Изобретение относится к области металлургии и может быть использовано при производстве труб на пилигримовой установке с косовалковым прошивным станом.
Известен слиток, уширенный книзу, круглого сечения, для прокатки на пилигри- мовых установках с косовалковым прошивным станом 1.
Недостатком данного слитка является его высокая склонность к трещинообразова- нию, что уменьшает, таким образом, коэффициент использования металла при производстве труб.
Известен также слиток для косовалко- вой прошивки уширенный книзу с волнистой поверхностью, переходящей к нижнему торцу в цилиндрическую, выполненный с нечетным количеством граней, преимущественно 19-23, при этом высота выступов равна 0,8-2,5% от величины радиуса описанной по вершинам выступов окружности 2.
Недостатком данного слитка является низкое качество гильз, т. к. на их поверхности при прошивке появляются плены в связи с находящейся во впадинах окалиной.
Целью изобретения является повышение качества гильз за счет снижения поверхностных плен.
Сущность изобретения заключается в том, что поверхность слитка выполнена с четным, количеством выступов, преимущественно 8-12, высота которых составляет 2,6-5,0% от радиуса описанной по выступам окружности, а образующая составляет угол 3-6° с образующей слитка.
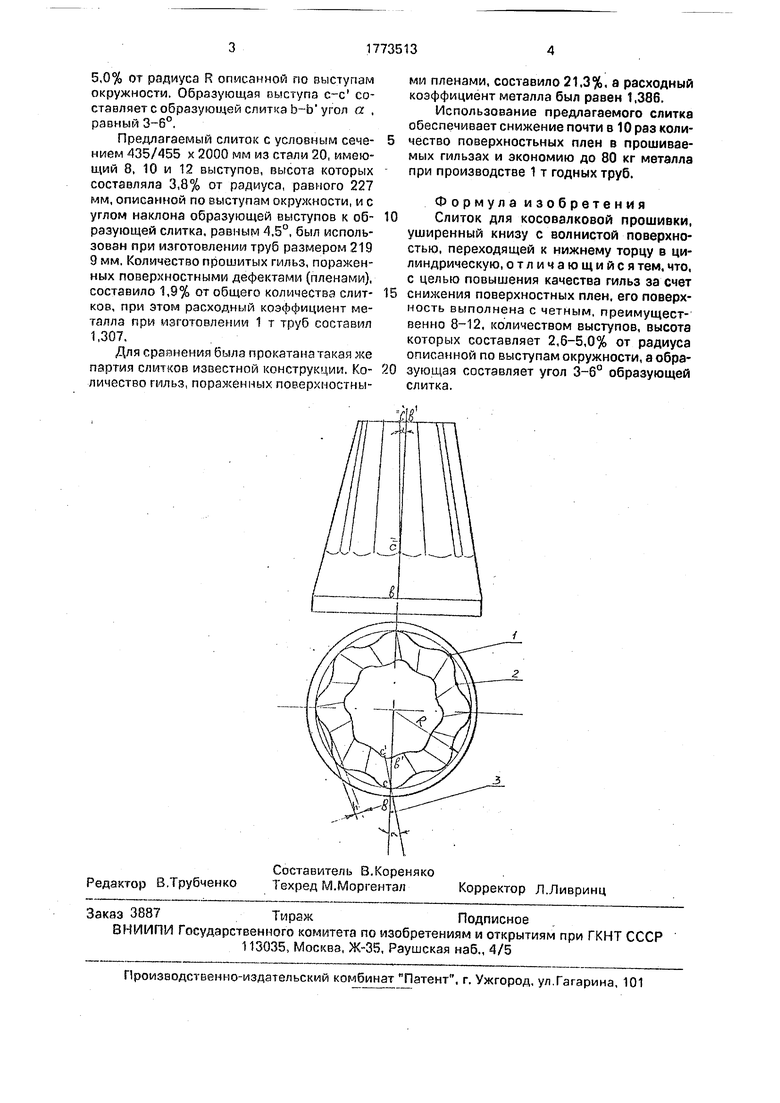
На чертеже изображен слиток в двух проекциях (для наглядности восприятия конусность слитка утрирована).
Слиток выполнен уширенным книзу с волнистой поверхностью, образованной выступами 1, четное количество которых может быть равно 8, 10 и 12, переходящей к нижнему торцу в цилиндрическую, и впадинами 2. Высота выступов h составляет 2,6ч ч со ел
со
5,0% от радиуса R описанной по выступам окружности. Образующая выступа с-с составляет с образующей слитка b-b угол а , равный 3-6°.
Предлагаемый слиток с условным сече- нием 435/455 х 2000 мм из стали 20, имеющий 8, 10 и 12 выступов, высота которых составляла 3,8% от радиуса, равного 227 мм, описанной по выступам окружности, и с углом наклона образующей выступов к об- разующей слитка, равным 4,5°, был использован при изготовлении труб размером 219 9 мм. Количество прошитых гмльз, пораженных поверхностными дефектами (пленами), составило 1,9% от общего количества слит- ков, при этом расходный коэффициент металла при изготовлении 1 т труб составил 1,307.
Для сравнения была прокатана такая же партия слитков известной конструкции. Ко- личество гильз, пораженных поверхностными пленами, составило 21,3%, а расходный коэффициент металла был равен 1,386.
Использование предлагаемого слитка обеспечивает снижение почти в 10 раз количество поверхностьных плен в прошиваемых гильзах и экономию до 80 кг металла при производстве 1 т годных труб.
Формула изобретения Слиток для косовалковой прошивки, уширенный книзу с волнистой поверхностью, переходящей к нижнему торцу в цилиндрическую, отличающийся тем, что, с целью повышения качества гильз за счет снижения поверхностных плен, его поверхность выполнена с четным, преимущественно 8-12, количеством выступов, высота которых составляет 2,6-5,0% от радиуса описанной по выступам окружности, а образующая составляет угол 3-6° образующей слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для прокатки труб | 1988 |
|
SU1560370A1 |
| Изложница для слитков | 1981 |
|
SU1036438A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 И 426×9-18 мм НА ТПУ 8-16 C ПИЛИГРИМОВЫМИ СТАНАМИ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО КРИВИЗНЕ | 2013 |
|
RU2542150C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| Изложница для отливки слитков из кипящей и спокойной стали | 1986 |
|
SU1440602A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426х10-12 мм С УПОРНОЙ РЕЗЬБОЙ "БАТТРЕСС"-"ОТБТ-426" | 2005 |
|
RU2311239C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2541228C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
Изобретение может быть использовано при производстве труб на пилигримовой установке с косовалковым прошивным станом. В слитке, имеющем волнистую поверхность, к нижнему торцу уширенную и переходящую в цилиндрическую, выполнено четное количество выступов преимущественно 8-12. Высота выступов составляет 2,6-5,0% от величины радиуса описанной по выступам окружности, образующие выступов наклонны к образующей, параллельной оси слитка на угол, равный 3-6°, 1 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сталь, 1990, № 9, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Слиток для прокатки труб | 1988 |
|
SU1560370A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
