Изобретение относится к черной ( металлургии, к производству слитков и труб из них, к кристаллизации слитков, прошивке их на косовалковом стане и прокатке труб на пилигримо- вой установке.
Цель изобретения - снижение склонности к образованию горячих трещин, обеспечение оптимальных условий прошивки на косовалковом стане и получение качественных поверхностей труб.
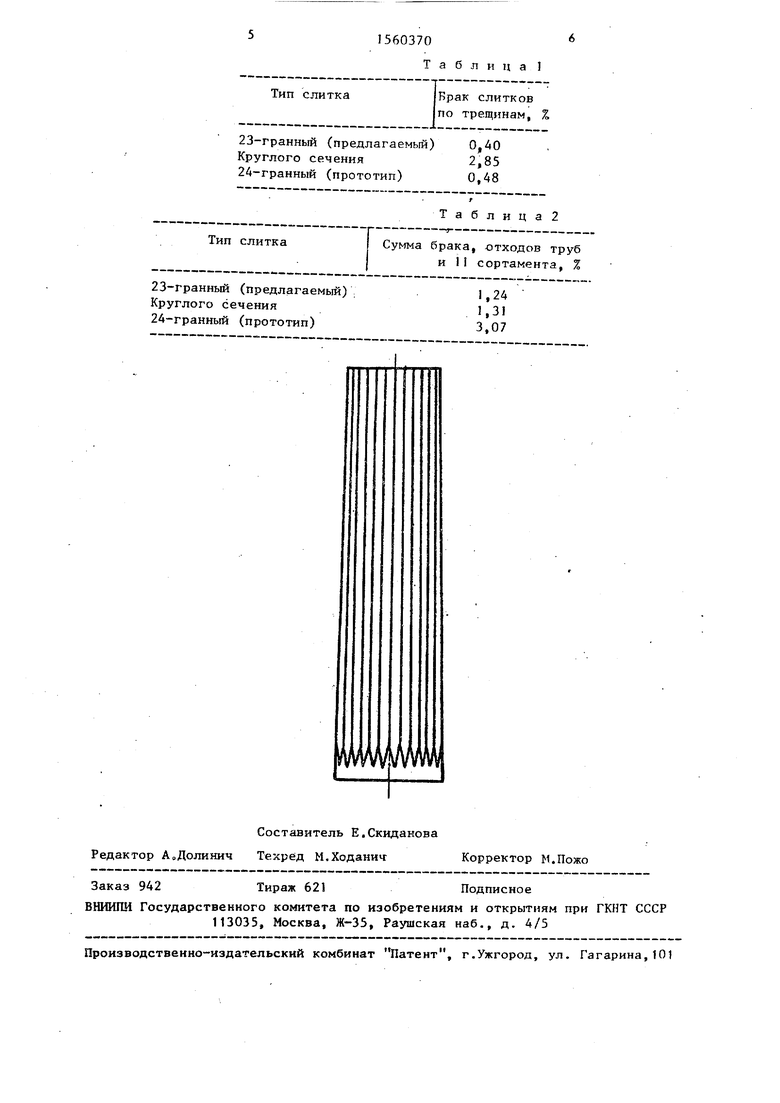
На чертеже изображен указанный сляток.
Уширенный книзу слиток имеет волнистую поверхность и цилиндрическую часть к нижнему торцу, число граней нечетное и составляет 19, 21, 23, разность радиусов описанной (по выступам) и вписанной (по впадинам) окружностей (величина высоты каждого выступа волнистой поверхности) составляет 0,8-2,5% от величины радиуса
описанной по вершинам выступов окружности.
Выбор нечетного количества граней обуславливается условиями прошивки слитка. При четном количестве граней в валки попадает одновременно два выступа или две впадины слитка. При этом резко меняется диаметр слитка в мгновенном очаге деформации и происходит отставание скорости течения, металла от скорости вращения валков, сопровождающееся образованием наружных плен. В случае нечетного числа граней в валки одновременно попадают ребро и впадина. Вследствие этого диаметр слитка, задаваемый в мгновенный очаг деформации, уменьшается и становится постоянным. При этом уменьшается общая деформация, что благоприятно сказывается при раскатке ребер без образования дефектов.
|
ДО
1
Число граней слитка (19, 21, 23) и разность между радиусами описанной (по выступам) и вписанной (по впадинам) окружностями (величина высоты выступа волнистой поверхности) в пределах 0,8-2,5% от радиуса описанной окружности обуславливаются объемом металла ребра слитка, поступающего в переработку под валками, и расстоя- нием между этими ребрами, которое должно быть достаточным для выкатки объема ребра. В противном случае ребро может закатываться в дефект - наружную плену. Для условий прошивки минимальная разность радиусов указанных окружностей должна составлять О, т.е. сечение слитка должно быть кругами. Для снижения склонности слитка к трещинообразованию указанная раз- ность должна быть не менее 0,8% от радиуса описанной окружности, а количество граней не больше 23. Уменьшение разности радиусов менее 0,8% от радиуса описанной окружности и личение числа граней до 25 и более приведет к тому, что сечение слитка приблизится к кругу, а значит, будет иметь повышенную склонность к трещинообразованию. Уменьшение склонности слитка к трещинообразованию с числом граней более 23 можно достичь за счет увеличения разности радиусов. Однако при прошивке расстояние между ребрами будет недостаточным для их выкатки без образования дефектов (плен).
Исходя из расчета величины обжатия в косовалковом стане при шаговом (по винтовой линии) перемещении граненного слитка по известным выражениям максимальная разность радиусов описанной и вписанной окружностей должна составлять 2,5% от радиуса описанной окружности В противном случае процесс вышивки застопорится и устой чивого захвата слитка не произойдет, В случае осуществления принудительного захвата обжатие по ребрам будет столь велико, что оно приведет к образованию закатов (наружных плен),
Исходя из максимально допустимой разности радиусов описанной и вписанной окружностей (2,5% от радиуса описанной окружности) минимальное число граней слитка должно быть 19, так как уже у 17-гранного слитка даже при радиусе впадины равном о°
т.е. при прямом соединении 17 точек oкDvжнocти, что нежелательно с точки зрения образования трещин, указанная разность радиусов составит 2,9% от радиуса описанной окружности Пример. В промышленных условиях был испытан слиток, уширенный книзу с 23 гранями средним диаметром описанной окружности 423 мм, разность радиусов описанной и вписанной окружностей 1,35% от радиуса описанной окружности. В результате испытаний установлено, что брак испытуемых слитков по трещинам, по сравнению со слитками круглого сечения, уменьшается более чем в 5 раз (табл.1).
. Прокатка этих слитков позволила установить большую их устойчивость при прошивке, чем на слитках с четным числом граней, отсутствие заката граней„ который наблюдается при про-; юивке 24 волновых слитков. Это положительно сказывается на качестве готовой трубы (табл„2).
В процессе испытания установили также, что новый тип слитка имеет еще ряд дополнительных преимуществ;
-увеличивается скорость разливки металла, что дает возможность облегчить условия работы в разливочном пролете}
-прокатка слитков на пилигримо- вых установках с прошивными гидравлическими прессами для получения полых стаканов не вызывает затруднений.
Формула изобретения
Слиток для прокатки труб, уширенный книзу, имеющий волнистую поверхность, к нижнему торцу переходящую в цилиндрическую, отличающийся тем, что, с целью снижения склонности к образованию горячих трещин, обеспечения оптимальных условий прошивки на косовалкозом стане и получения качественной поверхности труб, выполнен с нечетным количеством граней, преимущественно 19-23, причем величина высоты каждого выступа волнистой поверхности равна 0,8-2,5% от величины радиуса описанной по вершинам выступов окружности.
1560370
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для косовалковой прошивки | 1991 |
|
SU1773513A1 |
| Изложница для слитков | 1981 |
|
SU1036438A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 175×2,5+0,3/-0,2×2680+20/-0 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547362C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 И 426×9-18 мм НА ТПУ 8-16 C ПИЛИГРИМОВЫМИ СТАНАМИ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО КРИВИЗНЕ | 2013 |
|
RU2542150C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП450У-Ш) ДЛЯ РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2547053C1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| Валок прошивного стана | 1990 |
|
SU1766547A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2541228C2 |
| Слиток | 1986 |
|
SU1470428A1 |
Изобретение относится к черной металлургии, к производству слитков и труб из них. Цель изобретения - снижение склонности к образованию горячих трещин, обеспечение оптимальных условий прошивки на косовалковом стане с получением качественной поверхности труб. Слиток выполнен с нечетным количеством граней, преимущественно 19-23, причем величина высоты каждого выступа волнистой поверхности равна 0,8-2,5% от величины радиуса описанной по вершинам выступов окружности, что позволило установить большую устойчивость при прошивке. 2 табл.
Тип слитка
23-гранный (предлагаемый) Круглого сечения 24-гранный (прототип)
Таблица2
Сумма брака, отходов труб и 1 I сортамента, %
1,24 1,31 3,07
| Изложница для слитков | 1981 |
|
SU1036438A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
