Фиг.4
Изобретение относится к деревообрабатывающей промышленности, в частности к устройствам для отделения и поштучной выдачи боковых досок в обрезные станки.
Цель изобретения - упрощение конструкции.
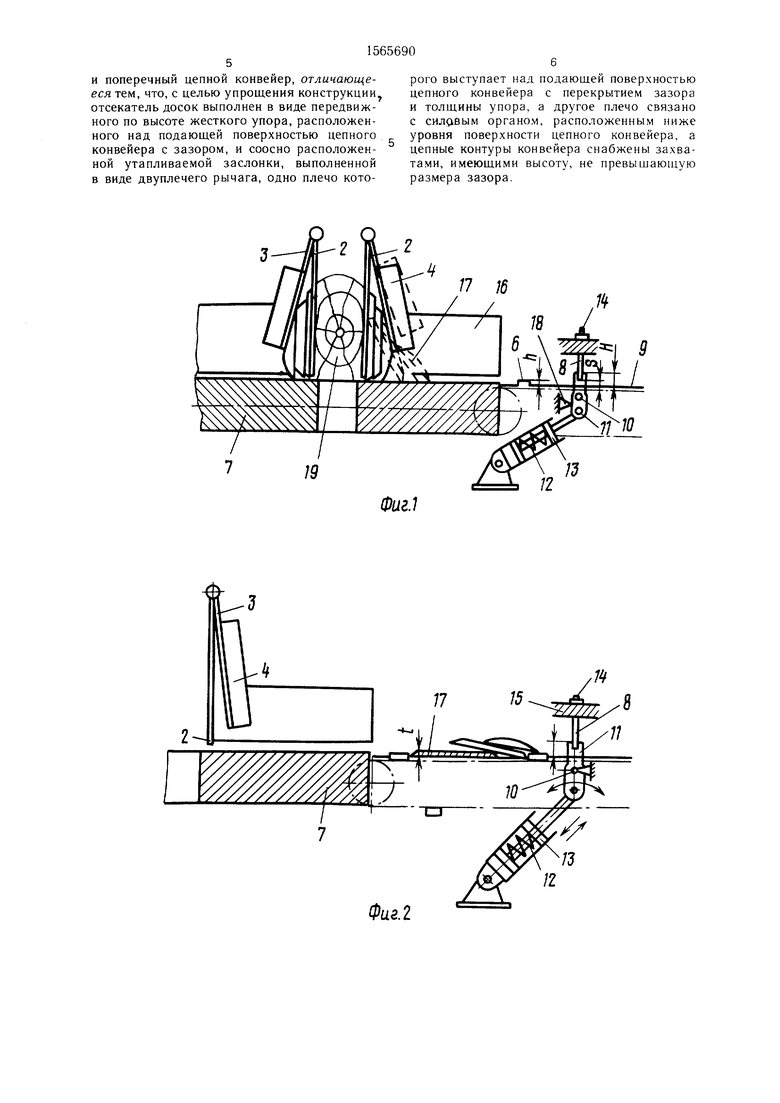
На фиг. 1 показана схема фиксации верхней части пакета боковых досок и поперечное перемещение нижней части пакета винтовым роликом; на фиг. 2 - схема перемеи заслонок 11 над горизонтальными направляющими 9.
Кроме того, задние концы указанных вертикальных направляющих имеют отогнутые концы 16 для ограничения продольного перемещения боковых досок 17, а заслонка 11 - ограничитель 18 ее поворота.
Устройство работает следующим образом.
После распиловки бревна, например,
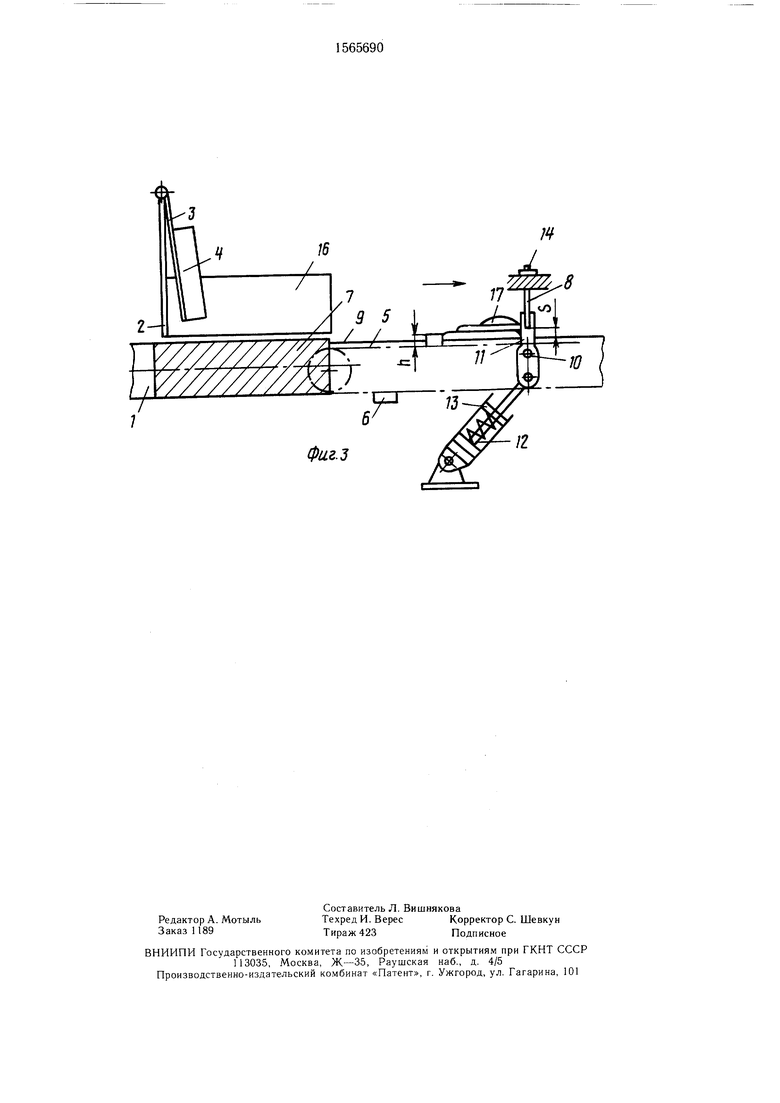
щения пакета боковых досок захватами 10 на многопильном станке выпиленный из бревтранспортера; на фиг. 3 - схема штабелирования пакета; на фиг. 4 - схема поштучной выдачи боковых досок из пакета.
Устройство для подачи досок содержит продольный конвейер с роликами 1, с центральной направляющей гладкой поверхностью под брус, две вертикальные направляющие 2 для бруса, элементы для поддержания досок в боковом направлении в виде шарнирно присоединенных к направляющим 2 пластин 3 с отогнутым заходным участком 4, поперечный конвейер с закрепленными на его цепных контурах 5 захватами 6, элементы сброса боковых досок в виде винтовых противоположных навивок 7 на роликах 1. Для подачи досок к обрезным станкам имеется отсекатель досок, выполненный в виде жестких упоров 8, расположенных с зазорами S над подающей поверхностью, образованной горизонтальными направляющими 9, и установленных на повона центральный брус 19 транспортируется гладкой поверхностью роликов 1 конвейера между направляющими 2, а боковые доски 17, вступая торцами во взаимодействие
5 с заходными участками 4 пластин 3, перемещаются по винтовым навивкам 7 роликов 1 между внутренними поверхностями пластин 3 и наружными поверхностями направляющих 2. Пакет боковых досок 17 после их отпиловки, придерживаемый от распадания
20 прижимными пластинами 3, дойдя до задних отогнутых концов 16 направляющих 2 и под действием зацепления нижних кромок досок с винтовой навивкой 7, перемещается в поперечном направлении с одновременным поворотом их на внутренние пластины.После вывода досок из-под пластин 3 доски 17 роликами 1 сбрасываются на горизонтальные направляющие 9 и захватами 6 цепных контуров 5 транспортируются по ним к передним граням заслонок 11. Зазор S между
25
ротной горизонтальной оси 10 утапливаемых 30 направляющими 9 и регулируемым упором 8
заслонок 11.
Заслонка 11 представляет собой двуплечий рычаг. Одно плечо рычага выступает над направляющими с перекрытием зазора и толщины упора 8. Другое плечо связано с силовым органом 12 поворота оси 10 и подъема заслонок 11 над уровнем горизонтальных направляющих 9. Второе плечо расположено ниже уровня поверхности цепного конвейера. Силовой орган может быгь выполнен в виде, например, пружинного демпфера с гайкой 13 для регулирования величины передаваемого усилия подъема заслонок 11. Для регулирования положения упоров 8 по высоте последние имеют гайки 14, сопряженные с резьбовым участком упоров 8
настраивается гайкой 14 на размер в зависимости от толщины t досок.
Зазор S настраивается на проход только одной доски максимальной толщины. При подходе пакета досок к заслонкам 11 проис- 35 ходит формирование штабеля досок 17 с одновременным выравниванием их пе редних кромок. Затем под действием захвата 6 нижняя в штабеле доска 17 проталкивается через зазор S, при этом одновременно осуществляется утапливание заслонок 11, при этом расположение верхних кромок заслонок 11 выше нижних кромок упоров, а упругий поворот заслонок 11 в сторону упоров 8 исключает «закусывание боковой кромки последующей по высоте в штабеле доски 17.
40
закрепленных с помощью этих гаек 14 на 45 После прохождения нижней доски заслонбалках 15. Заслонки 11 и упоры 18 могут быть установлены, например, с чередованием в последовательный ряд, причем выступающие над горизонтальными направляющими 9 передние грани заслонок 11 расположеки 11 возвращаются в исходное положение. Далее процесс происходит аналогичным образом до полной передачи пакета досок за упор 8.
Предлагаемое устройство компактно,
ны перед передними гранями упоров 8, а 50 просто по конструкции, надежно за счет
взаимное расположение упоров 8, захватов 6 и заслонок 11 подчинено следующей зависимости:
,
где S -величина зазора между упорами и горизонтальными направляющими;
h и // - расположение по высоте верхних кромок соответственно захватов 6
55
четкой работы упоров и заслонок, исключающих отрицательные явления (групповое, а не поштучное перемещение) при поштучной выдаче досок к обрезным станкам.
Формула изобретения
Устройство для подачи досок к обрезным станкам, включающее продольный конвейер с направляющей для бруса, отсекатель досок
и заслонок 11 над горизонтальными направляющими 9.
Кроме того, задние концы указанных вертикальных направляющих имеют отогнутые концы 16 для ограничения продольного перемещения боковых досок 17, а заслонка 11 - ограничитель 18 ее поворота.
Устройство работает следующим образом.
После распиловки бревна, например,
на многопильном станке выпиленный из бревна центральный брус 19 транспортируется гладкой поверхностью роликов 1 конвейера между направляющими 2, а боковые доски 17, вступая торцами во взаимодействие
с заходными участками 4 пластин 3, перемещаются по винтовым навивкам 7 роликов 1 между внутренними поверхностями пластин 3 и наружными поверхностями направляющих 2. Пакет боковых досок 17 после их отпиловки, придерживаемый от распадания
0 прижимными пластинами 3, дойдя до задних отогнутых концов 16 направляющих 2 и под действием зацепления нижних кромок досок с винтовой навивкой 7, перемещается в поперечном направлении с одновременным поворотом их на внутренние пластины.После вывода досок из-под пластин 3 доски 17 роликами 1 сбрасываются на горизонтальные направляющие 9 и захватами 6 цепных контуров 5 транспортируются по ним к передним граням заслонок 11. Зазор S между
5
направляющими 9 и регулируемым упором 8
настраивается гайкой 14 на размер в зависимости от толщины t досок.
Зазор S настраивается на проход только одной доски максимальной толщины. При подходе пакета досок к заслонкам 11 проис- ходит формирование штабеля досок 17 с одновременным выравниванием их пе редних кромок. Затем под действием захвата 6 нижняя в штабеле доска 17 проталкивается через зазор S, при этом одновременно осуществляется утапливание заслонок 11, при этом расположение верхних кромок заслонок 11 выше нижних кромок упоров, а упругий поворот заслонок 11 в сторону упоров 8 исключает «закусывание боковой кромки последующей по высоте в штабеле доски 17.
После прохождения нижней доски заслонки 11 возвращаются в исходное положение. Далее процесс происходит аналогичным образом до полной передачи пакета досок за упор 8.
Предлагаемое устройство компактно,
четкой работы упоров и заслонок, исключающих отрицательные явления (групповое, а не поштучное перемещение) при поштучной выдаче досок к обрезным станкам.
Формула изобретения
Устройство для подачи досок к обрезным станкам, включающее продольный конвейер с направляющей для бруса, отсекатель досок
и поперечный цепной конвейер, отличающе- есятем, что, с целью упрощения конструкции отсекатель досок выполнен в виде передвижного по высоте жесткого упора, расположенного над подающей поверхностью цепного конвейера с зазором, и соосно расположенной утапливаемой заслонки, выполненной в виде двуплечего рычага, одно плечо которого выступает над подающей поверхностью цепного конвейера с перекрытием зазора и толщины упора, а другое плечо связано с силдвым органом, расположенным ниже уровня поверхности цепного конвейера, а цепные контуры конвейера снабжены захватами, имеющими высоту, не превышающую размера зазора.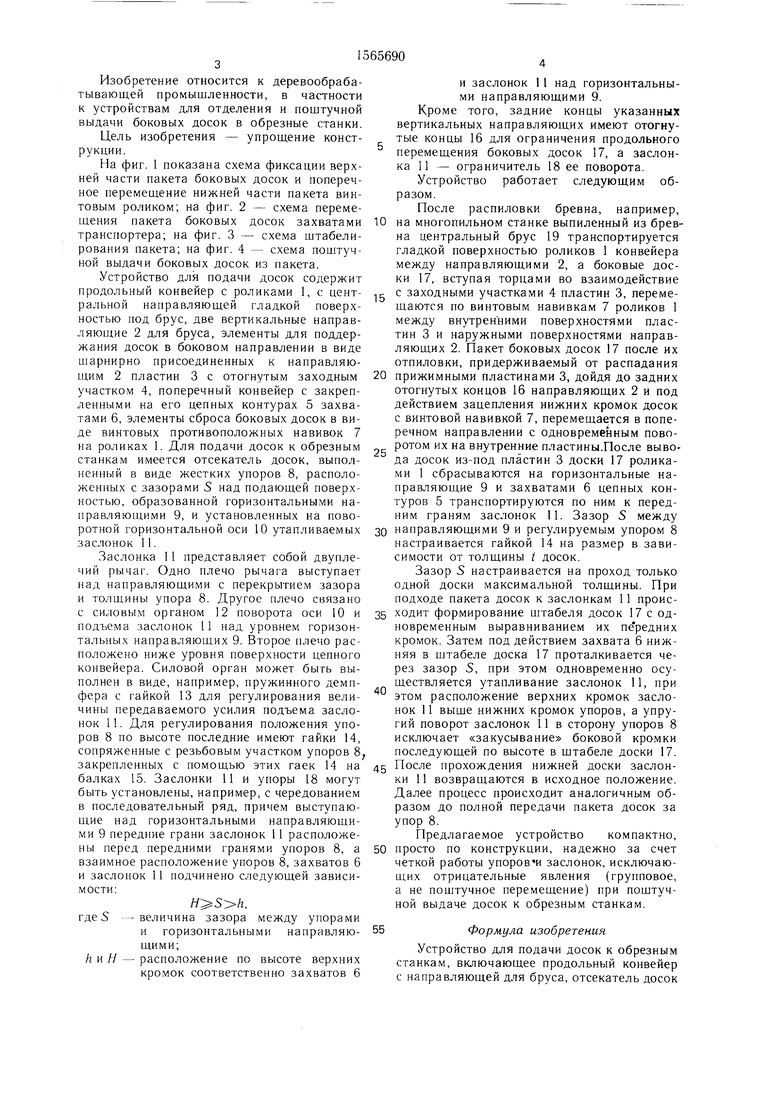
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ ШИБЕРНО-РОЛИКОВОГО ТИПА С ДОПОЛНИТЕЛЬНЫМИ СЕКЦИЯМИ ДВУХСТОРОННЕЙ СБРОСКИ | 2007 |
|
RU2341436C1 |
| ЛИНИЯ АВТОМАТИЗИРОВАННАЯ ДЛЯ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2328370C2 |
| СОРТИРОВОЧНЫЙ СТОЛ ДЛЯ ЛИНИИ АВТОМАТИЗИРОВАННОЙ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2352408C2 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРА ПАКЕТА УЛОЖЕННЫХ С ПРОКЛАДКАМИ ДОСОК | 1991 |
|
RU2031065C1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Агрегат для укладки в пакет досок | 1956 |
|
SU110585A1 |
| Устройство для поштучной разборки пиломатериалов | 1990 |
|
SU1773820A1 |
| Позадирамный рольганг | 1959 |
|
SU131071A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДОСОК | 1970 |
|
SU259347A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - упрощение конструкции. Брус подается по центральной направляющей конвейера с роликами. Сброс боковых досок осуществляется навивками 7 на роликах. Доски сбрасываются на поперечный конвейер с закрепленными на его цепных контурах 5 захватами 6. Для подачи досок к обрезным станкам имеется отсекатель. Он выполнен в виде жесткого упора 8 и утапливаемой заслонки 11. Упор расположен с зазором над подающей поверхностью, образованной направляющими 9. Заслонка 11 представляет собой двуплечий рычаг. Одно плечо рычага выступает над направляющими 9, перекрывая зазор и толщину упора 8. Другое плечо связано с силовым органом 12. Высота захватов не превышает величину зазора. Зазор настраивается на размер в зависимости от толщины доски. Перед заслонкой 11 формируется штабель досок. Под действием захвата 6 нижняя доска проталкивается через зазор, при этом одновременно осуществляется утапливание заслонок 11. 4 ил.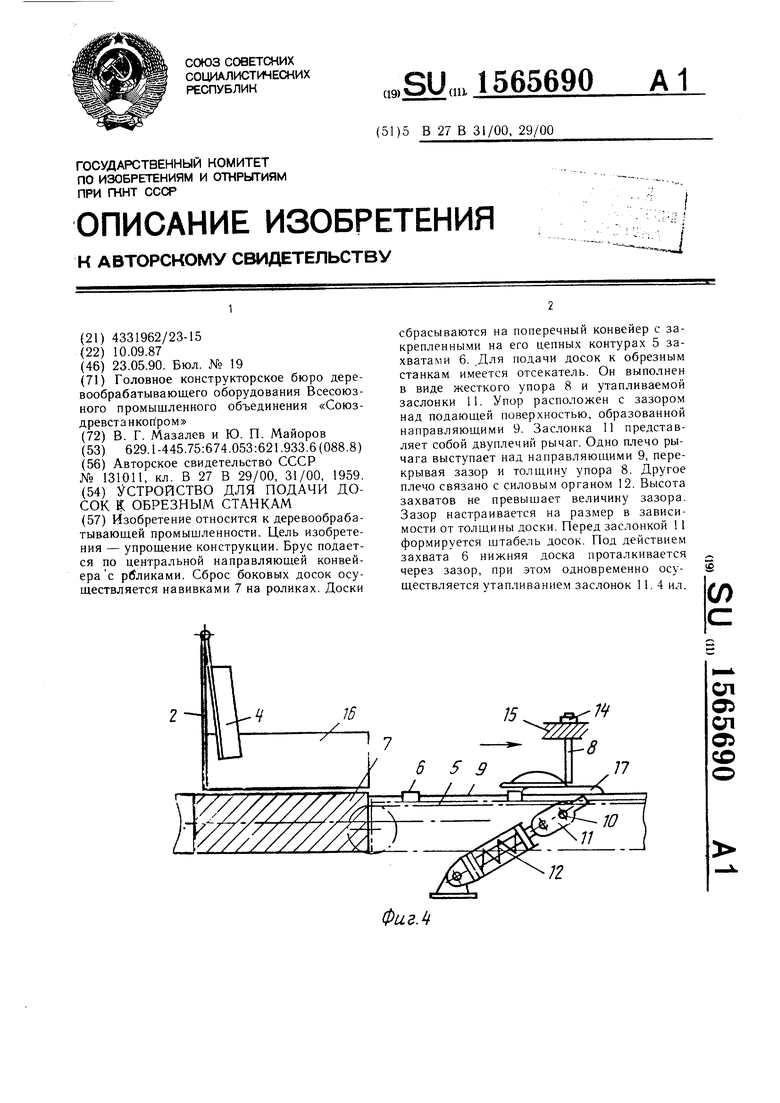
/
19
п
Фаг.2
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
