Изобретение относится к обработке металлов резанием и МОАСТ быть использовано в машиностроении при изготовлении цилиндрических зубчатых колес, преимущественно крупномодульных.
Цель изобретения - повышение производительности и качества обработки за счет исключения отрицательного влияния динамики подвижных элементов, обеспечивающих движение обката, из процесса резания.
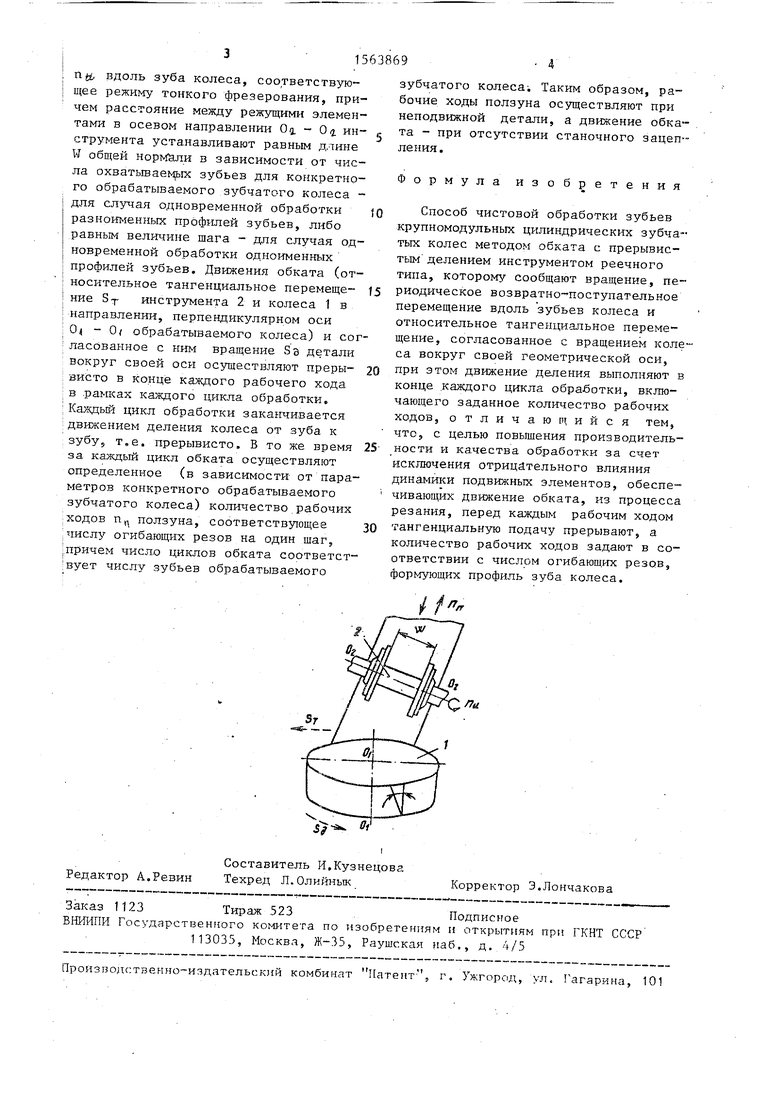
На чертеже изображена схема устройства для осуществтения предложенного способа.
Способ осуществляют следующим образом.
Процесс чистовой зубообработки крупномодульных цилиндрических зубчатых колес 1 осуществляют следующим образом: инструменту 2 сообщают пояч- шенную частоту пи вращения и задают возвратно-поступательное перемещение
О СО
п#, вдоль зуба колеса, соответствующее режиму тонкого фрезерования, причем расстояние между режущими элементами Б осевом направлении 0 а. - O/i ин- струмента устанавливают равным длине W общей нормали в зависимости от числа охватываемых зубьев для конкретного обрабатываемого зубчатого колеса - для случая одновременной обработки разноименных профилей зубьев, либо равным величине шага - для случая одновременной обработки одноименных профилей зубьев. Движения обката (относительное тангенциальное перемеще- ние ST инструмента 2 и колеса 1 в направлении, перпендикулярном оси 0 - О/ обрабатываемого колеса) и согласованное с ним вращение 5ъ детали вокруг своей оси осуществляют преры- висто в конце каждого рабочего хода в рамках каждого цикла обработки. Каждый цикл обработки заканчивается движением деления колеса от зуба к зубу9 т.е. прерывисто. В то же время за каждый цикл обката осуществляют определенное (в зависимости от параметров конкретного обрабатываемого зубчатого колеса) количество рабочих ходов п ползуна, соответствующее числу огибающих резов на один шаг, причем число циклов обката соответствует числу зубьев обрабатываемого
зубчатого колеса; Таким образом, рабочие ходы ползуна осуществляют при неподвижной детали, а движение обката - при отсутствии станочного зацепления.
Формула изобретения
Способ чистовой обработки зубьев крупномодульных цилиндрических зубчатых колес методом обката с прерывистым делением инструментом реечного типа, которому сообщают вращение, пе риодическое возвратно-поступательное перемещение вдоль зубьев колеса и относительное тангенциальное перемещение, согласованное с вращением колеса вокруг своей геометрической оси, при этом движение деления выполняют в конце каждого цикла обработки, включающего заданное количество рабочих ходов, отличаю щийся тем, что, с целью повышения производительности и качества обработки за счет исключения отрицательного влияния динамики подвижных элементов, обеспечивающих движение обката, из процесса резания, перед каждым рабочим ходом тангенциальную подачу прерывают, а количество рабочих ходов задают в соответствии с числом огибающих резов, формующих профиль зуба колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
Изобретение относится к обработке металлов резанием и может быть использовано в машиностроении при изготовлении цилиндрических зубчатых колес, преимущественно крупномодульных. Цель изобретения - повышение производительности и качества обработки за счет исключения отрицательного влияния динамики подвижных элементов, обеспечивающих движения обката, из процесса резания. Чистовую обработку крупномодульных колес выполняют следующим образом: инструменту сообщают повышенную частоту вращения и задают возвратно-поступательное перемещение вдоль зуба колеса, соответствующее режиму тонкого фрезерования, а процесс деления выполняют в конце каждого цикла обработки, включающего заданное количество рабочих ходов. Число циклов обката соответствует числу зубьев обрабатываемого зубчатого колеса. Таким образом, рабочие ходы ползуна осуществляют при неподвижной детали, а движения обката - при отсутствии станочного зацепления, что позволяет повысить производительность процесса чистового зубонарезания закаленных колес. 1 ил.
| Современное состояние зубообра- батывающей техники и направления ее дальнейшего развития | |||
| Материалы симпозиума фирмы Maag, 1980, с.50, 64s 108 и 114. |
