Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является повышение срока службы устройства посредством выравнивания действующих на подшипники технологических нагрузок и сокращения времени настройки.
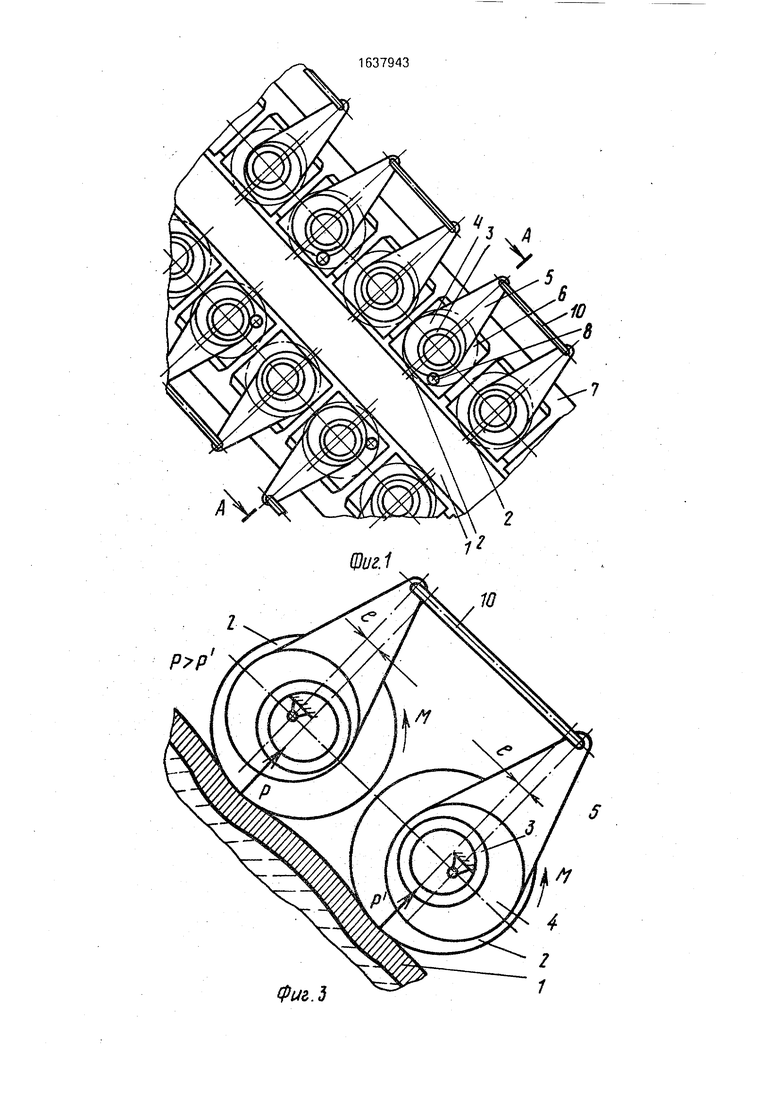
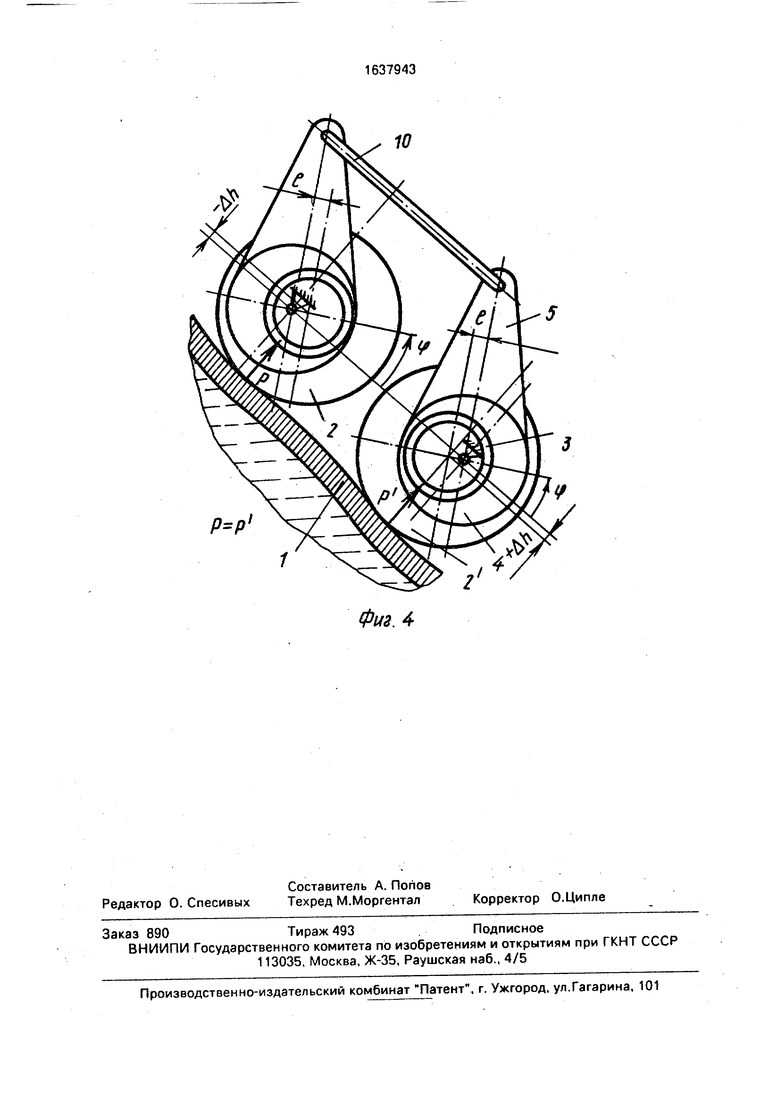
На фиг. 1 показан общий вид роликовой секции с эксцентриковыми втулками в подшипниковых узлах поддерживающих роликов; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - силовая и деформационная схемы устройства при выравнивании нагрузки между роликами.
Кристаллизующийся слиток 1 (фиг. 1,2) пропускают между двумя рядами приводных поддерживающих роликов 2, которые установлены подшипниками 3 в эксцентриковых втулках 4. Каждая эксцентриковая втулка 4 снабжена консолью 5 с возможностью вращения в цилиндрической расточке подушки 6, жестко смонтированной в корпусе роликовой секции 7 МНЛЗ. Каждая вторая эксцентриковая втулка 4 оснащена стопором 8, который фиксирует ее в исходном положении при предварительной настройке роликовой секции и в процессе прохождения затравки непрерывного слитка через машину. Устранение зацепления втулки 4 с подушкой 6 обеспечивают осевым перемещением стопора 8 от гидроцилиндра 9. Консоли 5 эксцентриковых втулок 4 соседних роликов 2 шарнирно связаны друг с другом тягами 10, причем эксцентриситеты втулок, связанных тягами, равны по величине и ориентированы относительно друг друга в противоположных направлениях.
Выравнивание нагрузки на соседние ролики МНЛЗ в процессе непрерывной разливки металлов осуществляют следующим образом.
При предварительной настройке роликовой зоны МНЛЗ стопор 8 (фиг.1) каждой пары соседних поддерживающих роликов находится в зацеплении с эксцентриковой втулкой 4, при котором обеспечивается однозначное жесткое положение двух роликов относительно корпуса 7 роликовой секции. В этом положении стопора 8 производят предварительную настройку роликов 2 на уровень поддерживаемого слитка. В период пропуска затравочного устройства стопор 8 сохраняет свое исходное положение.
После прохождения затравки пара соседних роликов 2 (фиг.З) входит в постоянный контакт с поверхностью слитка 1, воздействующего на ролики с усилиями Р и Р В силу погрешности предварительной настройки роликов 2 относительно поверхности слитка усилия Р и Р не равнозначны: Р Р либоР Р .
Произвольно допустим, что . После
удаления стопора 8 при помощи гидроцилиндра 9 из контакта с эксцентриковой втулкой 4 момент силы Р больше момента силы Р относительно осей расточек соответствующих подушек, т.е. Ре Ре, где е - эксцентриситет втулок 4.
Разность моментов сил Р и Р создает на эксцентриковых втулках крутящий момент МКр Рв - Ре, под действием они поворачиваются относительно корпуса 7 на
угол (р по часовой стрелке, перемещая на величину A h более нагруженный ролик 2 от слитка, а менее нагруженный ролик 2 - к слитку.
При этом усилие Р уменьшается на
величину Л Р , что приводит к уменьшению крутящего момента Мкр, действующего на эксцентриковые втулки 4. В случае Р - Д Р Р + Л Р вращение втулок прекращается и положение роликов 2 стабилизируется, В силу уменьшения максимальной нагрузки на наиболее нагруженный ролик долговечность подшипников повышается на величину
AT -K4)3-33-(,
где К - постоянный коэффициент, зависящий от конструкции подшипников.
Так, снижение максимального уровня, действующего на наиболее нагруженный
ролик НМЛЗ, на 5% обеспечивает увеличение долговечности подшипников на 18%, а следовательно, и повышение надежности роликовой секции.
Пример. Роликовый ручей зоны вторичного охлаждения типовой МНЛЗ криволинейного типа Ждановского металлургического комбината Азовсталь. Установка эксцентриковых втулок в подшипниковых узлах соседних поддерживающих роликов
диаметром 300 мм в пятироликовой секции МНЛЗ сокращает время настройки роликовой зоны на 30%, увеличивает долговечность подшипников на 15...25%.
Таким образом, устройство для поддержания заготовок увеличивает долговечность подшипников и сокращает время настройки поддерживающих роликов МНЛЗ. Формула изобретения 1. Устройство для поддержания заготовок в машине непрерывного литья, содержащее поддерживающие ролики, установленные посредством подшипников в смонтированных в роликовой секции подушках, отличающееся тем, что, с
целью повышения срока службы устройства посредством выравнивания действующих на подшипники технологических нагрузок и сокращения времени настройки, подшипники установлены в подушках посредством эксцентриковых втулок, каждая из которых выполнена с консолью, при этом консоли
двух соседних роликов шарнирно соединены тягой, а эксцентриситеты втулок этих роликов равны по величине и противоположно направлены.
2. Устройство по п.1,отличающее с я тем, что одна из втуло.к снабжена стопорным элементом.
Фм.Ъ
1637943
-л/
1
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорная секция двухручьевой машины непрерывного литья слитков прямоугольного поперечного сечения | 1988 |
|
SU1560378A1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2005 |
|
RU2264275C1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1734933A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2003 |
|
RU2253542C2 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1696116A1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Цель изобретения - повышение срока службы устройства посредством выравнивания действующих на подшипники технологических нагрузок и сокращения времени настройки. Кристаллизующийся слиток 1 А А ®Фиг. 2. пропускают между двумя рядами приводных поддерживающих роликов 2, которые установлены подшипниками 3 в эксцентриковых втулках. Каждая эксцентриковая втулка снабжена консолью 5 с возможностью вращения в цилиндрической растопке подушки 6, жестко смонтированной в корпусе 7 роликовой секции МНЛЗ. Каждая вторая эксцентриковая втулка оснащена стопором 8, который фиксирует ее в исходном положении при предварительной настройке роликовой секции и в процессе прохождения затравки слитка через машину. Устранение зацепления втулки с подушкой 6 обеспечивает осевое перемещение стопора 8 от гидроцилиндра. Консоли 5 -эксцентриковых втулок соседних роликов 2 шарнирно связаны друг с другом тягами 10, причем эксцентриситеты втулок, связанных тягами, равны по величине и ориентированы относительно друг друга в противоположных направлениях. 1 з.п.ф-лы, 4 ил. повернуто F Г.% 10 s| ю 1 СА
Фиг. 4
| Бровман М.Я | |||
| и др | |||
| Энергосиловые параметры установок непрерывной разливки сталей | |||
| М.: Металлургия, 1969, с.21. |
