
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля диаметра отверстия в торце детали | 1987 |
|
SU1483238A1 |
| Контактное устройство для контроля печатных плат | 1987 |
|
SU1451878A1 |
| Устройство для автоматического контроля глубины глухих отверстий | 1980 |
|
SU968613A1 |
| Устройство для измерения внутренних резьб | 1987 |
|
SU1474439A1 |
| Способ контроля формы объектов | 1986 |
|
SU1686303A1 |
| ПНЕВМОИЗМЕРИТЕЛЬ | 1987 |
|
SU1839849A1 |
| Пневматический способ измерения среднего диаметра канала | 1985 |
|
SU1384946A1 |
| Способ измерения диаметра отверстия | 2020 |
|
RU2741755C1 |
| СПОСОБ КОНТРОЛЯ ЗАЗОРА МЕЖДУ ШПАЛОЙ И ЖЕЛЕЗНОДОРОЖНОЙ НАСЫПЬЮ И АКУСТИЧЕСКИЙ ЗОНД ДЛЯ КОНТРОЛЯ ЗАЗОРА МЕЖДУ ШПАЛОЙ И ЖЕЛЕЗНОДОРОЖНОЙ НАСЫПЬЮ | 1998 |
|
RU2140077C1 |
| Калибр-кольцо для контроля шлицевых валов | 1983 |
|
SU1095025A1 |
Изобретение относится к измерительной технике и может быть использовано для контроля размеров отверстий. Цель изобретения - расширение функциональных возможностей за счет контроля также глубины отверстий. При установке калибра в контролирующее отверстие зазор между корпусом 1 и заслонкой 7 определяется глубиной отверстия, а зазоры между торцами сопел 4, 5 и контролируемой деталью - диаметрами отверстий. По расходу воздуха через сопла 4-6 определяют зазоры и, соответственно, размеры контролируемого отверстия. 1 ил.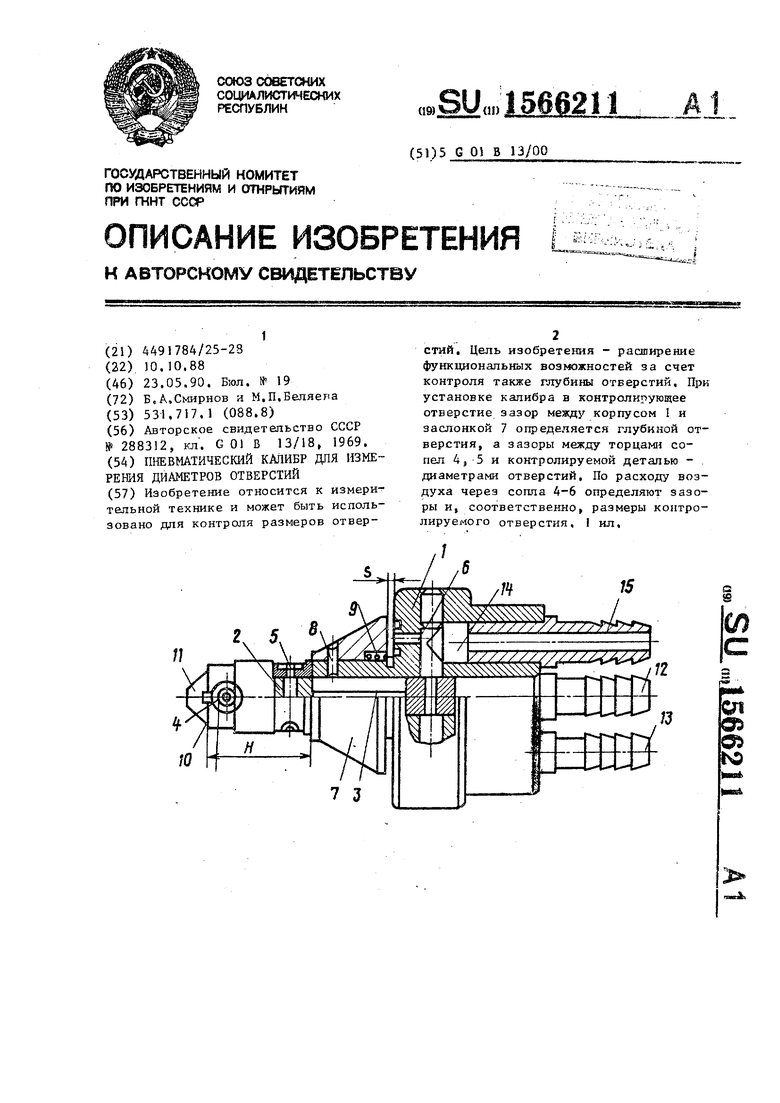
| ПНЕВМАТИЧЕСКИЙ КАЛИБР | 0 |
|
SU288312A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
