Фиг.
Изобретение относится к металлообработке, касается обработки шлифованием и может быть использовано при изготовлении медицинского инструмента, используемого в гистологических лабораториях.5
Цель изобретерия - повышение качества заточки путем обеспечения соответствия съема материала затачиваемого ножа износу опоры.
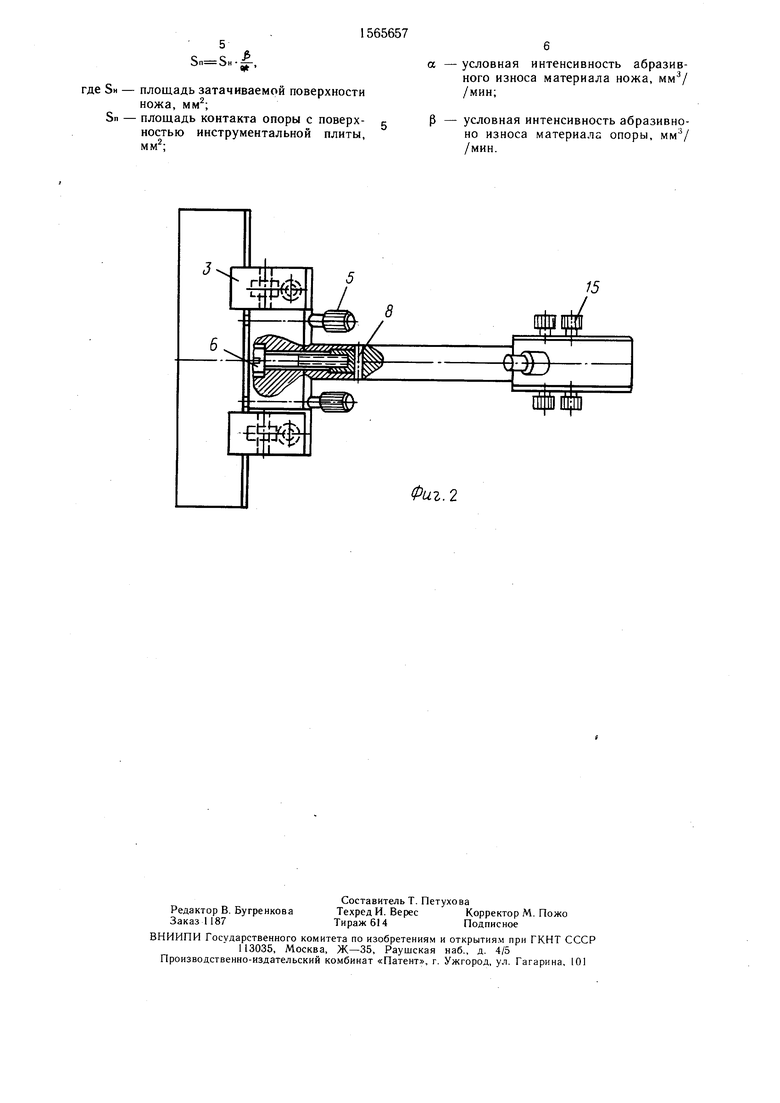
На фиг. 1 показана принципиальная схема конструкции устройства для осуществле- Ю ния способа заточки микротомных ножей; на фиг. 2 - то же, вид сверху.
Устройство содержит держатель ножа, состоящий из базовой пластины 1. В ней на двух осях 2 расположены два зажимных эле- 15 мента в виде двух рычагов-коромысел 3. В четырех резьбовых отверстиях базовой пластины 1 расположены силовые элементы в виде винтов 4 и регулировочные 5. Через центральное отверстие базовой пластины 1 произносостойкостей), приводимых в литературных источниках.
Затем по формуле
,
где SH - площадь затачиваемой поверхности
ножа, мм2;
Sn - площадь контакта опоры с поверхностью инструментальной плиты, мм2;
а - условная интенсивность абразивного износа материала ножа, мм2/мин;
Р - условная интенсивность абразивного износа материала опоры мм3/ /м«н.
находят значение площади контакта опоры Sn. Подобранная таким образом площадь Sn обеспечивает в процессе заточки равную степень износа ножа и опоры, одновременходит винт 6, который присоединяет к дер- 20 ное приближение всех точек держателя, ножа жателю тягу 7. Фиксация тяги 7 в базовойи опоры к инструментальной плите, что позпластине 1 осуществляется с помощью штифта и, входящего в клиновой паз базовой пластины 1. На втором конце тяги 7 с помощью винта 9 крепится корпус 10. Фикса- 25 ция корпуса 10 к тяге 7 осуществляется с помощью штифта 11, входящего в клиновидный паз на корпусе 10. В радиальные отверстия корпуса 10 входят два опорных элемента 12 и 13 с полусферой на концах, а
воляет достигнуть высокого качества заточки ножа, так как в процессе заточки не происходит поворота затачиваемой поверхности ножа относительно точки опоры.
Затачиваемый нож закрепляют в держателе с установкой его под углом заточки на изнашиваемой опоре, подобранной по площади.
Заточка ножа осуществляется кругообистираемая часть опоры 14 выполнена смен- 30 разными последовательно-параллельными пе35
ной, например, в виде маркированной (по площади истирания) пластины (подкладки). Удерживание опорных элементов 12 и 13 в отверстиях корпуса 10 осуществляется с помощью винтов 15.
Способ реализуется в следующей последовательности.
Определяется условная интенсивность абразивного износа материала ножа. Для этого определяется вид материала ножа (например, на основе сопроводительной технической документации, выдаваемой потребителю при поставке ножей) и условную интенсивность абразивного износа (а) материала ножа путем исследования образцов из этого материала.
Определяется площадь затачиваемой по- 45 верхности ножа путем осмотра рабочей поверхности ножа на инструментальном микроскопе и замера длины и ширины затачиваемой поверхности.
ремещениями одновременно ножа и опоры по покрытой абразивной пастой инструментальной плите. Заточка второй стороны ножа проводится в аналогичном порядке.
Использование предлагаемого способа заточки микротомных ножей повышает качество заточки ножей за счет сохранения в течение всего процесса заточки одновременного плоско-параллельного приближения всех точек затачиваемой поверхности ножа к плоскости инструментальной плиты. Применение ножей, заточенных по предлагаемому способу, облегчает получение тонких срезов, повышает качество среза и, следовательно, повышает точность гистологических исследований.
Формула изобретения
Способ заточки микротомных ножей, при котором нож закрепляют под заданным углом в приспособлении с опорой, устанавОпределяется значение площади опорной 50 ливают приспособление на покрытую абразивной пастой инструментальную плиту, при этом вводят нож и опору в контакт с абразивной поверхностью плиты и перемещают приспособление по поверхности плиты,
поверхности изнашиваемой опоры (подкладки), необходимое для создания наивыгоднейших условий заточки ножа. Для этого определяют условную интенсивность абразивного износа материала опоры (р) путем исотличающийся тем, что, с целью повышения
следования образцов из этого материала при55 качества заточки, берут опору, выполненную
тех же условиях, что и образцов из ма-в виде пластины, и площадь контактируютериала ножа или по таблицам условныхщей с плитой поверхности опоры определяинтенсивностей абразивного износа (илиют по формуле
износостойкостей), приводимых в литературных источниках.
Затем по формуле
,
где SH - площадь затачиваемой поверхности
ножа, мм2;
Sn - площадь контакта опоры с поверхностью инструментальной плиты, мм2;
а - условная интенсивность абразивного износа материала ножа, мм2/мин;
Р - условная интенсивность абразивного износа материала опоры мм3/ /м«н.
находят значение площади контакта опоры Sn. Подобранная таким образом площадь Sn обеспечивает в процессе заточки равную степень износа ножа и опоры, одновремен ное приближение всех точек держателя, ножа и опоры к инструментальной плите, что позволяет достигнуть высокого качества заточки ножа, так как в процессе заточки не происходит поворота затачиваемой поверхности ножа относительно точки опоры.
Затачиваемый нож закрепляют в держателе с установкой его под углом заточки на изнашиваемой опоре, подобранной по площади.
Заточка ножа осуществляется кругооб
ремещениями одновременно ножа и опоры по покрытой абразивной пастой инструментальной плите. Заточка второй стороны ножа проводится в аналогичном порядке.
Использование предлагаемого способа заточки микротомных ножей повышает качество заточки ножей за счет сохранения в течение всего процесса заточки одновременного плоско-параллельного приближения всех точек затачиваемой поверхности ножа к плоскости инструментальной плиты. Применение ножей, заточенных по предлагаемому способу, облегчает получение тонких срезов, повышает качество среза и, следовательно, повышает точность гистологических исследований.
Формула изобретения
ливают приспособление на покрытую абразивной пастой инструментальную плиту, при этом вводят нож и опору в контакт с абразивной поверхностью плиты и перемещают приспособление по поверхности плиты,
отличающийся тем, что, с целью повышения
качества заточки, берут опору, выполненную
.Ј,
где SH - площадь затачиваемой поверхности
ножа, мм2;
Sn - площадь контакта опоры с поверхностью инструментальной плиты,
мм2:
- условная интенсивность абразивного износа материала ножа, мм3/ /мин;
- условная интенсивность абразивно- но износа материала опоры, /мин.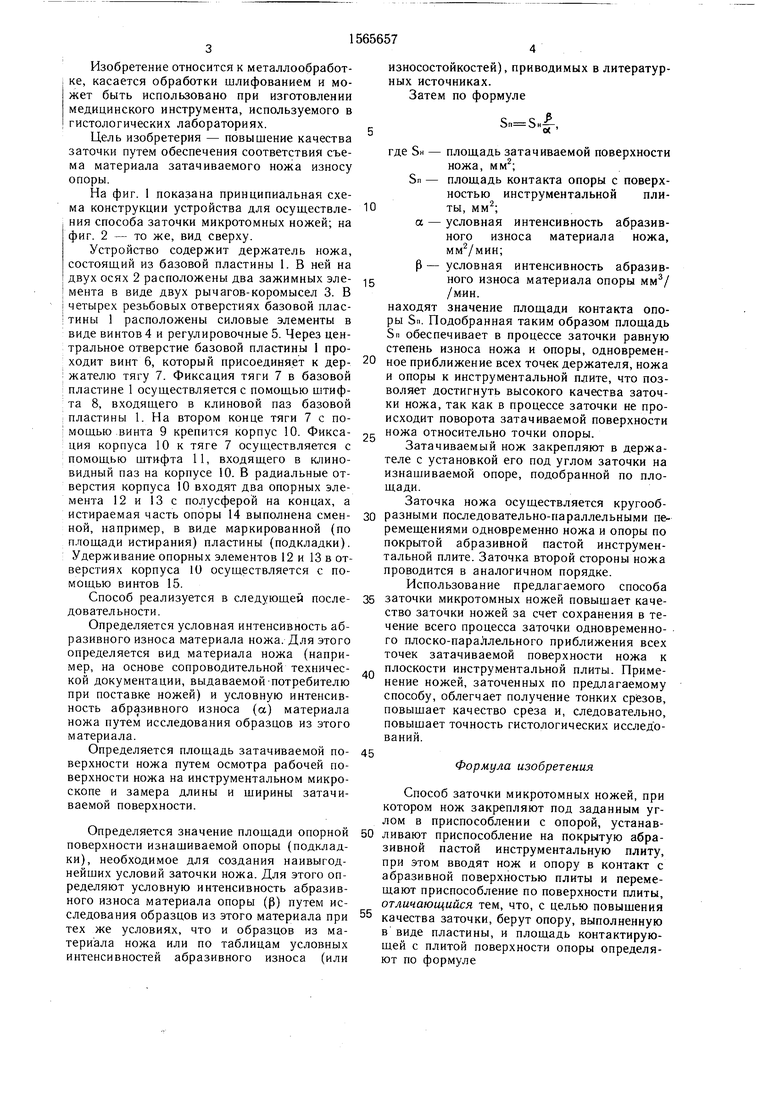
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки микротомных ножей | 1985 |
|
SU1271720A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ МИКРОТОМНЫХ НОЖЕЙ | 1997 |
|
RU2127181C1 |
| ВЫСОКОИЗНОСОСТОЙКИЕ ЛЕЗВИЯ ДЛЯ ГРАНУЛЯТОРА И СПОСОБ ИХ ЗАТОЧКИ | 2009 |
|
RU2532206C2 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Абразивный круг для заточки червячных фрез | 1981 |
|
SU1006197A1 |
| Устройство для обработки костной ткани | 1984 |
|
SU1232232A1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ПРАВКИ И ЗАТОЧКИ СТОЛЯРНОГО И ПЛОТНИЧНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2535098C2 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| ТОЧИЛКА ДЛЯ НОЖЕЙ | 2022 |
|
RU2787288C1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
Изобретение относится к металлообработке, касается обработки шлифованием и может быть использовано при изготовлении медицинского инструмента, используемого в гистологических лабораториях. Цель изобретения - повышение качества заточки путем обеспечения соответствия съема материала затачиваемого ножа износу опоры. Затачиваемый нож устанавливают в держатель приспособления на базовую пластину 1. Приспособление имеет корпус 10. Контактирующая с инструментальной плитой опора 14 выполнена в виде пластины (подкладки). Затачиваемый нож закрепляют в держателе с установкой его под углом заточки на изнашиваемой опоре 14. Площадь контакта опоры 14 с поверхностью инструментальной плиты определяют по формуле: Sп = Sн.(β/α), где Sн - площадь затачиваемой поверхности ножа, мм2
Sп - площадь контакта опоры с поверхностью инструментальной плиты, мм2
α - условная интенсивность абразивного износа материала ножа, мм3/мин
β - условная интенсивность абразивного износа материала опоры, мм3/мин. 2 ил.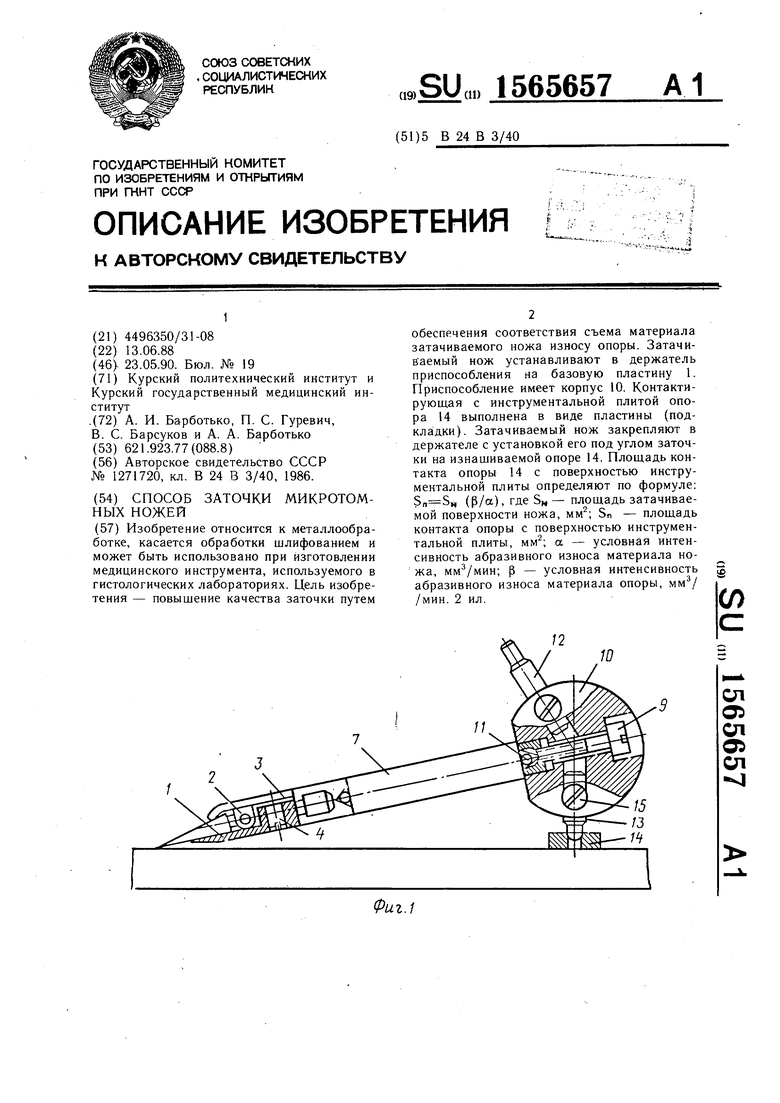
15
Фиг.2
| Устройство для заточки микротомных ножей | 1985 |
|
SU1271720A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
