Изобретение относится к деревообрабатывающей промышленности.
Известны устройства для подачи досок в деревообрабатывающие станки с продольной подачей, состоящие из лопереЧНого цепного транопортера, механизмов загруэки и передачи, отсекателей, привода и иутевых выключателей. Одна:ко эти устройства малопроизводительны я дозволяют осуществлять подачу досок только 1В один станок.
Предлагаемое устройство имеет более простую конструкцию, позволяет производить загрузку нескольких, например двух, станков одновременно из одного общего потока досок, а также автоматизировать поштучную подачу досок.
Достигается это тем, что устройство выполнено с расположенной под верхней ветвью цепного транспортера горизонтальной приводной штангой с подпружИНенными упорами и двуплечим рычагом, на одном плече iKOToporo укреплен ролик, взаимодействующий с копиром штанли, а другое плечо рычага соединено гибкой тягой с опорой, уста-новлеиной под щтаягой.
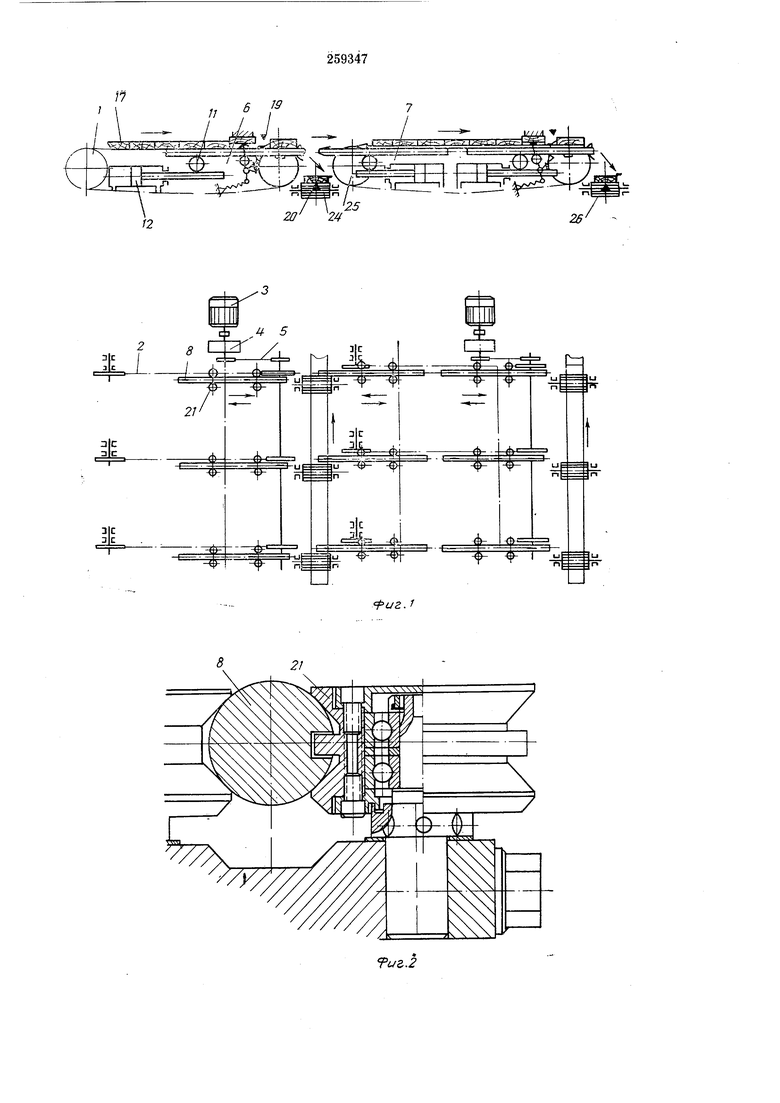
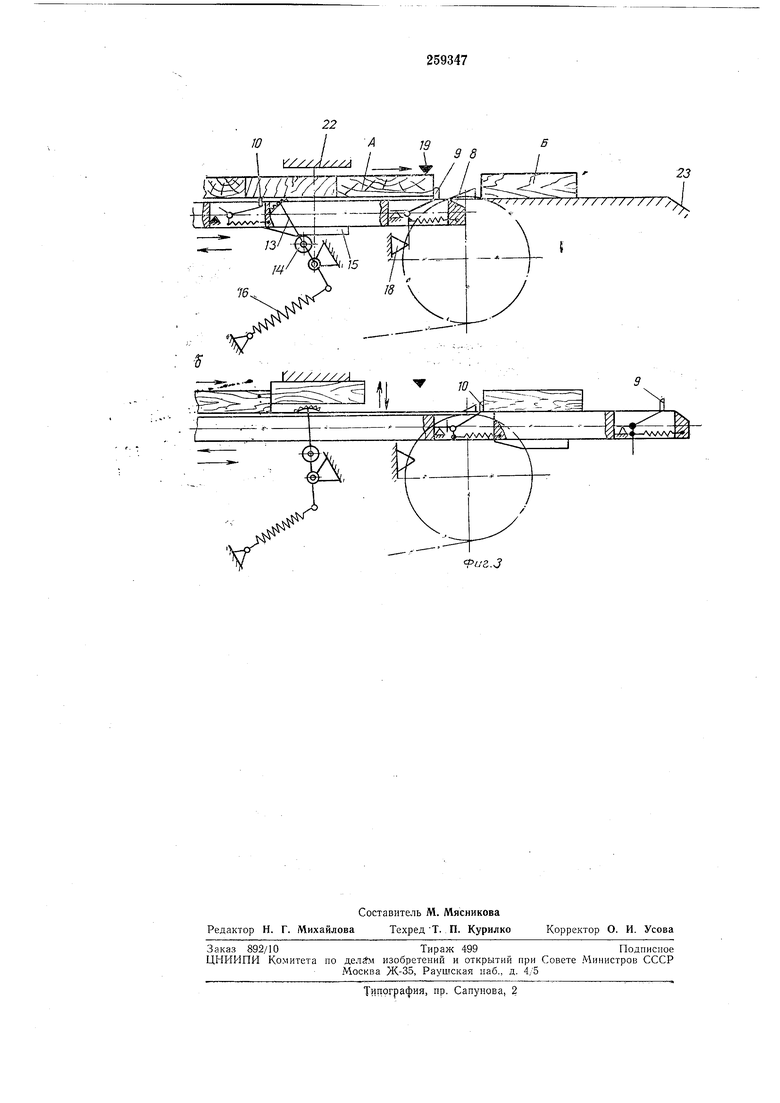
На фиг. 1 схематически изображено предлагаемое устройство, а двух проекциях; на фиг. 2 - щтанга устройства с роликом в разрезе; на фиг. 3 - двуплечий рычаг и штанга
устройства iB исходном полол енгои (а) и в момент заГрузки (б).
Устройство включает поперечный цепной транспортер , выполненный из трех пластиНчатых цепей 2, привод 5 в виде электродвигателя, сообщающего движение транспортеру через редуктор 4 и цепную передачу 5, механизм 6 загрузки и передающий механизм 7.
Механизм 6 расположен под верхней ветвью транспортера и состоит из горизонтальной приводной штанги 8 с подпружиненными мпорами 9 и W, реечной передачи //, пневмоцилиндра 12 и двуплечего рычага 13, на, одном плече которого укреплен ролик 14, взаимодействующий с копиром 15 щтанги 5, а другое плечо соединено гибкой тягой 16 в виде пружины с опорой, установленной под штангой.
Передающий механизм выполнен аналог чно механизму загрузки.
Устройство работает следующим образом.
Доски 17 поступают, например, из обрезного станка (на чертежах не показан) на непрерывно работающий транспортер /, -которым перемещаются на загрузочную позицию до упоров 9 W 10 Механизм 6. Упор 9 в исходном положении штанг 5 ниж:ни т концом упирается в неподвижный упор 18, а верхним
ние досок на иозидии А (см. фиг. 3, а) определяется путевым 1выкЛЮчателем 19.
По запросу строгального станка, получаемому от путевого выключателя 20, лневмоциЛиндр :}2 через передачу 11 (перемещает штаигу .в иаправляющих (роликах 21 иперед. В начале хода штанги копир 15 освобождает ролик 14, и рычаг 13 под действием тяги 16 пощжиМает следующую заготовку к верхнему упору 22, подача досок на лозищию А прекращается.
При рабочем ходе штанги 8 доска с позиции Б подается упорами 9 по оклизу 23 в прием1ный рольганг 24 стротальнопо станка, а с позиции А - упорами 10 на позицию Б. Передача досок с позиции Б на непрерывно работающий цепной транс-портер 35 осуществляется механиз.мо.м 7.
Согласованная работа меха низмов б и 7 обеопечивается электроблокировкой.
Загрузка досок с транспортера 25 в нриеМный рольганг 26 второго строгального станка аналогична загрузке в рольганг 24.
По заданной программе описьюаемое устройство Может загружать досками оба строгальных станка одновременно и каждый станок в отдельности.
Предмет изобретения
Устройство для подачи досок, включающее поперечный цепной транспортер, привод и путевые выключатели, отличающееся тем, что, с целью автоматизации поштучной подачи досок, устройство выполнено с расположенной
под верхней ветвью цепного транспортера горизонтально расположенной приводной штангой с подпружиненными упорами и двуплечим рычагом, на одном плече которого укреплен ролик, взаимодействующий с копиром штанги,
а другое плечо рычага соединено гибкой тягой с опорой, установленной лод штангой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОКЛАДОК ПРИ ВАНИИ ШТАБЕЛЯ ДОСОКФОРМИРО- | 1968 |
|
SU211393A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЩИТОВfimn V-- " ; ФУЛй ^ •- ^-• | 1972 |
|
SU424712A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| СТАНОК ДЛЯ ОБРЕЗКИ ФАНЕРО-ШТАМПОВАННОЙКЛЕПКИ | 1970 |
|
SU276376A1 |
| Установка для шлифовки и полировки плит из естественного камня | 1973 |
|
SU441133A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ | 1970 |
|
SU264127A1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
UZ.J
