Изобретение относится к механосборочному производству, в частности к устройствам для сборки изделий типа электрических соединителей, применяемых в приборостроении, радио- и электротехнической промьшшенности, и является усовершенствованием устройства по авт. св. № 1391857.
Цель изобретения - расширение технологических возможностей и повышение надежности путем снабжения устройства двумя дополнительными механизмами, механизмом поджима подаваемых на сборку контактов и механизмом гибки контактов.
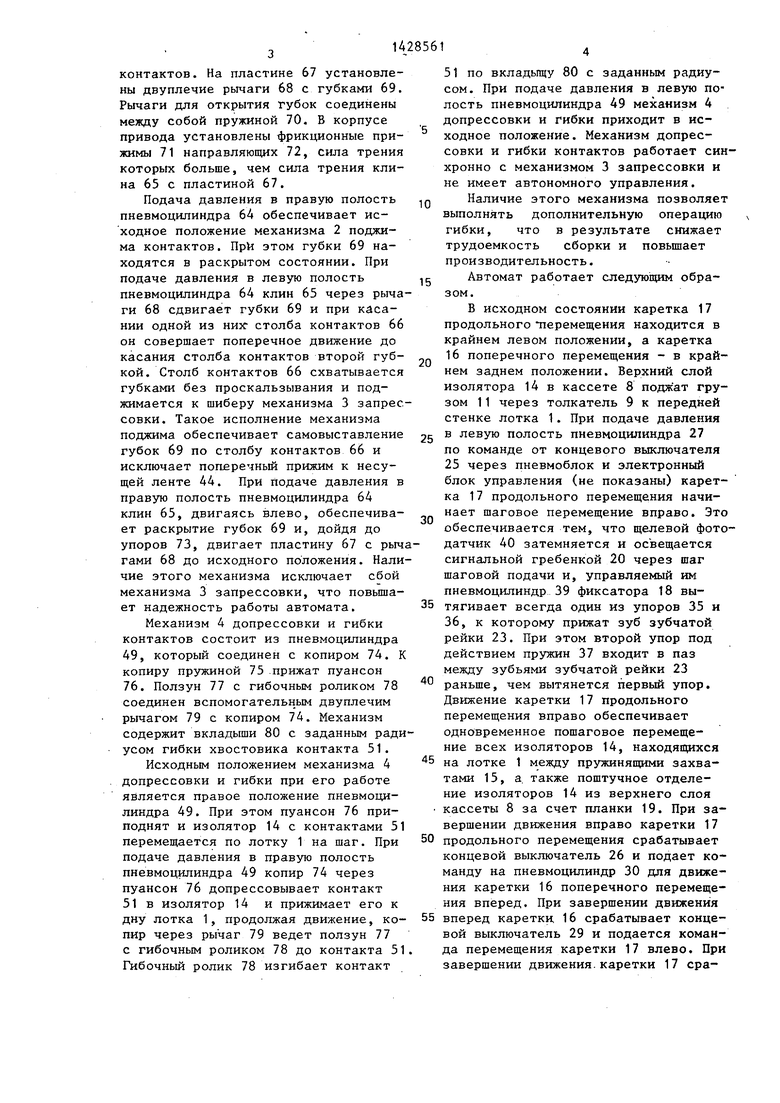
На фиг. 1 изображена кинематическая схема, автомата; на фиг. 2 - конструктивная схема механизма поджима контактов; на фиг. 3 - контакт с лентой; на фиг. 4 - конструктивная схема механизма допрессовки и гибки контактов.
Автомат содержит лоток 1, на котором на соответствующих по назначению позициях размещены механизм 2 поджима контактов, механизм 3 предварительной запрессовки, механизм 4 до- прессовки и гибки контактов, датчик 5 контроля правильности -набора контактов, механизм 6 резки и механизм 7 выгрузки. Лоток 1 на позиции загрузки изоляторов соединен с механизмом загрузки изоляторов, который содержит кассету 8, толкатель 9, электродвигатель 10, через груз 11 и концевые выключатели 12 и 13.
Изоляторы 14 в лотке 1 расположены между собой с зазорами, в которые входят пружинящие захваты 15.
Устройство шагового перемещения изоляторов состоит из каретки 16 поперечного перемещения, на которой установлена каретка 17 продольного перемещения, и фиксатора 18. На каретке 17 продольного перемещения установлены пружинящие захваты 15, планка 19, сигнальная гребенка 20, программоносители запрессовки 21 и резки 22, зубчатая рейка 23, рычаг 24, взаимодействующий в крайних положениях с концевыми выключателям 25 и 26 к соединенный со штоком пневмоцилиндра 27. Каретка 16 поперечного перемещения, взаимодействующая в крайних положениях с концевыми выключателями 28 и 29, соединена со штоком пневмоцилинДра 30. Пне моцилиндры 27 и 30 для демпфировани
0
5
0
5
0
5
0
5
движения кареток 16 и 17 подключены к пневмоблоку через регулируемые дроссели 31 - 34. Фиксатор 18 содержит два упора 35 и 36 со штифтами, пружины 37, крестовину 38, соединенную со штоком пневмоцилиндра 39. Расстояние между рабочими поверхностями упоров 35 и 36 кратно нечетному числу шагов шаговой подачи. Шаги зубчатой рейки 23 и сигнальной гребенки 20 равны двум шагам шаговой подачи. Съем сигналов с гребенки 20 и программоносителей запрессовки 21 и резки 22 осуществляется соответственно щелевыми фотодатчиками 40 - 42. Механизм 43 ориентации контактов с ленточным накопителем 44 соединен с механизмом 3 предварительной запрессовки, который имеет механизм 2 поджима контактов, щелевые фотодатчики 45 и 46 верхнего и нижнего положения шибера 47, соединенного со штоком пневмоцилиндра 48. Последний подключен параллельно пневмоцилиндру 49 механизма 4 допрессовки и гибки.
Нож 50 механизма 6 резки выполнен в виде трапеции с боковыми режущими кромками, продольной канавкой и торцовым скосом, образующим ловитель для вхождения в паз между контактами 51 для резки изолятора.
Механизм 6 резки снабжен щелевыми фотодатчиками 52 и 53 верхнего и нижнего положения ножа 50, соединенного со штоком пневмоцилиндра 54. Для выгрузки изоляторов 14 с площадки 55 служит механизм 7 выгрузки, в котором имеется электродвигатель 56, кулачок 57, ползун 58, щелевой фотодатчик 59, взаимодействующий с флажком 60. Под отводящими лотками
61площадки 55 установлены коробки
62и 63 для годных и бракованных изоляторов соответственно.
Электронный блок управления и пневмоблок, которые через щелевые фотодатчики и концевые выключатели управляют электродвигателями и пнев- моцилиндрами, не показаны. .
Механизм 2 поджима контактов сот держит привод в виде пневмоцилиндра 64, который соединен с клином 65 с возможностью его поперечного самоустановления по столбу контактов 66.
Клин 65 прижат прижиной (не показана) к пластине 67 с целью сохранения поперечного положения клина после его самоустановления по столбу
контактов. На пластине 67 установлены двуплечие рычаги 68 с губками 69. Рычаги для открытия губок соединены между собой пружиной 70. В корпусе привода установлены фрикционные прижимы 71 направляю1цих 72, сила трения которых больше, чем сила трения клина 65 с пластиной 67.
Подача давления в правую полость пневмодилиндра 64 обеспечивает исходное положение механизма 2 поджима контактов. При этом губки 69 находятся в раскрытом состоянии. При подаче давления в левую полость пневмоцилиндра 64 клин 65 через рычаги 68 сдвигает губки 69 и при касании одной из них- столба контактов 66 он совершает поперечное движение до касания столба контактов второй губкой. Столб контактов 66 схватывается губками без проскальзывания и поджимается к шиберу механизма 3 запрессовки. Такое исполнение механизма поджима обеспечивает самовыставление губок 69 по столбу контактов 66 и исключает поперечный прижим к несущей ленте 44. При подаче давления в правую полость пневмоцилиндра 64 клин 65, двигаясь влево, обеспечивает раскрытие губок 69 и, дойдя до упоров 73, двигает пластину 67 с рычгами 68 до исходного положения. Наличие этого механизма исключает сбой механизма 3 запрессовки, что повьш1а- ет надежность работы автомата.
Механизм 4 допрессовки и гибки контактов состоит из пневмоцилиндра 49, который соединен с копиром 74. К копиру пружиной 75 .прижат пуансон 76. Ползун 77 с гибочным роликом 78 соединен вспомогательным двуплечим рычагом 79 с копиром 74. Механизм содержит вкладыши 80 с заданным радиусом гибки хвостовика контакта 51.
Исходным положением механизма 4 допрессовки и гибки при его работе является правое положение пневмоцилиндра 49. При этом пуансон 76 приподнят и изолятор 14 с контактами 51 перемещается по лотку 1 на шаг. При подаче давления в правую полость пневмоцилиндра 49 копир 74 через пуансон 76 допрессовывает контакт 51 в изолятор 14 и прижимает его к дну лотка 1, продолжая движение, копир через рычаг 79 ведет ползун 77 с гибочным роликом 78 до контакта 51 Гибочный ролик 78 изгибает контакт
5
51 по вкладьпцу 80 с заданным радиусом. При подаче давления в левую полость пневмоцилиндра 49 механизм 4 допрессовки и гибки приходит в исходное положение. Механизм допрессовки и гибки контактов работает синхронно с механизмом 3 запрессовки и не имеет автономного управления.
Наличие этого механизма позволяет выполнять дополнительную операцию гибки, что в результате снижает трудоемкость сборки и повышает производительность.
Автомат работает следующим образом.
В исходном состоянии каретка 17 продольного перемещения находится в крайнем левом положении, а каретка 16 поперечного перемещения - в крайнем заднем положении. Верхний слой изолятора 14 в кассете 8 поджат грузом 11 через толкатель 9 к передней стенке лотка 1. При подаче давления 5 в левую полость пневмоцилиндра 27 по команде от концевого выключателя 25 через пневмоблок и электронный блок управления (не показаны) каретка 17 продольного перемещения начинает шаговое перемещение вправо. Это
0
0
обеспечивается тем, что щелевой фотодатчик 40 затемняется и освещается сигнальной гребенкой 20 через шаг шаговой подачи и, управляемый им пневмоцилиндр 39 фиксатора 18 вы5 тягивает всегда один из упоров 35 и 36, к которому прижат зуб зубчатой рейки 23. При этом второй упор под действием пружин 37 входит в паз между зубьями зубчатой рейки 23 раньше, чем вытянется первый упор, Движение каретки 17 продольного перемещения вправо обеспечивает одновременное пошаговое перемещение всех изоляторов 14, находящихся
на лотке 1 между пружинящими захватами 15, а. также поштучное отделение изоляторов 14 из верхнего слоя кассеты 8 за счет планки 19. При завершении движения вправо каретки 17
0 продольного перемещения срабатывает концевой выключатель 26 и подает команду на пневмоцилиндр 30 для движения каретки 16 поперечного перемещения вперед. При завершении движения
5 вперед каретки, 16 срабатывает концевой выключатель 29 и подается команда перемещения каретки 17 влево. При завершении движения.каретки 17 ера-
батывает концевой выключатель 25 и подается команда на пневмоцилиндр 30 для движения каретки 16 поперечного движения назад. Цикл движения на длину изолятора 14 завершается, происходит перехват всех изоляторов 14, размещенных в лотке 1. Прижимы в лотке 1 предохраняют изоляторы 1A от
и зажимает изолятор 14. Дальнейшим движением штока пневмоцилиндра 49 через промежуточный рычаг 79 и ползун 77 гибочным роликом 78 производится гибка хвостовика контактов 51.
Нож 50 механизма 6 резки при движении вниз входит нижним концом в неприкрытую изгибом контакта 51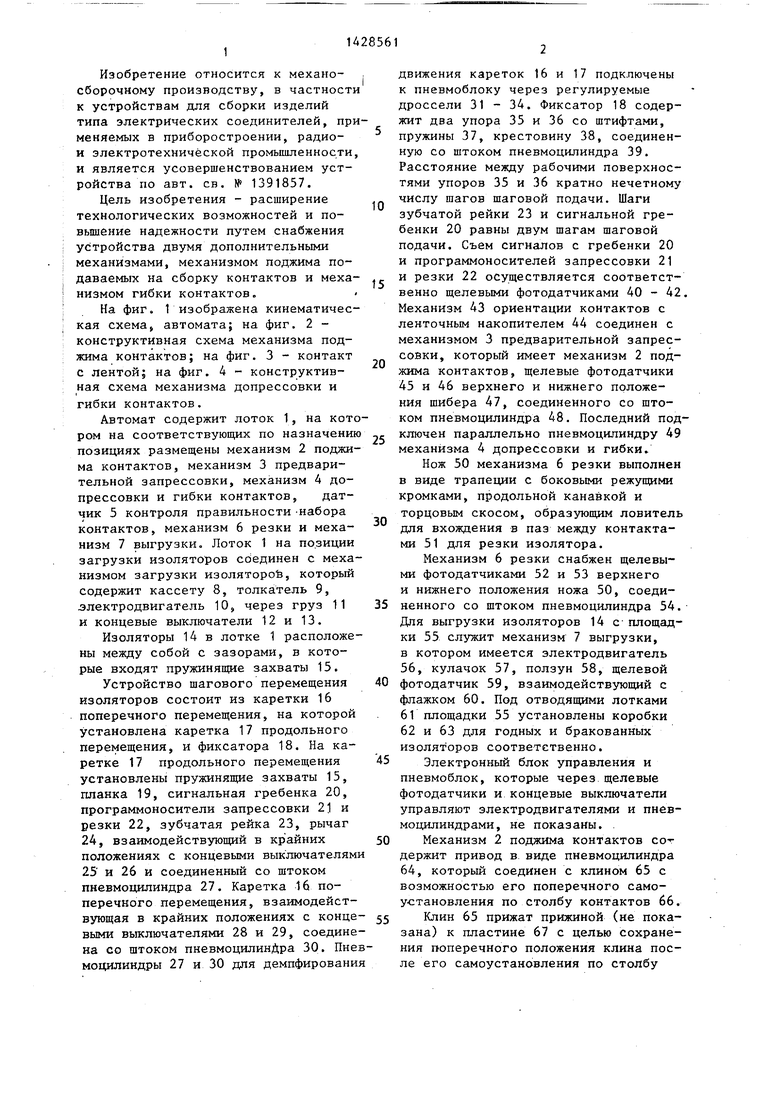

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |

Изобретение относится к механосборочному производству, в частности к устройствам для сборки изделий типа электрических соединителей. Цель изобретения - расширение технологических возможностей и повышение надежности путем снабжения устройства двумя дополнительными механизмами (М): поджима подаваемых на сборку контактов (К) и гибки К. Изоляторы загружаются из кассеты в лоток и подаются по нему при помощи М шагового перемещения последовательно на позиции предварительной запрессовки, допрессовки и гибки К, контроля, резки и выгрузки. М лодкима обеспечивает прижим К к шиберу М предварительной запрессовки. При этап конструкция М поджима исключает трение К о несущую направляющую ленту. М гибки К обеспечивает вьшолненне этой операции одновременно с их до- прессовкой в изоляторы. Для этого ис- Р полнительный орган М - ползун с роля- в ком - кинематически связан с копиром, установленным на штоке силового цилиндра. -4 ил. (Л
смещения. При выработке слоя изолято- Q часть паза изолятора и за счет нали- Р0В 14 срабатывает концевой выключа- чин продольной канавки, не касаясь
тель 12, подается команда на подъем кассеты 8 на шаг между рядами изоля- тдра 14 (механизм подъема кассеты не показан). При завершении подъема кас- с сеты 8 на шаг электродвигателя 10 выключается, толкатель 9 за счет груза 11 поджимает очередной слой изоляторов 14 к передней стенке лотка 1.
Програйм а необходимых схем сборки „., и резки набирается вьщвижением штырей программоносителей запрессовки
21и резки 22, Когда штырь программоносителя запрессовки 21 или резки
22перекрывает шель фотодатчика 41 или 42, выдается команда на запрет шаговой подачи, от пневмоцилиндра 48 и 49 срабатывают механизмы предварительной запрессовки 3 и допрессовки и гибки контактов 4, а от пневмоцилиндра 54 срабатывает механизм 6 резки. Контакты 51 из механизма 43 ориентации контактов по наклонному ленточному накопителю 44 поступают на горизонтальный участок ленты.
контакта 51 боковыми режущи кромками изнутри, разрезает перемычки между ячейками.
Через датчик 5 правильности набора контактов злектронный блок управления осуществляет на казкдом шаге сравнение наличия контактов в изоляторе с заданной программоносителем 21 схемой сборки и, при ошибке набора в любой ячейке изолятора сигнал ошибки через два цикла выдает запрет на выталкивание комплекта нарезанных из целого изолятора 14 соедини- 25 телей с линии лотка 1. В следующем цикле этот комплект сталкивается в коробку 63 следующим за ним изолятором. Совпадение заданной схемы сборки с набором контактов в изоляторе 14 дает через два цикла команду на электродвигатель 56, который совершает один оборот, выключается щелевым фотодатчиком 59, и через кулачок 57, ползун 58 сдвигает разрезанный на части комплект изолятора 14 на лоток
30
где механизм 2 поджима контактов под- , где они падают в коробку 62.
жимает их в окно механизма Зпредварите. запрессовки. Контакты 51Формула изобретения
поштучно отделяются шибером 47 и
по заданной программоносителем 21
Автомат для сборки по авт. св.
схеме сборки устанавливается в ячей- № 1391857, отличающийс кй изолятора 14.
Шибер 47 и синхронно с ним пуансон 76 механизма 4 допрессовки и гибки контактов доходит до нижнего
тем, что, с целью расширения технологических возможностей и повьш1ения надежности, он снабжен механизмом поджима подаваемых на сборку контакполоЖения, далее механизм производит 5 тов и механизмом гибки контактов, гибку контакта, при этом щелевой первьш из которых выполнен в виде
фотодатчик 46 вьщает команду на переключение пневмоцилиндров 48 и 49 на возврат в исходное верхнее положение. При возврате пневмоцияиндра 48 щелевык фотодатчиком 45 снимается запрет шаговой подачи. Аналогичная последовательность команд осуществ- в механизме 6 резки щелевыми фотодатчиками 52 и 53.
На начальном участке хода штока пневмоцил индра 49 рабочий конец пуансона 76 допрессовывает контакт 51
.,
контакта 51 боковыми режущи кромками изнутри, разрезает перемычки между ячейками.
Через датчик 5 правильности набора контактов злектронный блок управления осуществляет на казкдом шаге сравнение наличия контактов в изоляторе с заданной программоносителем 21 схемой сборки и, при ошибке набора в любой ячейке изолятора сигнал ошибки через два цикла выдает запрет на выталкивание комплекта нарезанных из целого изолятора 14 соедини- 5 телей с линии лотка 1. В следующем цикле этот комплект сталкивается в коробку 63 следующим за ним изолятором. Совпадение заданной схемы сборки с набором контактов в изоляторе 14 дает через два цикла команду на электродвигатель 56, который совершает один оборот, выключается щелевым фотодатчиком 59, и через кулачок 57, ползун 58 сдвигает разрезанный на части комплект изолятора 14 на лоток
0
Автомат для сборки по авт. св.
№ 1391857, отличающийс
тем, что, с целью расширения технологических возможностей и повьш1ения надежности, он снабжен механизмом поджима подаваемых на сборку контакнаправляющих, смонтированных на основании перпендикулярно-направлению перемещения механизма запрессовки
гшастины, установленной с. возможностью перемещения в направляющих, вух шарнирно закрепленных на пластине подпружиненных между собой двуплечих рычагов, на одних концах которых смонтированы губкц, а на других установлены с возможностью свободного вращения ролики, а также силово- го цилиндра, на штоке которого установлен с возможностью самоустановки относительно контактов и взаимодействия с роликами клин, а механизм гибки контактов выполнен в виде смонтированных на основании направляющих, ползун с роликом, установленного с возможностью перемещения в
направляющих, а также шарнирно-за- крепленного на основании вспомогательного двуплечего рычага, установленного с возможностью взаимодействия одним концом с ползуном, а другим - с копиром механизма допрессов- ки.
Риг.1
Фиг.
77
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
