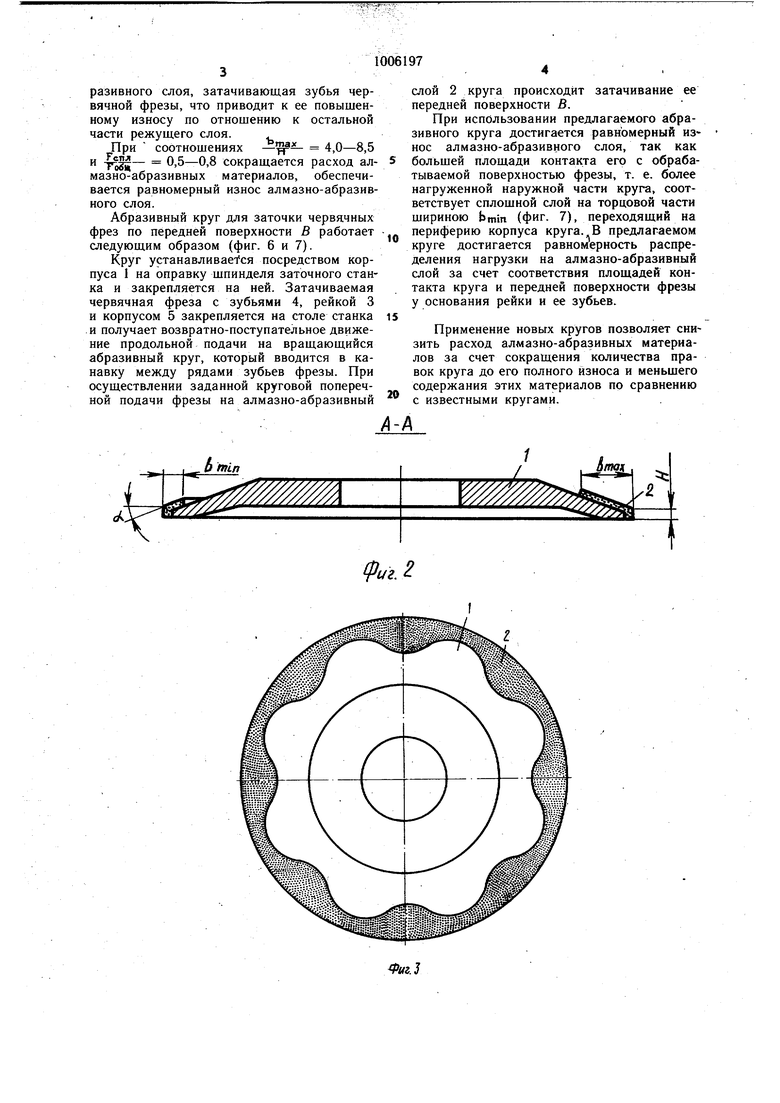
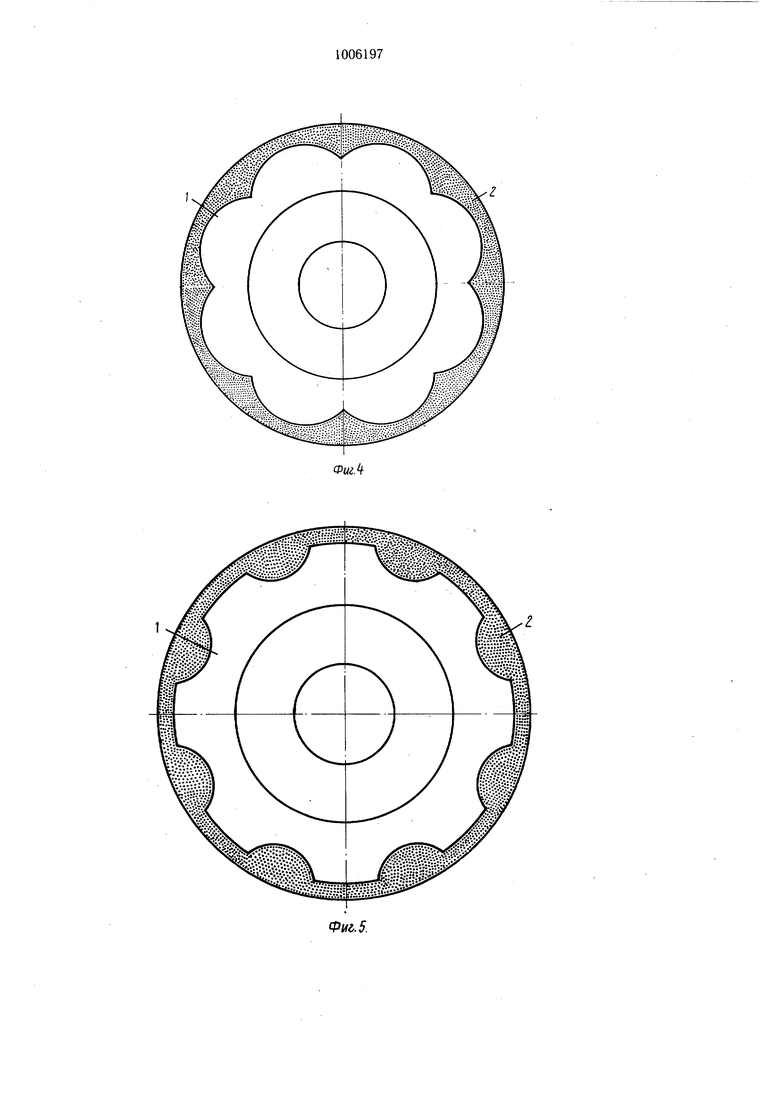
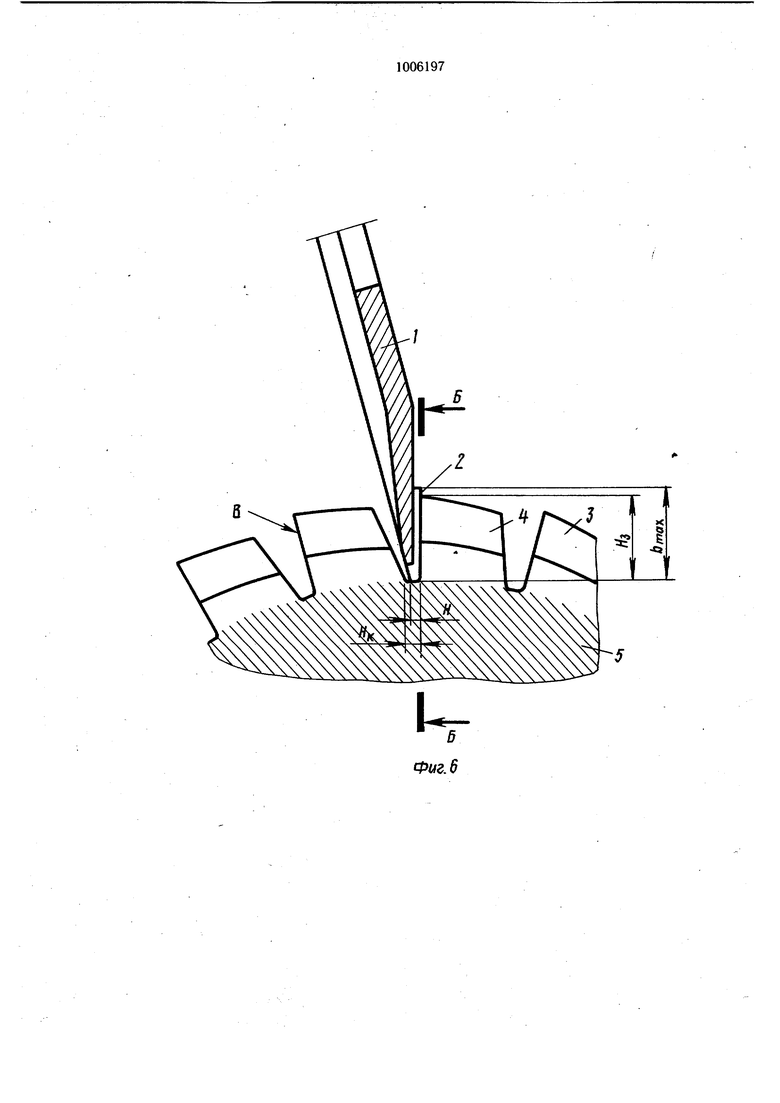
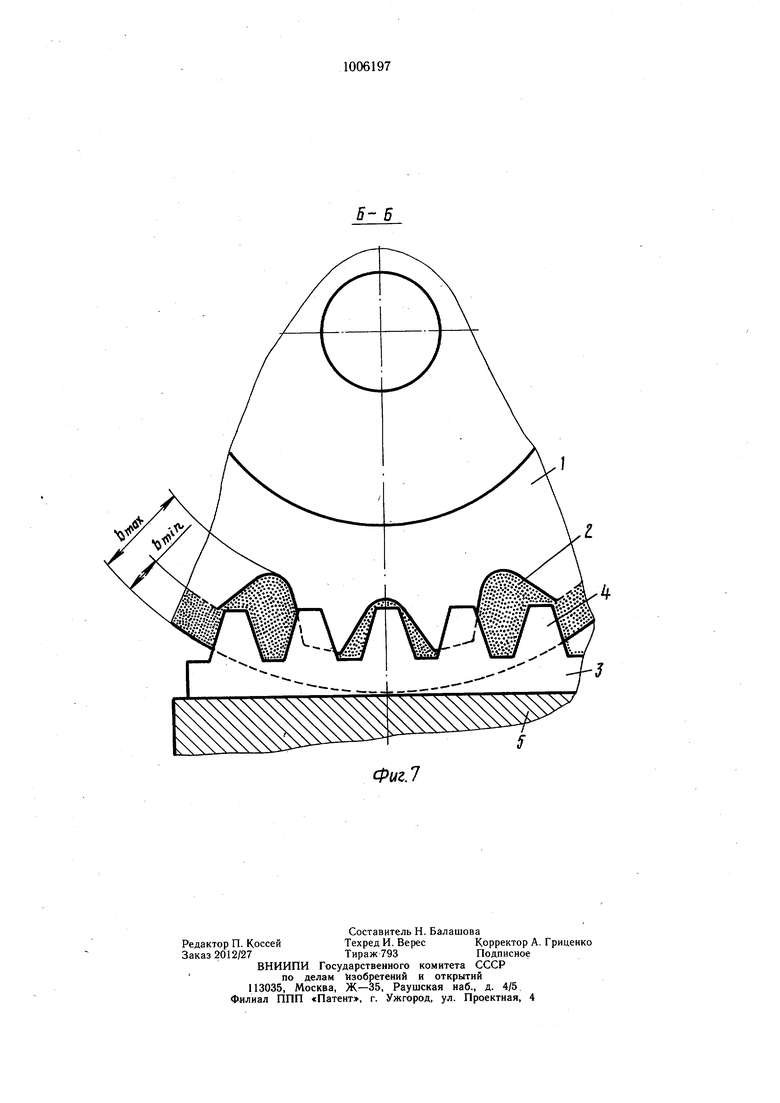
Изобретение относится к области заточки режущего инструмента, а именно к заточке червячных фрез по передней поверхности зубьев. Известен шлифовальный алмазный круг тарельчатой формы для заточки червячных фрез по передней поверхности, у которого на наружной конической поверхности корпуса закреплен алмазно-абразивный слой 1. Однако этот слой в любых радиальных сечениях имеет постоянную ширину, что в процессе заточки червячных фрез по передней поверхности приводит к неравномерному его износу по ширине ввиду различных условий шлифования основания рейки фрезы и ее зубьев. Так, плошадь контакта режуш,его слоя круга с основанием рейки примерно в 2 раза больше, чем плош,адь контакта его с передней поверхностью зубьев. В связи с этим алмазно-абразивный слой круга более интенсивно изнашивается на его торцовой поверхности вблизи периферии и в радиальном сечении теряет свою первоначальную форму, что вызывает отклонение геометрии затачиваемых зубьев фрезы от технических требований. Появление неравномерного износа алмазно-абразивного слоя круга требует частой правки, а это приводит к увеличению расхода дорогостоящих абразивов и снижению производительности заточки. Целью изобретения является уменьшение расхода алмазно-абразивных материалов, обеспечение равномерного износа алмазноабразивного слоя. Поставленная цель достигается тем, что в абразивном круге для заточки червячных фрез по передней поверхности зубьев, включающем корпус и закрепленный на его наружной конической поверхности и периферии алмазно-абразивный слой последний выполнен в виде двух концентричных смежных зон-первой, прилегающий к периферии корпуса, сплощной, и второй - с переменной шириной в радиальных сечениях, при этом площадь сплошного слоя и всего слоя, расположенного на конической поверхности корпуса, находятся в соотношении ( Ь Гспл з:-Ьпия VD3 - .,8, . f общ3 Vgf гдеЬ ах-максимальная ширина слоя на наружной конической поверхности корпуса; D - наружный диаметр круга. На фиг. 1 изображен круг со стороны его конической поверхности, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3, 4 и 5 - коническая поверхность круга, варианты; на фиг. 6 - схема заточки передней поверхности зубьев фрезы предлагаемым абразивным кругом; на фиг. 7 - сечение Б-Б на фиг. 6. Абразивный круг для заточки червячных фрез по передней поверхности зубьев состоит из корпуса 1 и закрепленного на наружной конической и периферийной поверхностях алмазно-абразивного слоя 2. Абразивный слой на конической поверхности состоит из двух концентричных смежных зон: первой, прилегающей к периферии сплощной шириной bmin. а второй - переменной шириной в радиальных сечениях. Максимальная ширина слоя составляет Ьпв которая зависит от размеров затачиваемых зубьев, т. е. от модуля фрез и определяется соотношением Ьп1ах Нз + 1Ч-2 мм (фиг. 6). Ширина периферийной части алмазно-абразивного слоя Н выбирается по технологическим условиям изготовления абразивного круга и в зависимости от щирины канавок Hj между рядами зубьев затачиваемых фрез, и должна быть Н Н - 1-;-2 мм (фиг. 6). Отнощение максимальной щирины алмазно-абразивного слоя на конической поверхности к его ширине на периферийной части -QaJL 4,0-8,5 и отношение площади 0,5-0,8 выбраны в пределах, обеспечивающих наибольщий эффект процесса заточки червячных фрез по передней поверхности. Так как в большинстве практических случаев используются червячные фрезы модулем 2-6 мм с высотой зубьев Hj 10- 20 мм и шириной канавок между рядами зубьев мм, то при отнощении 4, например 3, 5, необходимо или увеличивать щйрину периферийной части алмазно-абразивного слоя более 3-4 мм, что не дает возможности применить такой круг при заточке червячных фрез с шириной канавок между зубьями 3 мм, или уменьшить ширину торцовой части слоя bma, что невозможно из-за ее ограниченных размеров (12-25 мм) применительно к заточке фрез указанных параметров. При 8,5, например 9, необходимо выполнить алмазно-абразивный слой с Н менее 3 мм, что невозможно по технологическим причинам изготовления круга, или следует увеличить Ьщах более 25 мм, что нецелесообразно из-за нерационального расхода алмазно-абразивных материалов при заточке червячных фрез. В случае выполнения абразивного круга с отношением 0,5, например 0,4, алмазно-абразивный слой в радиальных сечениях будет изнашиваться неравномерно, что влечет увеличение расхода алмазно-абразивных материалов и снижение производительности заточки ввиду различных условий щлифования основания рейки фрезы 3 и ее зубьев 4 (фиг. 6 и 7). В данном случае более нагруженной будет часть алмазно-абразивного слоя, обрабатывающая основание рейки фрезы и менее нагруженной - часть слоя, затачивающая зубья. При ОД например 0,85, более нагруженной окажется часть алмазно-абразивного слоя, затачивающая зубья червячной фрезы, что приводит к ее повышенному износу по отношению к остальной части режушего слоя.
При соотношениях 4,0-8,5 и - 0,,8 сокраш,ается расход алмазно-абразивных материалов, обеспечивается равномерный износ алмазно-абразивного слоя.
Абразивный круг для заточки червячных фрез по передней поверхности В работает следующим образом (фиг. 6 и 7).
Круг устанавливаемся посредством корпуса 1 на оправку шпинделя заточного станка и закрепляется на ней. Затачиваемая червячная фреза с зубьями 4, рейкой 3 и корпусом 5 закрепляется на столе станка .и получает возвратно-поступательное движение продольной подачи на вращающийся абразивный круг, который вводится в канавку между рядами зубьев фрезы. При осуществлении заданной круговой поперечной подачи фрезы на алмазно-абразивный
слой 2 круга происходит затачивание ее передней поверхности В.
При использовании предлагаемого абразивного круга достигается равномерный износ алмазно-абразивного слоя, так как большей площади контакта его с обрабатываемой поверхностью фрезы, т. е. более нагруженной наружной части круга, соответствует сплошной слой на торцовой части шириною bmin (фиг. 7), переходящий на периферию корпуса круга. В предлагаемом круге достигается равномерность распределения нагрузки на алмазно-абразивный слой за счет соответствия площадей контакта круга и передней поверхности фрезы у основания рейки и ее зубьев.
Применение новых кругов позволяет снизить расход алмазно-абразивных материалов за счет сокращения количества правок круга до его полного износа и меньшего содержания этих материалов по сравнению с известными кругами.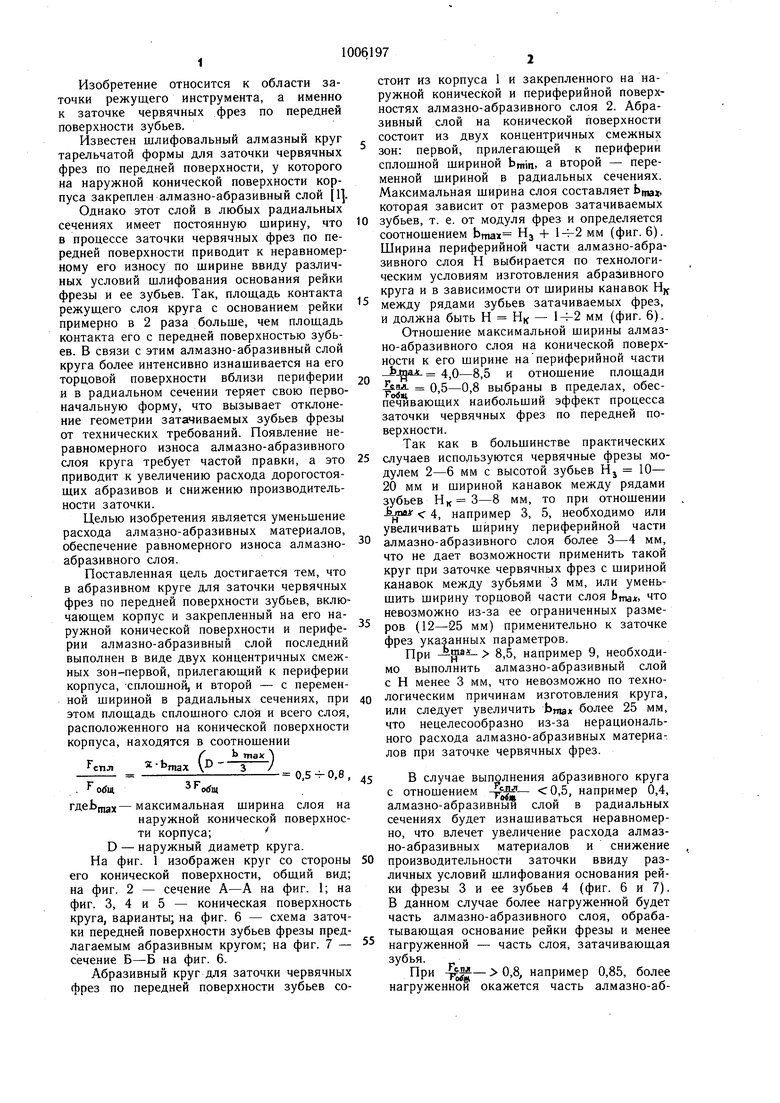
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СПОСОБ ЗАТОЧКИ ЧЕРВЯЧНЫХ ФРЕЗM'-^ii-i'JiБИБЛ1 | 1972 |
|
SU348339A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Способ заточки незатылованных червячных фрез | 1974 |
|
SU948623A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
АБРАЗИВНЫЙ КРУГ ДЛЯ ЗАТОЧКИ ЧЕРВЯЧНЫХ ФРЕЗ по передней поверхности зубьев, содержащий корпус тарельчатой формы и абразивный слой, расположенный на периферии и на наружной конической поверхности корпуса, отличающийся тем, что, с целью сокращения расхода абразивного материала и обеспечения равномерности износа слоя, абразивный слой на конической поверхности корпуса выполнен в виде двух концентричных смежных зон - первой, прилегающей к периферии корпуса, сплошной, второй - с переменной шириной в радиальных сечениях, при этом площадь сплошного слоя и площадь всего слоя, расположенного на конической поверхности, находятся в соотношении/ Ьпах) -Ьтад; Ч° п t; ПЯ Г ЗГобщи,0-и,С, гдеЬщах-максимальная ширина слоя на наружной конической поверхности корпуса; D - наружный диаметр круга. л О5 ;о 
fpuz.2.
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| Под | |||
| ред | |||
| Бакуля В | |||
| Н., М., «Машиностроение, 1975, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
