град, и
прокатывается в квадратном калибре III (фиг. 3), образованном коническими поверхностями 24,25 и 26,27, врезанными в валки 28 и 29. С целью обеспечения максимальной вытяжной способности квадратного калибpa III, определяемого предельным углом захвата валков 28 и 29. боковые поверхности 30 и 31 шестиугольного раската целесообразно выполнять вогнутыми, обеспечивая свободное пространство на уширение и исключая переполнение калибра.
Сочетание трех последовательно расположенных восьмиугольного I, шестиугольного II и квадратного III диагонального калибров обеспечивает высокий суммарный коэффициент вытяжки металла, равный 3,5-6.
С целью увеличения вытяжной способности системы калибров шестиугольный пластовый калибр II (фиг. 2) выполняют с бльшим соотношением горизонтальной оси к высоте, а последующую прокатку шестиугольной полосы 23 (фиг. 3) после ее кантовки на 90 град, осуществляют в двух последовательно расположенных диагональных квадратных калибрах с уменьшающимися по ходу прокатки размерами.
Пример. Опытную прокатку для исследования системы вытяжных калибров осуществляли на лабораторном стане 100 ДПИ. На валках диаметром 112 мм нарезали пять восьмиугольных калибров, каждый из которых образован двумя ромбами, совмещенными по большим диагоналям, перекрывающих друг друга на величину равную 0,2; 0,3; 0.5: 0,6; 0,7 их длины. На тех же валках нарезали пять пластовых шестиугольных калибров, у которых ширина по дну калибра и угол наклона боковых граней соответственно равны восьмиугольным калибрам, и два диагональных квадратных калибра.
Размеры калибров приведены в таблице.
В качестве исходных заготовок использовали свинцовые образцы прямоугольного сечения, размеры которых также приведены в таблице.
На боковые поверхности заготовок для определения выгяжки наносились две базовые отметки, расстояние между которыми равно 100 мм. По изменению расстояния между отметками до и после прокатки определяли коэффициент вытяжки и, следовательно, вытяжную способность калибра.
Ширину исходной заготовки определяли экспериментально из условия центрирования раската в калибре.
Прямоугольную заготовку с размерами 15,3x12 мм задавали в восьмиугольный калибр, образованный двумя ромбическими пластовыми калибрами, совмещенными по ширине диагоналями, перекрывающими друг друга на величину, равную 0,22 их длины. Ширина калибра равна 23 мм. высота 9 мм при зазоре между валками 3 мм. Прокатка осуществлялась на скорости, равной 0.02 м/с. После прокатки измеряли размеры раската и расстояние между базовыми отметками. Максимальное обжатие по гребню
калибра равно 9.6 мм, угол захвата равен 23.7 град.
За счет преимущественного обжатия средней части раската наблюдалось преимущественное течение металла в продольном направлении, коэффициент вытяжки составил 1,86 при уширении 3,6 мм.
Аналогично осуществляли прокатку в восьмиугольных калибрах с величиной перекрытия равной 0,3; 0.5; 0,6; 0,7 ширины диагонали ромбического пластового калибра. Режимы прокатки и размеры калибров и раскатов приведены в таблице. При прокатке в восьмиугольном калибре с величиной
перекрытия, равной 0,7 длины диагонали образующих ромбов, наблюдалась минимальная вытяжная способность восьмиугольного калибра, которая приближается к шестиугольному.
Сформированные восьмиугольные раскаты прокатывали в соответствующих шестиугольных калибрах. Калибры имели стрелу прогиба равную 0,25 мм. Размеры калибров и режимы прокатки приведены в
таблице.
После прокатки в шестиугольных калибрах раскаты прокатывали в квадратных диагональных калибрах, регулируя величину обжатия изменением зазора между валками. При прокатке шестиугольной заготовки, образованной из восьмиугольного раската с величиной перекрытия, равной 0,22 длины диагонали ромбического калибра, в диагональном квадратном калибре на квадратном раскате образовывался продольный закат в местах впадин, образованных при прокатке в восьмиугольном калибре.
Таким образом, наиболее оптимальная величина перекрытия двух пластовых ромбических калибров, образующих восьмиугольный калибр, равна 0,3-0,6 их длины.
Формула изобретения
1. Системы вытяжных калибров, включающая последовательно расположенные восьмиугольный и шестиугольный пластовые и диагональный квадратный калибры, отличающаяся тем, что, с целью повышения вытяжной способности системы
калибров, восьмиугольный пластовый калибр образован двумя ромбами, совмещенными по большим диагоналям, причем диагонали каждого из них перекрывают друг друга на 0,3-0,6 их длины.
2. Система по п. 1, отличающая- с я тем, что она включает дополнительно второй, расположенный по ходу прокатки, диагональный квадратный калибр меньшего размера.
Таблица калибровки валкое для исследования системы вытяжных калибров
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров непрерывно-заготовочного стана | 1986 |
|
SU1405912A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Способ обжимной прокатки слитков из малопластичных металлов | 1987 |
|
SU1577896A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
Использование: прокатка сортовых профилей. Сущность изобретения: система содержит восьмиугольный, шестиугольный и диагональный квадратный калибры. Восьмиугольный калибр образован двумя ромбами, совмешенными по большим диагоналям на 0,3-0,6 их длины. Повышается вытяжная способность системы калибров. 3 ил., 1 табл.
//
9 13 № Фиг.1
г(
| Филиппов И | |||
| Н | |||
| и др | |||
| Атлас калибровок валков прокатных станов | |||
| М.: Черметин- формация, 1965, с | |||
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
