Изобретение относится к пайке, в частности к механизированным устройствам для газопламенной пайки.
Цель изобретения - повышение производительности за счет обеспечения возможности непрерывного режима работы линии.
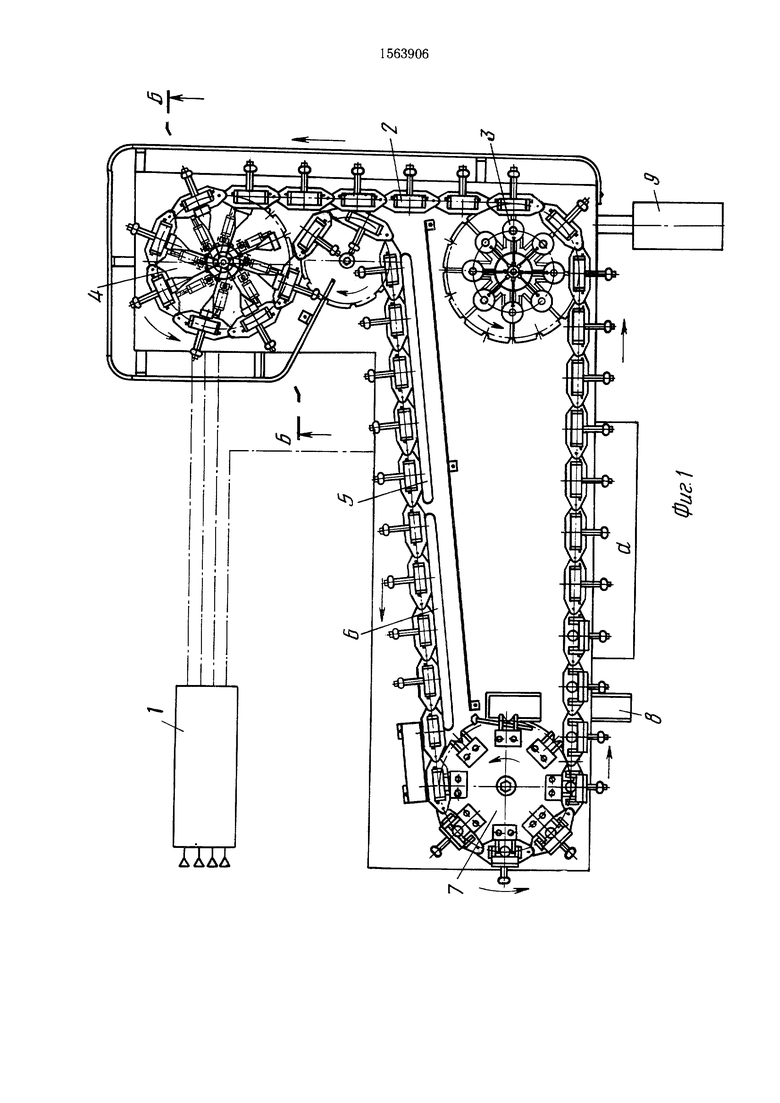
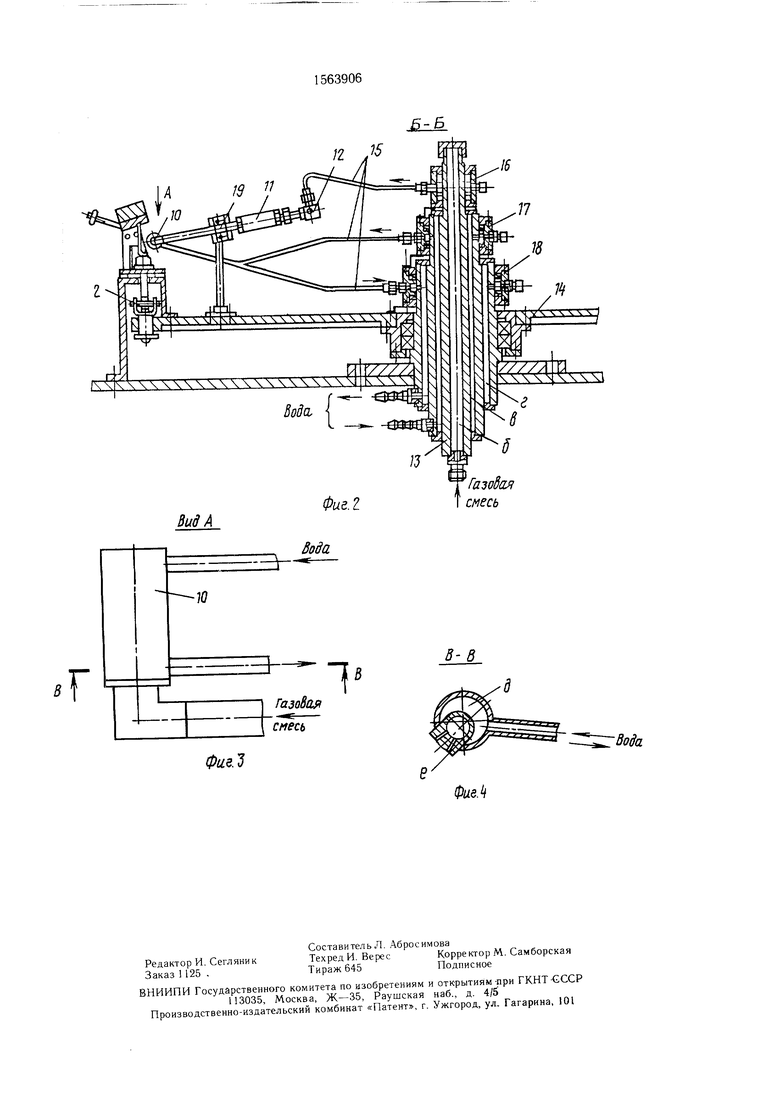
На фиг. 1 представлен внешний вид линии пайки, план; на фиг. 2 - вертикальное сечение Б-Б на фиг. 1; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вертикальное сечение В-В на фиг. 3.
Линия пайки содержит газовый пульт 1, горизонтально-замкнутый конвейер непрерывного действия с присоединенными к нему сборочными приспособлениями 2, установленные по ходу технологического процесса ротор с автоматическими дозаторами 3, блок горелок 4, устройство очистки изделий от остатков флюса 5, устройство охлаждения 6, устройство автоматического сброса паяных
изделий 7, лоток 8 и щит управления линией 9.
Блок горелок (фиг. 2) содержит охлаждаемые горелки 10, пламягасители 11, регуляторы расхода газовой смеси 12, трубчатую ось 13 ротора 14, патрубки 15, коллектор подвода газовой смеси 16, коллектор подвода охлаждения 17, коллектор отвода охлаждения 18, регулируемые стойки 19.
Линия работает следующим образом.
В зоне а линии производится сборка паяемых изделий в сборочных приспособлениях, установленных на горизонтально- замкнутом конвейере 2 непрерывного действия.
Привод конвейера обеспечивает бесступенчатое регулирование его скорости в широком диапазоне. Далее, изделия подаются к ротору с автоматическими дозаторами 3, где на учасел
OS 00
со о о
ток пайки наносится заданная доза паяльной пасты, затем изделие поступает к блоку горелок 4, где осуществляются локальный нагрев и пайка изделий. При последующем перемещении изделий по линии производится очистка мест пайки от остатков флюса направленной струей водяного пара из устройства очистки 5 и принудительное охлаждение изделий воздухом посредством устройства охлаждения 6. Охлажденные изделия переносятся в зону действия устройства автоматического удаления паяных изделий 7, где производится их съем с линии и сброс через лоток 8 в тару. Подача к линии газа, кислорода, воды и пара, регулирование их входных параметров и аварийное отключение осуществляется посредством газового пульта 1.
Наладка рабочих режимов, управление всеми системами линии пайки в наладочном и автоматических режимах производятся посредством щита управления 9.
Существенным преимуществом линии пайки является осуществление локального нагрева изделия при непрерывном режиме работы. Блок горелок (фиг. 2, 3, 4) работает слслугощим образом. Газовая смесь через полость неподвижной трубчатой оси 13 посту- пзсч во вращающийся совместно с горелками коллектор 16, снабженный герметичными уплотнениями. Из коллектора 16 газовая смесь через патрубки 15, регуляторы расхода газовой смеси 12, пламягасители 11 поступает в горелки 10. Вода для охлаждения подается через полость в оси 13, коллектор 17 и патрубки 15 в рубашку охлаждения д горелок (фиг. 4, 3), откуда через патрубки 15, коллектор 18 и полость г отводится на слив.
Пространственное положение горелок относительно паяемого изделия устанавливается посредством регулируемых стоек 19, жест
ко закрепленных на роторе 14. Вращение ротора 14 осуществляется посредством конвейера 2 Горелка 10 при прохождении сборочного приспособления, присоединенного к конвейеру 2 через зону пайки, встречает
изделие и перемещается вместе с ним, осуществляя локальный нагрев изделия и пайку. Конфигурация горелок 10 и их сопел е (фиг. 4) определяется формой паяемого соединения изделий. Конфигурация легкосъем0 ных сборочных приспособлений определяется формой паяемого изделия.
Одно из направлений применения предлагаемой линии - сборка и пайка трубчатых электронагревателей (ТЭНов) термовыключателей токами высокой частоты.
Формула изобретения
Линия пайки, содержащая газовый пульт, горизонтально замкнутый конвейер с закреп0 ленными на нем сборочными приспособлениями, блок дозаторов для нанесения паяльной пасты, устройство охлаждения, устройство автоматического сброса паяных изделий с линии, щит управления и блок горелок с коллекторами подвода газовой смеси и охлаждения, отличающаяся тем, что, с целью повышения производительности за счет обеспечения возможности непрерывного режима работы линии, она снабжена установленным за блоком горелок устройством очистки изQ делий от остатков флюса, а также ротором с трубчатой осью, установленным в зоне размещения горелок, и регулируемыми стойками, жестко закрепленными на роторе с шагом, равным расстоянию между сборочными приспособлениями на конвейере, при этом го5 релки жестко закреплены на стойках ротора, а их коллекторы подвода газовой смеси и охлаждения установлены с возможностью вращения вокруг трубчатой оси ротора.
АШ
Вид А
Фиг.г
16
Газо$ая смесь

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| Устройство для пайки изделий | 1984 |
|
SU1535687A1 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ К ПАЙКЕ | 1992 |
|
RU2012458C1 |
| КОНСТРУКЦИЯ ПАЯЛЬНОГО МАТЕРИАЛА | 2003 |
|
RU2256541C1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| ПАЯЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ АДГЕЗИВА ДЛЯ ВРЕМЕННОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2018 |
|
RU2743182C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1994 |
|
RU2066602C1 |
Изобретение относится к пайке, в частности к механизированным устройствам для газопламенной пайки, и может быть использовано в различных областях машиностроения. Цель изобретения - повышение производительности за счет обеспечения возможности непрерывного режима работы линии. Линия пайки представляет собой горизонтально замкнутый конвейер, последовательно подводящий паяемые изделия, закрепленные в приспособлениях к соответствующим узлам подготовки под пайку, пайки, охлаждения и очистки от флюса. В линии паяльные горелки закреплены на вращающемся роторе с шагом, равным шагу размещения приспособлений для пайки на конвейере. Коллекторы подвода газовой смеси и охлаждения установлены с возможностью вращения вокруг трубчатой оси ротора. Конфигурация горелок и их сопел определяется формой паяемого соединения изделия, а конфигурация съемных сборочных приспособлений определяется формой паяемого изделия. 4 ил.
Физ. З
в-в
| Гржимальский Л | |||
| Л | |||
| и др | |||
| Технология и оборудование пайки | |||
| М.: Машиностроение, 1979, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
