Фиг. 3
Изобретение относится к обпасти сетеснастного производства, в частности к изготовлению беэуэловых плетено-плетеных сетей.
Целью изобретения является уменьшение габаритов и упрощение конструкции.
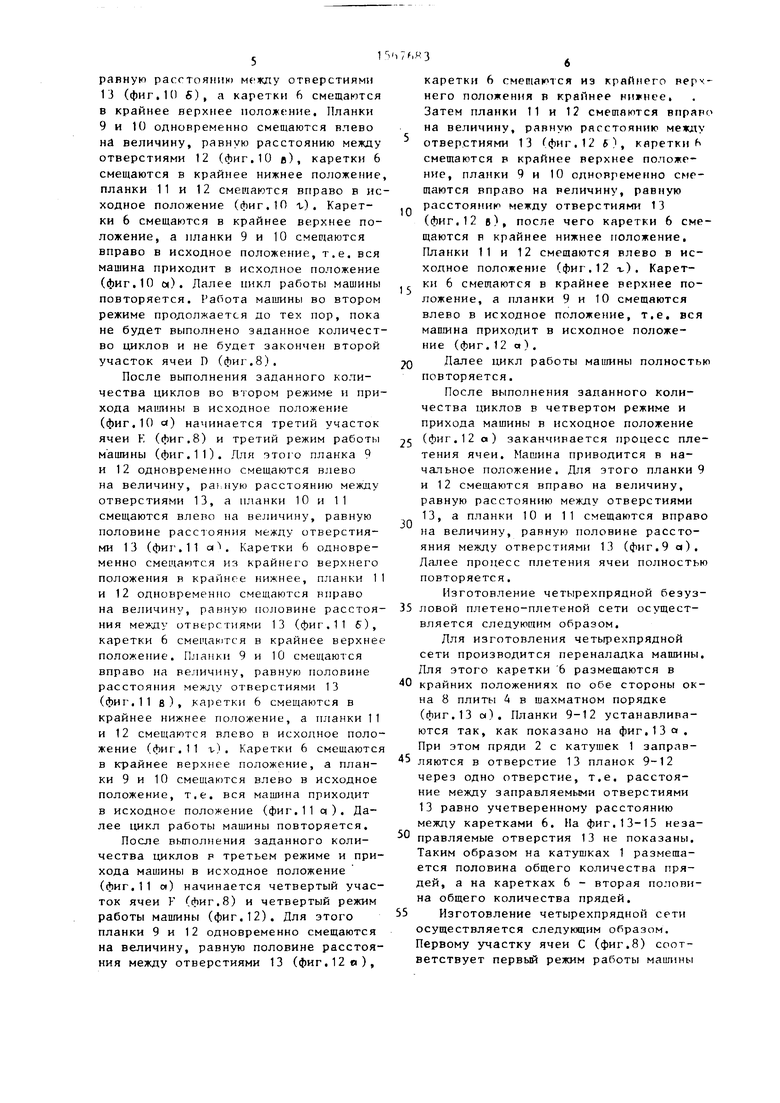
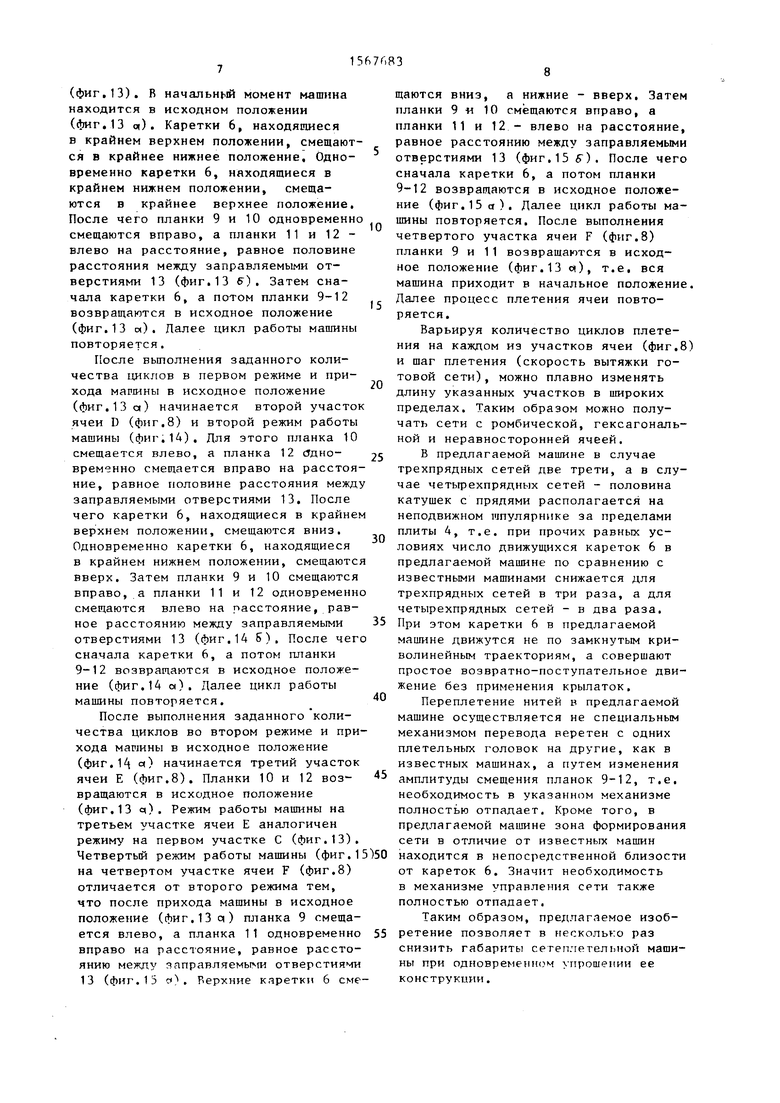
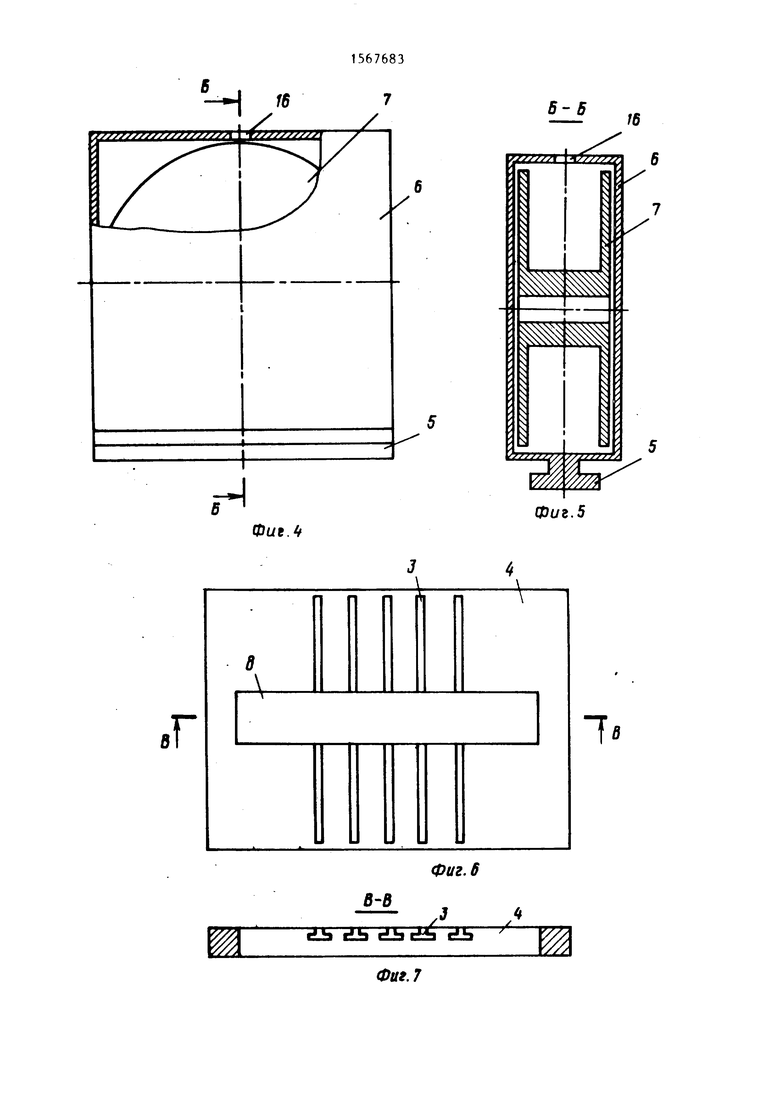
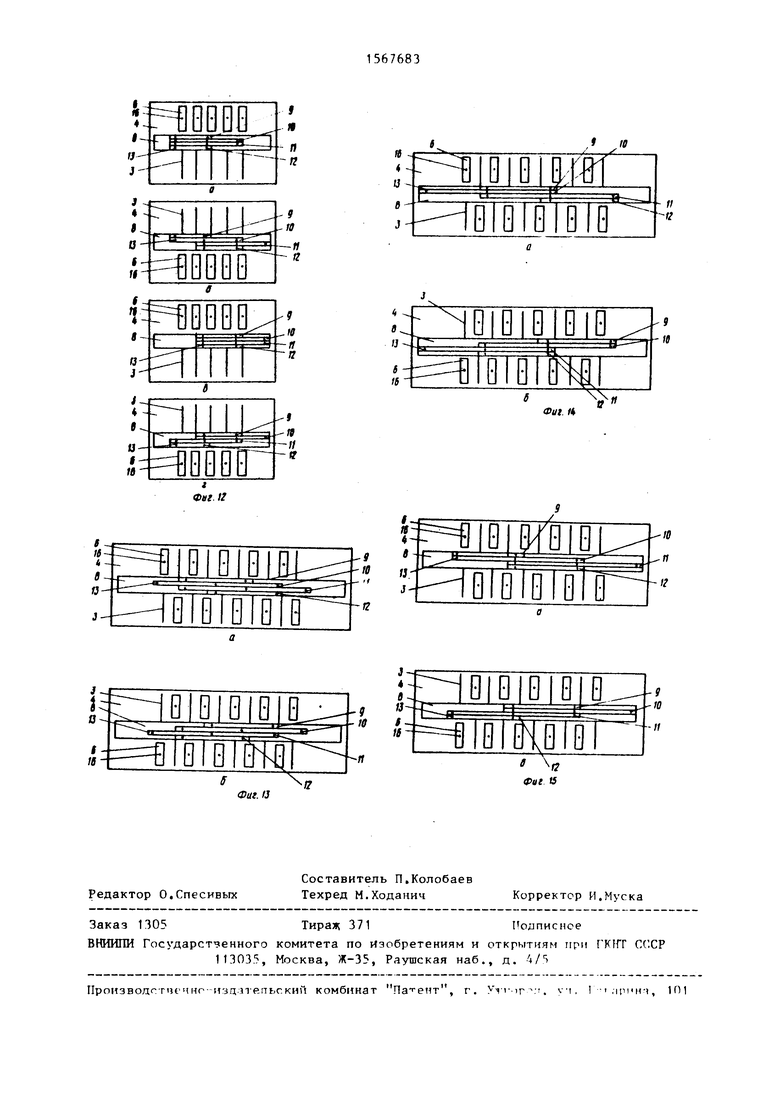
На фиг. 1.и . даны две проекции схемы общего вида машины; на фиг.З - вид А на фиг,1; на (Миг.4 - каретка с ползуном и шпулей; на фиг.З - сечение К-В на фиг.4; на фиг.6 - плита блока плетельных головок; на фиг.7 - сечение В-В на фиг.6; на фиг.8 - ячея; на фиг.9-12 - режимы работы машины при изготовлении трехпрядной сети на фиг.13-15 - режимы работы машины при изготовлении четырехпряд- ной сети.
Машина состоит из следующих частей На шпулярнике (не показан) размещаются катушки 1 с прядями 2. Количество катушек 1 - две трети от общего количества прядей. В поперечных направ- ляютих канавках 3 плиты 4 размещены ползуны 5 кареток 6 с катушками 7. Количество кареток 6 - одна треть общего количества прядей. В центральном окне 8 плиты 4 размещены четыре планки 9-12 с отверстиями 13 для проводки прядей 2 (фиг.З). Расстояние между отверстиями 13 равно удвоенному расстоянию между каретками 6. Планки 9 и 12 и планки 10 и 9 одинаковы. На планках 9 и 12 на одно отверстие 13 меньше, чем на планках 10 и 11. Планки 9-12 смонтированы с возможностью возвратно-поступательного перемещения вдоль окна 8 плиты 4 (фиг.З). Пряди 2, сматываясь с катушек 1, проходят через отверстия 13 планок 9-12, поступают на вытяжной механизм 14. Пряди 15, сматываясь с катушек 7, проходят через отверстия 16 кареток 6, поступают на вытяжной механизм 14 (фиг.1, 2). Пряди 2 и 16, сплетаясь, образуют сеть 17.
В процессе работы машины каретки 6 с катушками 7, на которых раз- мещены пряди 16, совершают вдоль канавок 3 плиты 4 возвратно-поступательные движения, занимая попеременн крайние положения. Смещение кареток вдоль канавок 3 по заданной програм- ме осуществляется посредством, например, кривошипно-шатуиного механизма (HI показан) .
0
Q ,
5
50 55 30
40
45
Каждая из планок ч-12 снабжена собственным приводом (не показан), обеспечивающим в процессе работы машины смещение планок 9-12 по заданной программе вдоль окна 8 плиты 4.
На предлагаемой машине может осуществляться изготовление двух типов безузловых плетено-плетеных сетей: трех- и четырехпрядных.
Изготовление трехирядной безузловой плетено-плетеной сети осуществляется следующим образом.
В ячее различают четыре участка С, D, Е и F (фиг.8). Каждому участку соответствует режим работы машины. Первому участку С (фиг.З) соответствует первый режим работы машины (фиг.9). В начальный момент машина находится- в исходном положении (фиг.9 а). Каретки 6 из крайнего верхнего положения одновременно по канавкам 3 плиты 4 смешаются в крайнее нижнее положение. Планки 11 и 12 одновременно вдоль окна 8 плиты 4 смещаются влево на величину, равную половине расстояния между отверстиями 13 (фиг.9 5). Каретки 6 смещаются в крайнее верхнее положение. Планки 9 и 10 смещаются влево на величину, равную половине расстояния между отверстиями 13 (фиг.9 и), после чего каретки 6 смещаются в крайнее нижнее положение. Планки 11 и 12 смещаются вправо в исходное положение (фиг.9 О. После этого каретки 6 смещаются в крайнее верхнее положение. Планки 9 и 10 смещаются вправо в исходное положение, т.е. вся машина приходит в исходное положение (фиг.9 а). Далее цикл работы машины повторяется. Работа ма- гтны в первом режиме продолжается до тех пор, пока не будет выполнено заданное количество циклов (фиг.9) и не будет закончен первый участок ячеи С (фиг.8).
После выполнения заданного количества циклов в первом режиме и прихода машины в исходное положение (фиг.9 а) начинается второй участок ячеи D (фиг.8) и второй режим работы машины (фиг.10). Для этого планки 9 и 12 одновременно смешаются вправо на величину, равную половине расстояния между отверстиями 13 (фиг.10 а), каретка 6 одновременно смещается из крайнего верхнего положения в крайнее нижнее, ппачки 11 и 12 одновременно смещаются ВПРВП HP че-пггину,
равную расстоянию между отверстиями 13 (фиг.10 5), а каретки 6 смещаются в крайнее верхнее положение. Планки 9 и 10 одновременно смещаются влево на величину, равную расстоянию между отверстиями 12 (фиг.10 в), каретки 6 смещаются в крайнее нижнее положение, планки 11 и 12 смешаются вправо в исходное положение (фиг.10 t). Каретки 6 смещаются в крайнее верхнее положение, а планки 9 и 10 смещаются вправо в исходное положение, т.е. вся машина приходит в исходное положение (фиг.10 «). Далее пикл работы машины повторяется. Работа машины во втором режиме продолжается до тех пор, пока не будет выполнено заданное количество циклов и не будет закончен второй участок ячеи Г) (фиг.8).
После выполнения заданного количества циклов во втором режиме и прихода машины в исходное положение (фиг. 10 а) начинается третий участок- ячеи К (фиг.8) и третий режим работы машины (фиг.11). Для этого планка 9 и 12 одновременно смещаются влево на величину, расстоянию между отверстиями 13, а планки 10 и 11 смещаются влево на величину, равную половине расстояния между отверстиями 13 (фиг. 11 a i. Каретки 6 одновременно смещаются из крайнего верхнего положения в крайнее нижнее, планки 11 и 12 одновременно смещаются вправо на величину, равную половине расстояния между отверстиями 13 (фиг.11 5), каретки 6 смещаются в крайнее верхнее положение. Планки 9 и 10 смещаются вправо на величину, равную половине расстояния между отверстиями 13 (фиг.11 в), каретки 6 смещаются в крайнее нижнее положение, а планки 11 и 12 смещаются влево в исходное положение (фиг.11 г). Каретки 6 смещаются в крайнее верхнее положение, а планки 9 и 10 смещаются влево в исходное положение, т.е. вся машина приходит в исходное положение (фиг.11 q). Далее цикл работы машины повторяется.
После выполнения заданного количества циклов р третьем режиме и прихода машины в исходное положение (фиг.11 я) начинается четвертый участок ячеи F (фиг.8) и четвертый режим работы машины (фиг.12). Для этого планки 9 и 12 одновременно смещаются на величину, равную половине расстояния между отверстиями 13 (фиг.12в),
0
5
0
5
0
5
0
5
0
5
каретки 6 смещаются из крайнего верхнего положения в крайнее нижнее, Затем планки 11 и 12 сметаются вправо на величину, равную расстоянию между отверстиями 13 fфиг.12 6), кареткиЬ сметаются в крайнее верхнее положение, планки 9 и 10 одновременно смещаются вправо на величину, равную расстоянию между отверстиями 13 (фиг.12 в), после чего каретки 6 смещаются в крайнее нижнее положение. Планки 11 и 12 смещаются влево в исходное положение (фиг. 12 т,). Каретки 6 сметаются в крайнее верхнее положение, а планки 9 и 10 смещаются влево в исходное положение, т.е. вся машина приходит в исходное положение (фиг.12 а).
Далее цикл работы машины полностью повторяется.
После выполнения заданного количества циклов в четвертом режиме и прихода машины в исходное положение (фиг.12 а) заканчивается процесс плетения ячеи. Машина приводится в начальное положение. Для этого планки 9 и 12 смещаются вправо на величину, равную расстоянию между отверстиями 13, а планки 10 и 11 смещаются вправо на величину, равную половине расстояния между отверстиями 13 (фиг.9 а). Далее процесс плетения ячеи полностью повторяется.
Изготовление четырехпрядной беэуз- ловой плетено-плетеной сети осуществляется следующим образом.
Для изготовления четырехпрядной сети производится переналадка машины. Для этого каретки 6 размещаются в крайних положениях по обе стороны окна 8 плиты 4 в шахматном порядке (фиг.13 а). Планки 9-12 устанавливаются так, как показано на фиг.13 а. При этом пряди 2 с катушек 1 заправляются в отверстие 13 планок 9-12 через одно отверстие, т.е. расстояние между заправляемыми отверстиями 13 равно учетверенному расстоянию между каретками 6. На фиг.13-15 незаправляемые отверстия 13 не показаны. Таким образом на катушках 1 размещается половина общего количества прядей, а на каретках 6 - вторая половина общего количества прядей.
Изготовление четырехпрядной сети осуществляется следующим образом. Первому участку ячеи С (фиг.8) соответствует первый режим работы машины
(фиг.13). В начальный момент машина находится в исходном положении (фиг.13 ц) . Каретки 6, находящиеся в крайнем верхнем положении, смещаются в крайнее нижнее положение. Одновременно каретки 6, находящиеся в крайнем нижнем положении, смещаются в крайнее верхнее положение. После чего планки 9 и 10 одновременно смещаются вправо, а планки 11 и 12 - влево на расстояние, равное половине расстояния между заправляемыми отверстиями 13 (фиг. 13 б) , Затем сначала каретки 6, а потом планки 9-12 возвращаются в исходное положение (фиг.13 и). Далее цикл работы машины повторяется.
После выполнения заданного количества циклов в первом режиме и прихода машины в исходное положение (фиг.13 с) начинается второй участок ячеи D (фиг.8) и второй режим работы машины (фиг.14). Для этого планка 10 смещается влево, а планка 12 Одновременно смещается вправо на расстояние, равное половине расстояния между заправляемыми отверстиями 13. После чего каретки 6, находящиеся в крайнем верхнем положении, смещаются вниз. Одновременно каретки 6, находящиеся в крайнем нижнем положении, смещаются вверх. Затем планки 9 и 10 смещаются вправо, а планки 11 и 12 одновременно смещаются влево на расстояние, равное расстоянию между заправляемыми отверстиями 13 (фиг.14 5). После чего сначала каретки 6, а потом планки 9-12 возвращаются в исходное положение (фиг.14 а). Далее цикл работы машины повторяется.
После выполнения заданного количества циклов во втором режиме и прихода машины в исходное положение (фиг. 14, с) начинается третий участок ячеи Е (фиг.8). Планки 10 и 12 воз вращаются в исходное положение (фиг.13 q). Режим работы машины на третьем участке ячеи Е аналогичен режиму на первом участке С (фиг.13).
10
15
20
25
30
35
40
45
щаются вниз, а нижние - вверх, Затем планки 9 « 10 смещаются вправо, а планки 11 и 12 - влево на расстояние, равное расстоянию между заправляемыми отверстиями 13 (фиг.15 6}. После чего сначала каретки 6, а потом планки 9-12 возвращаются в исходное положение (фиг.15 а). Далее цикл работы машины повторяется. После выполнения четвертого участка ячеи F (фиг.8) планки 9 и 11 возвращаются в исходное положение (фиг. 13 ), т.е. вся машина приходит в начальное положение. Далее процесс плетения ячеи повторяется.
Варьируя количество циклов плетения на каждом из участков ячеи (фиг.8) и шаг плетения (скорость вытяжки готовой сети), можно плавно изменять длину указанных участков в широких пределах. Таким образом можно получать сети с ромбической, гексагональной и неравносторонней ячеёй.
В предлагаемой машине в случае трехпрядных сетей две трети, а в случае четырехпрядных сетей - половина катушек с прядями располагается на неподвижном шпулярнике за пределами плиты 4, т.е. при прочих равных условиях число движущихся кареток 6 в предлагаемой машине по сравнению с известными машинами снижается для трехпрядных сетей в три раза, а для четырехпрядных сетей - в два раза. При этом каретки 6 в предлагаемой машине движутся не по замкнутым криволинейным траекториям, а совершают простое возвратно-поступательное движение без применения крылаток.
Переплетение нитей в предлагаемой машине осуществляется не специальным механизмом перевода веретен с одних плетельных головок на другие, как в известных машинах, а путем изменения амплитуды смещения планок 9-12, т.е. необходимость в указанном механизме полностью отпадает. Кроме того, в предлагаемой машине зона формирования сети в отличие от известных машин
Четвертый режим работы машины (фиг.15)50 находится в непосредственной близости на четвертом участке ячеи F (фиг.8) отличается от второго режима тем, что после прихода машины в исходное положение (фиг.13 ч) планка 9 смещается влево, а планка 11 одновременно 55 вправо на расстояние, равное расстоянию между заправляемыми отверстиями 13 (фиг.15 с . Верхние каретки 6 смеот кареток 6. Значит необходимость в механизме управления сети также полностью отпадает.
Таким образом, предлагаемое изобретение позволяет в несколько раз снизить габариты сегеплетельной машины при одновременном упрощении ее конструкции.
5
0
5
0
5
0
5
щаются вниз, а нижние - вверх, Затем планки 9 « 10 смещаются вправо, а планки 11 и 12 - влево на расстояние, равное расстоянию между заправляемыми отверстиями 13 (фиг.15 6}. После чего сначала каретки 6, а потом планки 9-12 возвращаются в исходное положение (фиг.15 а). Далее цикл работы машины повторяется. После выполнения четвертого участка ячеи F (фиг.8) планки 9 и 11 возвращаются в исходное положение (фиг. 13 ), т.е. вся машина приходит в начальное положение. Далее процесс плетения ячеи повторяется.
Варьируя количество циклов плетения на каждом из участков ячеи (фиг.8) и шаг плетения (скорость вытяжки готовой сети), можно плавно изменять длину указанных участков в широких пределах. Таким образом можно получать сети с ромбической, гексагональной и неравносторонней ячеёй.
В предлагаемой машине в случае трехпрядных сетей две трети, а в случае четырехпрядных сетей - половина катушек с прядями располагается на неподвижном шпулярнике за пределами плиты 4, т.е. при прочих равных условиях число движущихся кареток 6 в предлагаемой машине по сравнению с известными машинами снижается для трехпрядных сетей в три раза, а для четырехпрядных сетей - в два раза. При этом каретки 6 в предлагаемой машине движутся не по замкнутым криволинейным траекториям, а совершают простое возвратно-поступательное движение без применения крылаток.
Переплетение нитей в предлагаемой машине осуществляется не специальным механизмом перевода веретен с одних плетельных головок на другие, как в известных машинах, а путем изменения амплитуды смещения планок 9-12, т.е. необходимость в указанном механизме полностью отпадает. Кроме того, в предлагаемой машине зона формирования сети в отличие от известных машин
находится в непосредственной близости
от кареток 6. Значит необходимость в механизме управления сети также полностью отпадает.
Таким образом, предлагаемое изобретение позволяет в несколько раз снизить габариты сегеплетельной машины при одновременном упрощении ее конструкции.
Формула изобретения Машина для изготовления безуэловых плетено-плетеных сетей, содержащая каретки, на которых размешены катушки с прядями, вытяжной механизм, привод и блок плетельных головок, снабженных направляклцими канавками, в которых размещены ползуны кареток, отличающаяся тем, что, с целью уменьшения габаритов и упрощения конструкции, блок плетельных головок выполнен в виде плиты с центрапьным
прямоугольным окном, канлвки выполнены прямолинейными и расположены но обе стороны окна перпендикулярно его длинной стороне, в окне размещены четыре планки с отверстиями для проводки прядей, смонтированные с возможностью возвратно-поступательного движения в направлении, перпендикулярном направлению движения кареток, при этом одна часть катушек размещена на каретках, я другая часть - на неподвижных шпулярниках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления канатов сквозного плетения | 1985 |
|
SU1348416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ БЕЗУЗЛОВЫХ ПЛЕТЕНЫХ СЕТЕЙ | 2000 |
|
RU2179207C1 |
| ЗАМКНУТАЯ БЕЗУЗЛОВАЯ ПЛЕТЕНАЯ СЕТЬ | 2002 |
|
RU2233921C2 |
| Устройство для резки заготовок на кольца | 1990 |
|
SU1736717A1 |
| Устройство для подачи наполнителя в шнур на плетельной машине | 1979 |
|
SU861431A1 |
| КРУЧЕНАЯ НИТЬ | 1973 |
|
SU368357A1 |
| Устройство для подачи многослойного настила материала к вырубочному прессу | 1985 |
|
SU1370142A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОРСИОНЫХ ПОДВЕСОВ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ПРИБОРОВ | 2012 |
|
RU2519888C2 |
| Устройство для останова плетельной машины при обрыве нитей основы и оплетки | 1980 |
|
SU953034A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
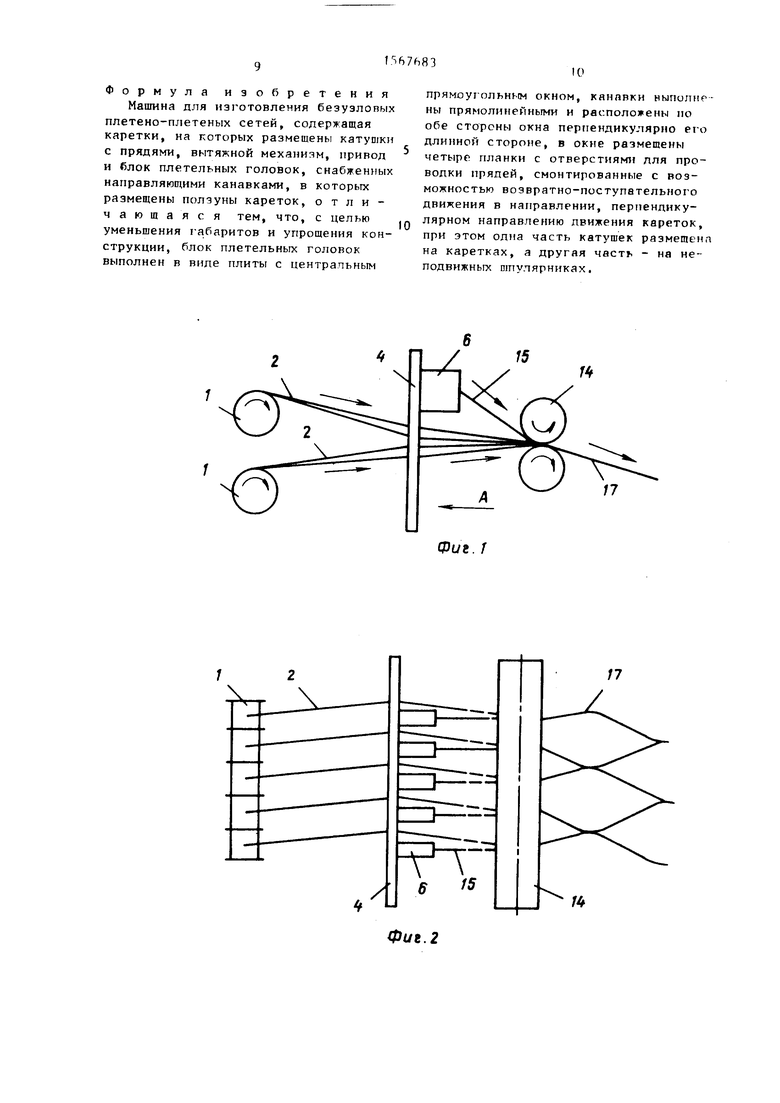

Изобретение относится к текстильному производству и позволяет уменьшить габариты и упростить конструкцию, для этого машина содержит каретки 6, вытяжной механизм, привод и блок плетельных головок (ПГ). На каретках 6 размещены катушки с прядями. ПГ снабжены направляющими канавками 3. В направляющих канавках 3 размещены ползуны кареток 6. Блок ПГ выполнен в виде плиты 4 с центральным прямоугольным окном 8. Канавки 3 выполнены прямолинейными и расположены по обе стороны окна 8 перпендикулярно его длинной стороне. В окне 8 размещены четыре планки 9,10, 11 и 12 с отверстиями 13 для проводки прядей. Планки 9, 10, 11 и 12 смонтированы с возможностью возвратно-поступательного движения в направлении, перпендикулярном направлению движения кареток 6. Часть катушек размещена на каретках 6, а часть - на неподвижных шпулярниках. 15 ил.
15
Н
Фиг. f
17
/
1Ь
фие.2
с ц q qr q
ь с
д-гпф
«L
д-гпф
9-9
9-9
J
9
i апф
/
91 hC89Z9SI
Фие.1
г
Фиг. 10
7
п
в
Zl
№
г
Фиг 9
; . «-.
. . а--I
11
12
о
Л
j
40
Я
j1 г
t . . .
ТГ
1 -. -
0веео
г
Фиг И
| Авторское гчидетельство СССР № 385459, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
