Изобретение относится к текстильной промышленности.
Цель изобретения - повышение точности регулирования путем снижения длинноволновой неровноты продукта на выходе чесальной машины.
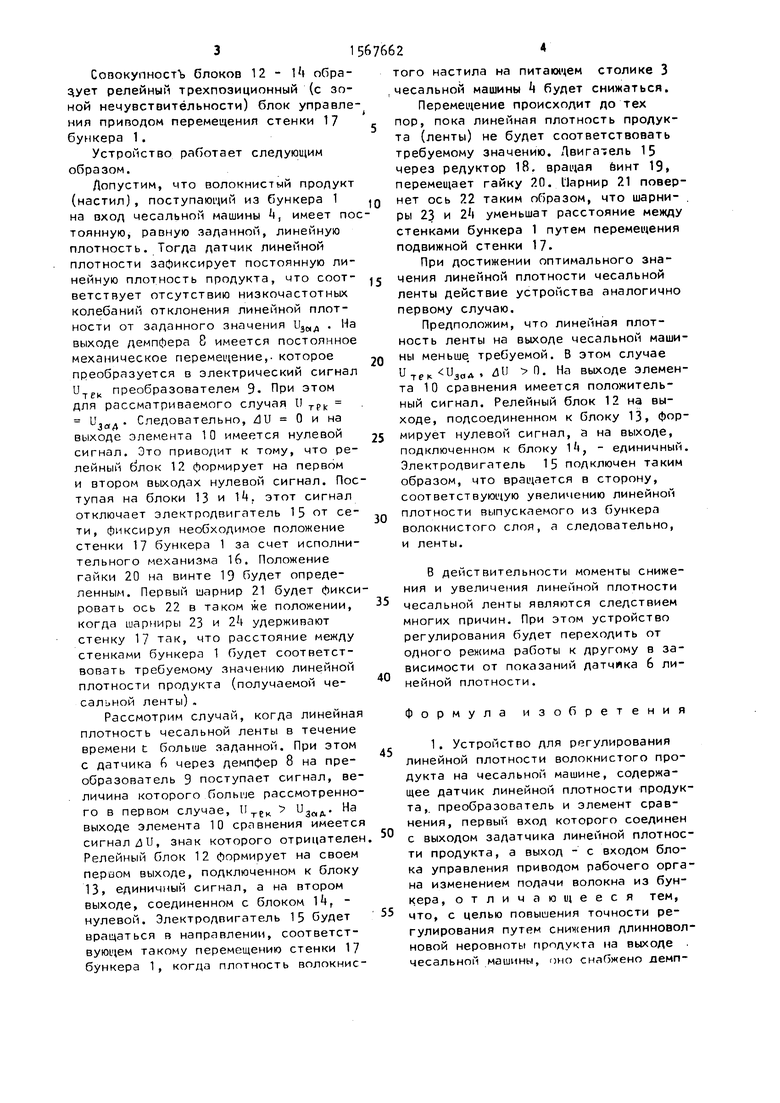
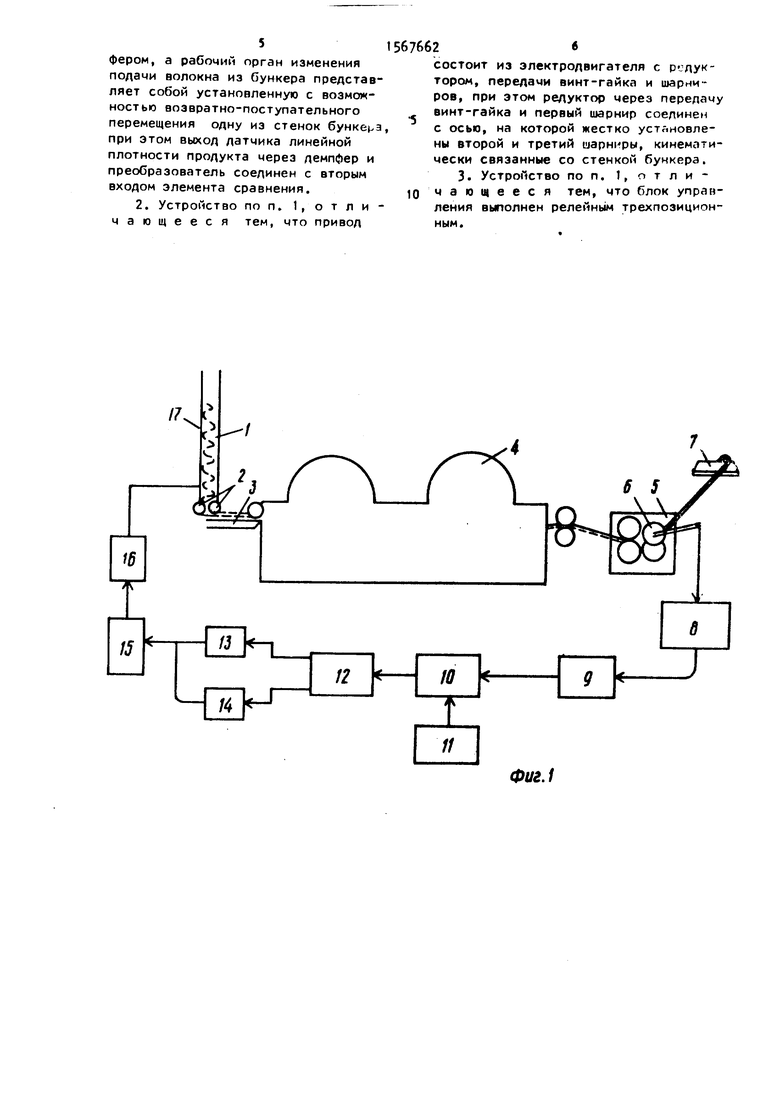
На фиг. 1 показана блок-схема устройства, на фиг. 2 - кинематическая схема привода перемещения стенки бункера.
Устройство состоит из бункера 1 с выпускными цилиндрами 2, установленного на столике 3 чесальной машины 4, оснащенной вытяжным прибором 5, датчиком 6 линейной плотности продукта и лентоукладчиком 7.
Выход датчика 6, например механического, через демпфер 8, например также механический, и преобразователь 9 соединен с входом элемента 10 сравнения, другой вход которого подключей к выходу задатчика 11 линейной плотности продукта. Выход элемента 10 сравнения связан с входом релейного блока 12, выходами соединенного с входами блоков 13 Вперед и 14 Назад. Блоки 13 и 14 связаны с входом привода перемещения стенки бункера 1. Привод перемещения стенки бункера 1 состоит из электродвигателя 15, кинематически связанного через исполнительный механизм 16 со стенкой 17 бункера 1.
Исполнительный механизм 16 состоит из редуктора 18, входом соединенного с валом электродвигателя 15. а выходом - с винтом 19, на котором размещена гайка 20. На гайке 20 установлен шарнир 21, жестко связанный с осью 22 и через шарниры 23 и 24 - со стенкой 17 бункера 1.
сл
О5
о
О5
ю
31
Совокупности блоков 12 - 1 i обрадует релейный трехпозиционный (с зоной нечувствительности) блок управления приводом перемещения стенки 17 бункера 1.
Устройство работает следующим образом.
Допустим, что волокнистый продукт (настил), поступающий из бункера 1 на вход чесальной машины 4, имеет потоянную, равную заданной, линейную плотность. Тогда датчик линейной плотности зафиксирует постоянную линейную плотность продукта, что соответствует отсутствию низкочастотных колебаний отклонения линейной плотности от заданного значения изид . На выходе демпфера 8 имеется постоянное механическое перемещение,- которое преобразуется в электрический сигнал UTEk преобразователем 9. При этом для рассматриваемого случая U rPk U3a. . Следовательно, 4U 0 и на выходе элемента 10 имеется нулевой сигнал. Это приводит к тому, что релейный блок 12 формирует на первом и втором выходах нулевой сигнал. Поступая на блоки 13 и . этот сигнал отключает электродвигатель 15 от се
ти, фиксируя необходимое положение стенки 17 бункера 1 за счет исполнительного механизма 16. Положение гайки 20 на винте 19 будет определенным. Первый шарнир 21 будет фиксировать ось 22 в таком же положении, когда шарниры 23 и 2 удерживают стенку 17 так, что расстояние между стенками бункера 1 будет соответствовать требуемому значению линейной плотности продукта (получаемой чесальной ленты).
Рассмотрим случай, когда линейная плотность чесальной ленты в течение времени t больше заданной. При этом с датчика 6 через демпфер 8 на преобразователь 9 поступает сигнал, величина которого больше рассмотренного в первом случае, ПтЕк и3аА а выходе элемента 10 сравнения имеется сигнал ли, знак которого отрицателен Релейный блок 12 формирует на своем первом выходе, подключенном к блоку 13, единичный сигнал, а на втором выходе, соединенном с блоком 1, - нулевой. Электродвигатель 15 будет вращаться в направлении, соответствующем такому перемещению стенки 17 бункера 1, когда плотность волокнис0
5
0
5
0
того настила на питающем столике 3 чесальной машины будет снижаться.
Перемещение происходит до тех пор, пока линейная плотность продукта (ленты) не будет соответствовать требуемому значению. Двигатель 15 через редуктор 18. вращая бинт 19, перемещает гайку 20. Нарнир 21 повернет ось 22 таким образом, что шарниры 23 и 2 i уменьшат расстояние между стенками бункера 1 путем перемещения подвижной стенки 17.
При достижении оптимального значения линейной плотности чесальной ленты действие устройства аналогично первому случаю.
Предположим, что линейная плотность ленты на выходе чесальной машины меньше, требуемой. В этом случае ДО П. На выходе элемента 10 сравнения имеется положительный сигнал. Релейный блок 12 на выходе, подсоединенном к блоку 13, формирует нулевой сигнал, а на выходе, подключенном к блоку , - единичный. Электродвигатель 15 подключен таким образом, что вращается в сторону, соответствующую увеличению линейной плотности выпускаемого из бункера волокнистого слоя, а следовательно, и ленты.
В действительности моменты снижения и увеличения линейной плотности чесальной ленты являются следствием многих причин. При этом устройство регулирования будет переходить от одного режима работы к другому в зависимости от показаний датчика 6 линейной плотности.
Формула изобретения
1. Устройство для регулирования линейной плотности волокнистого продукта на чесальной машине, содержащее датчик линейной плотности продукта, преобразователь и элемент сравнения, первый вход которого соединен с выходом задатчика линейной плотности продукта, а выход - с входом блока управления приводом рабочего органа изменением подачи волокна из бункера, отличающееся тем, что, с целью повышения точности регулирования путем снижения длинноволновой неровноты продукта на выходе . чесальной машины, оно снабжено демпфером, а рабочий орган изменения подачи волокна из бункера представляет собой установленную с возможностью возвратно-поступательного перемещения одну из стенок бункера при этом выход датчика линейной плотности продукта через демпфер и преобразователь соединен с вторым входом элемента сравнения.
2. Устройство по п. отличающееся тем, что привод
67662«
состоит из электродвигателя с редуктором, передачи винт-гайка и шарниров, при этом редуктор через передачу винт-гайка и первый шарнир соединен
с осью, на которой жестко установлены второй и третий шарниры, кинематически связанные со стенкой бункера. 3. Устройство по п. 1, о т л и - чающееся тем, что блок управления выполнен релейным трехпозицион- ным.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| Устройство для равномерного питания волокном группы чесальных машин | 1981 |
|
SU986979A1 |
| РЕГУЛЯТОР ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО ПРОДУКТА | 1991 |
|
RU2038437C1 |
| Регулятор линейной плотности ленты | 1981 |
|
SU981471A1 |
| Система автоматического регулирования неровноты чесальной ленты | 1980 |
|
SU941441A1 |
| Система автоматического регулирования неровноты чесальной ленты | 1980 |
|
SU941438A1 |
| Система автоматического регулирования неровноты чесальной ленты | 1980 |
|
SU941440A1 |
| Устройство для регулирования линейной плотности чесальной ленты | 1987 |
|
SU1534111A1 |
| Устройство для регулирования линейной плотности волокнистого продукта на выходе бункерного питателя | 1985 |
|
SU1266904A1 |
Изобретение относится к текстильной промышленности. Цель изобретения - повышение точности регулирования путем снижения длинноволновой неровноты продукта на выходе чесальной машины. Для снижения неровноты продукта используется датчик линейной плотности продукта (ленты), установленный на выходе чесальной машины и управляющий положением подвижной стенки бункера. Блок регулирования положением стенки - релейный трехпозиционный. 2 з.п. ф-лы, 2 ил.
I
//
Фиг.1
Фиг. 2
| Заявка ФРГ Г° 3205776, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
