сд
ОЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| ДВУСТОРОННИЙ ЭЛЕКТРОННЫЙ ПРИБОР | 1998 |
|
RU2190284C2 |
| УСТРОЙСТВО для УКЛАДКИ в КОРОБКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1969 |
|
SU257331A1 |
| Привязь для коров | 1989 |
|
SU1819546A1 |
| МИКРОРАЗЪЕМ | 1991 |
|
RU2040087C1 |
| Устройство для ориентации деталей типа колпачков | 1990 |
|
SU1799713A1 |
| Устройство для отгибки краев полуфабриката | 1987 |
|
SU1549633A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МНОГОВЫВОДНЫХ РАДИОЭЛЕМЕНТОВ НА ПЕЧАТНУЮ ПЛАТУ | 1994 |
|
RU2074539C1 |

Изобретение относится к релестроению. Цель изобретения - повышение производительности изготовления и качества изделия. Формирование выводных штырей в планарные выводы производят путем расположения выводных штырей с заданным шагом между собой, затем фиксируют и устанавливают их в гибочный механизм, предварительно вставив шуп между рядами выводных штырей, после чего собранный узел располагают в устройстве, воздействуют на выводные штыри, осуществляя их объемную гибку в горизонтальной и вертикальной плоскостях. Устройство включает в себя гибочный механизм, щуп, пресс и зажим. Гибочный механизм состоит из двух пластин, шарнирно соединенных между собой, на торце каждой пластины выполнены зубья с отверстиями, выступы со скосами и упоры. Количество зубьев соответствует количеству выводов в ряду реле с межцентровым расстоянием, равным удвоенному шагу планарных выводов, и глубиной зуба, равной половине межрядного расстояния выводов, и дополнительно снабжено щупом, выполненным в виде пластины, высота которой равна расстоянию между выводами в рядах реле, а ширина - расстоянию от основания реле до места гибких верхних выводов. в результате появилась возможность изготавливать планарные выводы цельными. 2 с.п. ф-лы, 3 ил.
Изобретение относится к технологии изготовления узлов герметизированных приборов, имеющих двухрядные несимметричные расположения выводов, устанавливаемые на многослойные печатные платы, и может быть использовано на предприятиях, изготовляющих реле с планарными выводами.
Цель изобретения - повышение производительности изготовления и качества изделия.
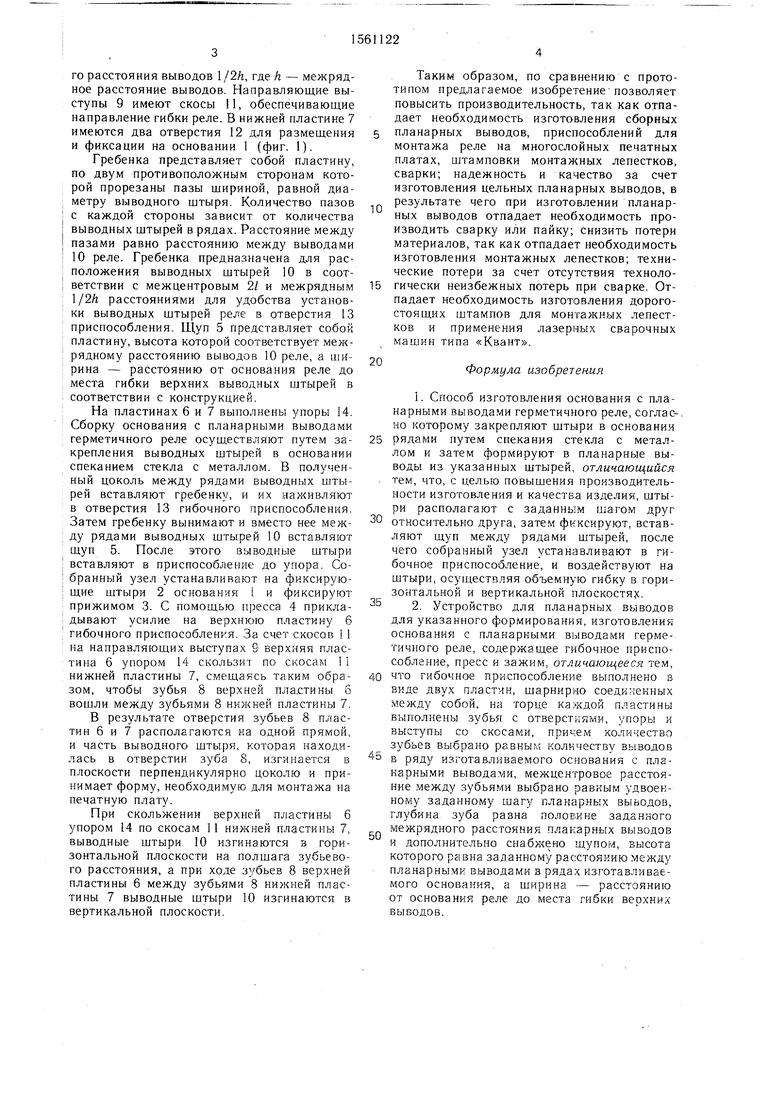
На фиг. 1 приведено устройство для формирования выводных штырей в планар- ные выводы; на фиг. 2 и 3 - узел гибки в двух положениях.
Устройство для формироания выводных штырей в пленарные выводы содержит основание 1, на котором установлены два фиксирующих штыря 2, зажим 3, пресс 4, гибочное приспособление, специальные приспособления - гребенку (не показана) и щуп 5 (фиг. 1).
Гибочное приспособление представляет собой шарнирно соединенные две пластины 6 и 7. На свободном конце каждой пластины 6 и 7, параллельно их продольной оси выполнены зубья 8 и направляющие выступы 9. Количество зубьев 8 соответствует количеству выводов 10 в каждом ряду реле с межцентровым расстоянием, равным удвоенному шагу 2/ пленарных выводов, где / - расстояние между планарными выводами, и глубиной зуба, равной половине межрядно1C
1C
го расстояния выводов l/2/i, где h - межрядное расстояние выводов. Направляющие выступы 9 имеют скосы 1, обеспечивающие направление гибки реле. В нижней пластине 7 имеются два отверстия 12 для размещения и фиксации на основании 1 (фиг. 1).
Гребенка представляет собой пластину, по двум противоположным сторонам которой прорезаны пазы шириной, равной диаметру выводного штыря. Количество пазов с каждой стороны зависит от количества выводных штырей в рядах. Расстояние между пазами равно расстоянию между выводами 10 реле. Гребенка предназначена для расположения выводных штырей 10 в соответствии с межцентровым 21 и межрядным 1/2/г расстояниями для удобства установки выводных штырей реле в отверстия 13 приспособления. Щуп 5 представляет собой пластину, высота которой соответствует межрядному расстоянию выводов 10 реле, а шй рина - расстоянию от основания реле до места гибки верхних выводных штырей в соответствии с конструкцией.
На пластинах 6 и 7 выполнены упоры 14. Сборку основания с планарными выводами герметичного реле осуществляют путем закрепления выводных штырей в основании спеканием стекла с металлом. В полученный цоколь между рядами выводных штырей вставляют гребенку, и их наживляют в отверстия 13 гибочного приспособления Затем гребенку вынимают и вместо нее между рядами выводных штырей 10 вставляют щуп 5. После этого выводные штыри вставляют в приспособление до упора. Собранный узел устанавливают на фиксирующие штыри 2 основания i и фиксируют прижимом 3. С помощью пресса 4 прикладывают усилие на верхнюю пластину 6 гибочного приспособления. За счет скосов 11 на направляющих выступах S верхняя пластина 6 упором 14 скользит по скосам 11 нижней пластины 7, смещаясь таким образом, чтобы зубья 8 верхней пластины 6 вошли между зубьями 8 нижней пластины 7.
В результате отверстия зубьев 8 пластин 6 и 7 располагаются на одной прямой и часть выводного штыря, которая находилась в отверстии зуба 8, изгипается в плоскости перпендикулярно цоколю и принимает форму, необходимую для монтажа на печатную плату.
При скольжении верхней пластины 6 упором 14 по скосам 11 нижней пластины 7, выводные штыри 10 изгинаются з горизонтальной плоскости на полшага зубьево- го расстояния, а при ходе зубьев 8 верхней пластины 6 между зубьями 8 нижней пластины 7 выводные штыри 10 изгинаются в вертикальной плоскости.
Таким образом, по сравнению с прототипом предлагаемое изобретение позволяет повысить производительность, так как отпадает необходимость изготовления сборных
пленарных выводов, приспособлений для монтажа реле на многослойных печатных платах, штамповки монтажных лепестков, сварки; надежность и качество за счет изготовления цельных пленарных выводов, в результате чего при изготовлении планар- ных выводов отпадает необходимость производить сварку или пайку; снизить потери материалов, так как отпадает необходимость изготовления монтажных лепестков; технические потери за счет отсутствия технологически неизбежных потерь при сварке. Отпадает необходимость изготовления дорогостоящих штампов для монтажных лепестков и применения лазерных сварочных машин типа «Квант.
20
Формула изобретения
5 рядами путем спекания стекла с металлом и затем формируют в пленарные выводы из указанных штырей, отличающийся тем, что, с целью повышения производительности изготовления и качества изделия, штыри располагают с заданным шагом друг
0 относительно друга, затем фиксируют, вставляют щуп между рядами штырей, после чего собранный узел устанавливают в гибочное приспособление, и воздействуют на штыри, осуществляя объемную гибку в горизонтальной и вертикальной плоскостях.
5 2. Устройство для пленарных выводов для указанного формирования, изготовления основания с планарными выводами герметичного реле, содержащее гибочное приспособление, пресс и зажим, отличающееся тем,
0 что гибочное приспособление выполнено в виде двух пластин, шарнирно соединенных между собой, на торце каждой пластины выполнены зубья с отверстиями, упоры и выступы со скосами, причем количество зубьев выбрано равным количеству выводов
5 в ряду изготавливаемого основания с пленарными выводами, межцентровое расстояние между зубьями выбрано равным удвоенному заданному шагу пленарных выводов, глубина зуба равна половине заданного межрядного расстояния пленарных выводов и дополнительно снабжено щупом, высота которого равна зал энному расстоянию между пленарными выводами з рядах изготавливаемого основания, а ширина - расстоянию от основания реле до места гибки верхних выводов.
0
Риг. 1
Фиг.з
| Рудык А | |||
| Р., Любинский Д | |||
| Л | |||
| Технология миниатюрных реле | |||
| Л.: Энергоиздат, 1982, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| КАТОК ДЛЯ ФОРМОВКИ КИРПИЧЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ РАЗЛИТОЙ ПО ПОЛЮ СУШКИ ТОРФЯНОЙ МАССЫ | 1923 |
|
SU477A1 |
