СП
С


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Устройство для резки викелей на кольца | 1986 |
|
SU1479283A1 |
| Устройство для раскроя кожевенного полуфабриката | 1989 |
|
SU1772156A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
| Устройство для резки викелей на кольца | 1990 |
|
SU1770136A1 |
| Устройство для отрезки мерных заготовок от полосового и ленточного материала,имеющего отверстия | 1979 |
|
SU871922A1 |

Использование: для производства РТИ с высокой надежностью. Сущность изобретения: механизм продольного перемещения ножей снабжен дополнительной кареткой и выполнен в виде подвижной верхней плиты и неподвижной нижней плиты с центральным пазом и с закрепленным в нем фрикционным элементом по всей ее длине, все каретки установлены между плитами, крайние каретки жестко закреплены в верхней плите, одна из них выполнена с демпфирующим устройством, при этом все каретки выполнены с тормозными камерами. При работе ножи разрезают викель на кольца, совершая возвратно-поступательное и прерывистое поперечное движение на заданный шаг. 4 з.п. ф-лы, 6 ил.
Изобретение относится к оборудованию для производства резинотехнических изделий и может быть использовано для резки викельных заготовок клиновых ремней.
Известен станок для резки викелей на кольца, содержащий направляющие с ножевой кареткой и связанный с ней механизм бесступенчатого регулирования ширины реза,
Недостатки такого станка - сложность конструкции и низкая точность регулирования ширины реза, зависящая от соотношения шага храповика к числу собачек.
Наиболее близким к изобретению по конструктивному выполнению и функциональному назначению является устройство для резки материала, содержащее рулоно- держатель, механизм резки с ножом, установленным на направляющих каретки с
возможностью продольных и поперечных перемещений, установленный на направляющих каретки упор с приводом для возврат- но-поступательного перемещения и приспособления для фиксации упора на направляющих.
Известное устройство характеризуется погрешностью в точности реза, которая зависит от инерционности при контактировании каретки с упором и установочной головкой, т.е. возвратно-поступательные перемещения упора, осуществляемые пневмоцилиндром, имеющим ограничитель хода в виде установочной головки, сопутствуют возникновению ударных нагрузок на каретку при контакте ее с торцовыми поверхностями установочной головки и упора. При этом в зависимости от давления воздуха в пневмосистеме усилие тормозных устройств может оказаться недостаточным для
XI
ioo ;(
И
jvi
фиксации каретки и упора на направляющих и они незначительно смещаются от ударных нагрузок, что приводит к погрешности при резке рулонного материала.
Цель изобретения - повышение надеж- ности в работе и расширение технологических возможностей устройства для резки викелей на кольца.
Поставленная цель достигается тем, что в устройстве механизм продольного пере- мещения снабжен дополнительной кареткой, проходящим через все три каретки штоком с упорами для взаимодействия с каретками и выполнен в виде подвижной верхней плиты и неподвижной нижней пли- ты с центральным пазом по всей ее длине, каретки механизма перемещения установлены между плитами, причем крайние каретки жестко прикреплены к верхней плите, одна из которых выполнена с демпфирую- щим устройством, а другая - в виде пневмо- цилиндра, поршень которого закреплен на штоке. Для надежности затормаживания кареток полость пневмоцилиндра соединена со своей тормозной камерой дросселирую- щим отверстием, что способствует первоначальному затормаживанию кареток и лишь затем движению штока цилиндра.
Кроме того, для плавности продольного перемещения демпфирующее устройство дополнительной каретки выполнено в виде герметичной камеры с подвижно установленным на штоке поршнем с калибровочным отверстием и втулки для взаимодействия с поршнем, перемещение которой о г- раничено гайкой-упором с возможностью регулирования. Для надежности сцепления прижимных планок тормозного устройства с нижней плитой она выполнена с закрепленным в ее пазу фрикционным элементом, а для свободного перемещения расторможенных кареток тормозное устройство снабжено пружинами сжатия для удержания прижимных планок в верхнем положении.
Для получения профильных изделий но- жедержатель снабжен дополнительными ножами, установленными неподвижно на ножедержателе под углом к основному ножу и друг к другу.
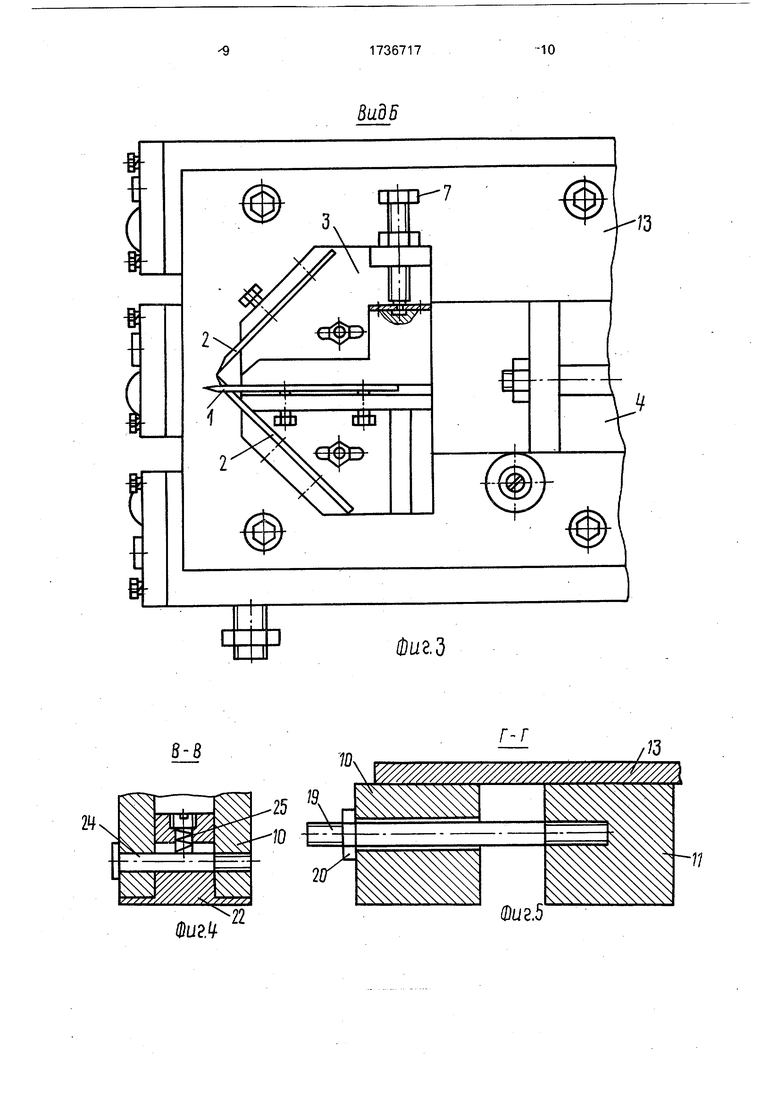
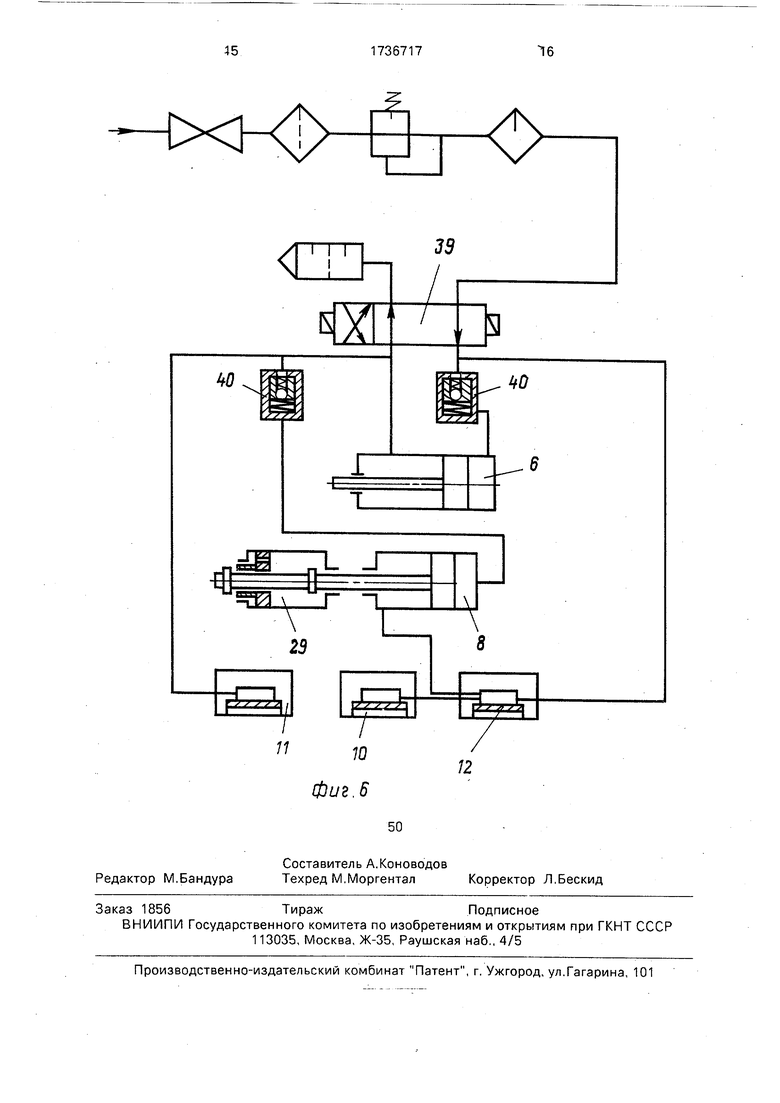
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг, 1; на фиг. 5- разрез Г-Г на фиг. 1; на фиг. 6 - пневматическая схема устрой- ства.
Устройство содержит механизм резки с ножами 1 и 2, ножедержателемЗ, кронштейном 4, направляющими 5 и силовым цилиндром 6 для поперечного перемещения
ножедержателя 3. Причем ножи 2 установлены под углом к основному ножу 1 и друг к другу, а основной нож 1 закреплен в ноже- держатель 3 с возможностью поперечного смещения относительно ножей 2 посредством винта 7.
Механизм продольного шагового перемещения ножей 1 и 2 выполнен в виде пневмоцилиндра 8 с штоком 9 и кареток 10, 11 и 12, причем две крайние каретки жестко прикреплены к верхней плите 13, на которой смонтирован механизм резки, а перемещение кареток 10, 11 и 12 осуществляется по неподвижной нижней плите 14 на опорах 15, 16 качения, смонтированных на осях 17 и 18.
Для регулирования величины шага в корпусе каретки 11 закреплены две тяги 19, которые свободно проходят в отверстиях каретки 10. На резьбовой части тяг 19 навинчены установочные гайки 20. Каретки 10, 11 и 12 снабжены тормозными устройствами в виде тормозных камер 21 и прижимных планок 22 с приводом от упругих и эластичных диафрагм 23, причем прижимные планки 22 закреплены в каретках 10, 11 и 12 винтами 24 и пружинами 25.
Каретка 12 выполнена в виде пневмоцилиндра 8, поршень 26 которого закреплен на штоке 9, причем пневмоцилиндр 8 каретки 12 соединен со своей тормозной кареткой дросселирующим отверстием а, а взаимодействие штока 9 с кареткой 11 осуществляется посредством упоров 27 и 28.
Каретка 10 выполнена с демпфирующим устройством в виде герметичной камеры 29 и подвижно установленным поршнем 30 с калибровочным отверстием б в нем и имеющим контакт с штоком 9 посредством упора 31 и втулки 32, перемещение которой ограничивается гайкой-упором 33.
Для надежности сцепления прижимных планок 22 с неподвижной нижней плитой 14 в ее пазу по всей длине закреплен фрикционный элемент 34.
На плите 13 закреплен фиксатор 35 для соединения муфтой 36 шестерни 37 с плитой 13 жестко, что необходимо для перемещения устройства винтом 38.
Подвод воздуха в цилиндры 6 и 8 и тормозные камеры 21 осуществляется через воздухораспределитель 39 и дросселя 40. Для управления воздухораспределителем 39 служат микровыключатели 41 и упоры 42.
Устройство работает следующим образом.
Резку викеля (не показан) на кольце осуществляют при последовательной возвратно-поступательной подаче цилиндром 6 узла резки с ножами 1 и 2 и поперечном
прерывистом перемещении устройства цилиндром 8. Устройство на нижней плите 14 устанавливают в исходное положение. Вращая установочные гайки 20 по резьбовой части тяг 19, устанавливают нужный размер ширины реза викеля, который равен расстоянию торца установочной гайки 20 к поверхности каретки 10. Такое же расстояние необходимо установить между ножом 1 и вершиной касания ножей 2, перемещая нож 1 винтом 7. Затем включается подача воздуха в пневмосхему и питание в электросхему, приводят во вращение викель и процесс резки осуществляется в следующей последовательности.
Воздух поступает в тормозные камеры кареток 10 и 12 и через канал а в левую полость каретки 12. Так как канал а представляет собой дросселирующее отверстие, то перемещение штока 9 произойдет позже, чем затормозятся каретки 10 и 12, Кроме того, контакт упоров 27 с кареткой 11 также происходит с определенной задержкой (для гарантии полного торможения кареток 10 и 12), так как в исходном положении между упорами 27 и поверхностью каретки 11 установлен зазор 12-15 мм. При этом происходит перемещение штоком 9 каретки 11 вправо и в конце хода этого перемещения упор посредством скользящей втулки 32 перемещает вправо поршень 30 и воздух через дросселирующее отверстие б переходит с правой полости цилиндра в левую, что способствует демпфированию каретки 11 в конце хода. Ход каретки 11 ограничивается установочными гайками 20 на тягах 19. Одновременно через дроссель 40 воздух поступает в правую полость цилиндра 6 и кроштейн 4 с узлом резки перемещается к викелю. Происходит первый рез викеля ножом 1 и профилирование заготовок ножами 2. При нажатии упором 42 на микровыключатель 41 поступает сигнал на воздухораспределитель 39 и подача воздуха переключается в тормозную камеру каретки
11,в правую полость цилиндра 6 и через дроссель 40 в правую полость цилиндра 8. При этом узел резки выводится обратно из зоны реза, каретка 11 затормаживается, а шток 9 цилиндра 8, встроенного в каретке
12,перемещается влево и после подхода упоров 28 к боковой поверхности каретки 11 происходит смещение расторможенных кареток 10 и 12 вправо на ширину реза до упора поверхности каретки 10 к боковой поверхности каретки 11. В конце хода упор 31 на штоке 9 перемещает поршень 30 влево и воздух через отверстие б переходит с левой полости в правую, что также обеспечивает демпфирование, исключая резкие
удары поверхностей кареток 10 и 12. Затем происходит обратное переключение воздуха и циклы повторяются до тех пор, пока устройство, перемещаясь по нижней плите
14, не разрежет весь викель. В конце хода устройства срабатывает конечный выключатель (не показано) и электросхема обесточивается.
Применение предлагаемого устройства
0 способствует повышению надежности работы за счет плавности хода, осуществляемого демпфером, и улучшения работы тормозных устройств, что обеспечивает стабильность шага резки викелей на кольца,
5 Кроме того, применение дополнительных ножей способствует получению профильных изделий.
Формула изобретения
поперечного движения, ножедержатель, кронштейн, направляющие и силовой цилиндр, механизм продольного шагового перемещения ножа, выполненный в виде
5 пневмоцилиндра и двух кареток с приспособлением для регулировки величины шага, состоящего из тяг с резьбовой частью и установленных на них регулировочных гаек, тормозное устройство для поочередного за0 тормаживания кареток, выполненное в виде тормозных камер и прижимных планок с приводом от упругих эластичных мембран, отличающееся тем, что, с целью повышения надежности в работе и расши5 рения технологических возможностей, механизм продольного перемещения снабжен дополнительной кареткой, проходящим через все каретки штоком с упорами для взаимодействия с каретками, и выполнен в
0 виде подвижной верхней плиты и неподвижной нижней плиты с центральным пазом по всей ее длине, каретки установлены между плитами, причем крайние каретки жестко прикреплены к верхней плите, одна из них
5 выполнена с демпфирующим устройством, а другая - в виде пневмоцилиндра, поршень которого закреплен на штоке, при этом пневмоцилиндр каретки соединен со своей тормозной камерой дросселирующим от0 верстием,
да
П 15
33
27 А-А V 28 9
,6 ,5
ч-4Г(
-I
Г
,35 Збп
а 12 8 25
11
8-8
Фиг /
Вид 6
(/шгЗ
Г-Г
-77
Фиг.5
гт г
SX
ДО
11
Т ю
фиъ.6
33
л
12
| Станок для резки викелей на кольца | 1979 |
|
SU891469A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство ударного действия | 1986 |
|
SU1377379A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
