Изобретение относится к раскройному оборудованию для обувной, кож- галантерейной и швейной промышленности и может быть использовано при подаче листовых или рулонных материалов в настиле непосредственно в рабочую зону вырубочного пресса
Цель изобретения - повышение производительности и улучшение качества процесса подачи настила.
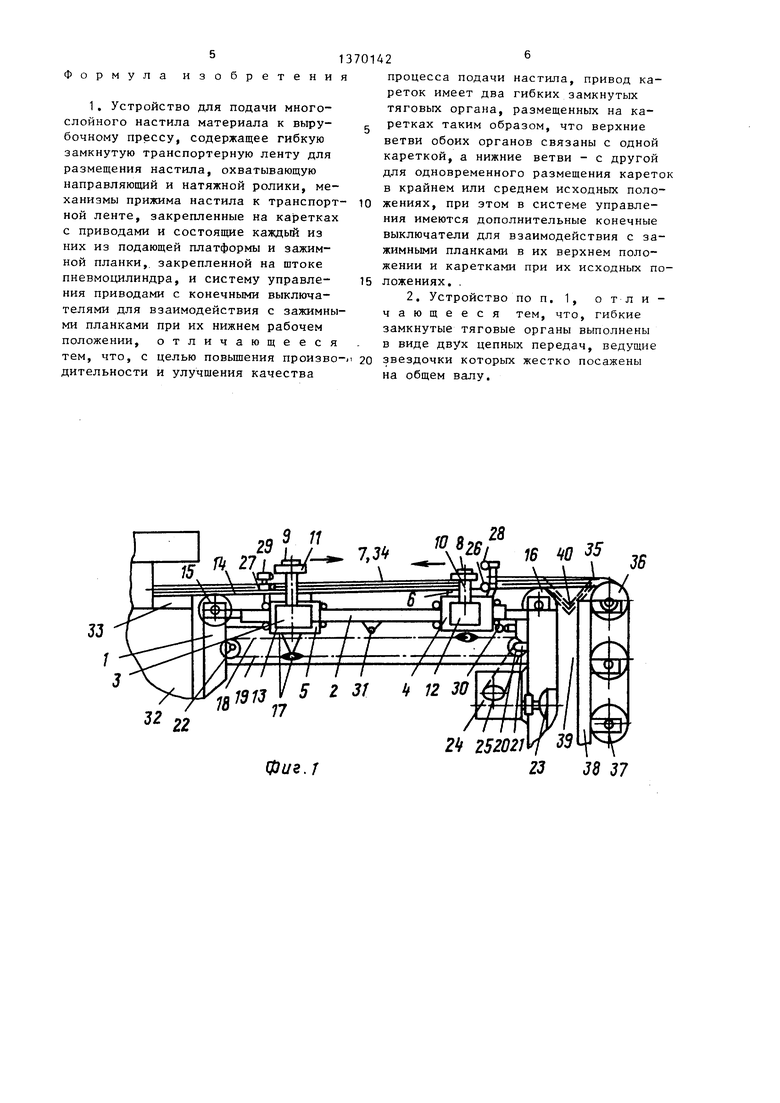
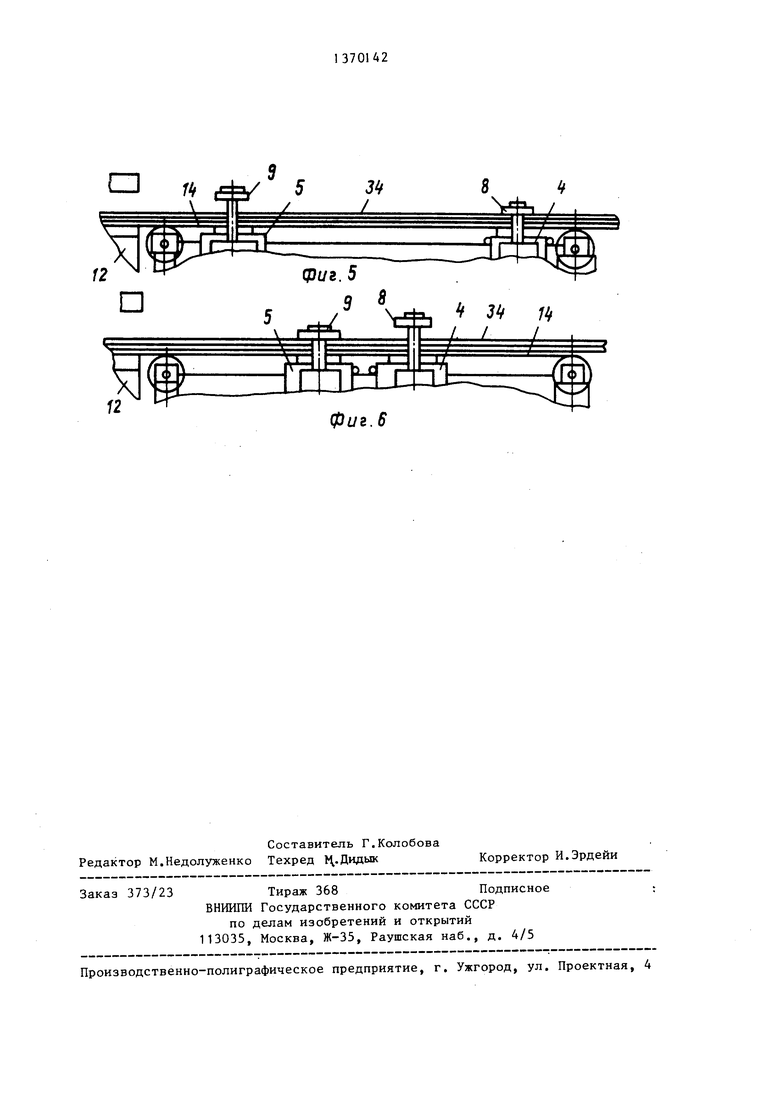
На фиг о 1 изображено устройство в момент подачи настила вперед первой кареткой и возвратного холостого хода второй кареткиJ на фиг, 2 - то же, вид сверху; на фиг. 3 - то же в момент подачи настила вперед второй кареткой и возвратного холостого хода первой каретки; на фиг. 4 - то же, в момент подачи настила назад второй кареткой и возвратного холостого хода первой каретки на фиг. 5- то же, в момент расположения кареток в крайнем исходном положении и фиксации настила зажимной планкой первой каретки; на фиг 6 - то же, в момент расположения кареток в среднем исходном положении и фиксации настила зажимной планкой второй каретки.
Устройство для подачи многослойного настила к вьфубочному прессу содержит станину 1 (фиг. 1 и 2) с направляющими 2, на которых посредство роликов 3 установлены первая 4 и вторая 5 каретки, оснащенные соответственно подающими платформами 6,7 и зажимными планками 8 и 9о Зажимные планки 8 и 9 закреплены соответственно на штоках 10 и 11 пневмоцилинд- ров 12 и 13, установленных на каретках 4 и 5. Гибкая замкнутая лента 14 огибает направляющий 15 и натяжной 16 ролики, а ее верхняя ветвь расположена на подаюш 1х платформах 6 и 7 кареток 4 и 5.
Привод каретки имеет два гибких замкнутых тяговых органа 17, размещенных по боковым сторонам кареток. и связанных своими верхними ветвями 18 с первой кареткой 4 и нижними ветвями 19 со второй кареткой 5 с возможностью одновременного размещения кареток в среднем (фиг. 6) или крайнем (фиг. 5) исходных положениях. Гибкие замкнутые тяговые органы 17 (фиг. 1 и 2) выполнены в виде двух цепных передач, ведущие звездочки 20 которых жестко посажены на общем
P
0
5
0
5
0
5
0
5
валу 21, а ведомые звездочки 22 являются натяжными. Для передачи движения на вал 21 предназначены электродвигатель 23, редуктор 24 и цепная передача 25.
Система управления устройством имеет конечные выключатели 26 и 27, взаимодействующие с планками 8 и 9 при их нижнем положении и оснащена дополнительными конечными выключателями 28-31, взаимодействующими с планками 8 и 9 при их верхнем положении и с каретками 4 и 5 при их исходных положениях.
Устройство устанавливают у вырубочного пресса 32 так, чтобы верхняя ветвь гибкой замкнутой ленты 14 была расположена на одном уровне с опорной плитой 33. Многослойный настил 34 расположен на ленте 14 и плите 33 и формируется с помощью настилочной машины из полотен 35, разматываемых из рулонов 36, размещенных посредством осей 37 в рулонодержате-- ле 38. Между рулонодержателем 38 и станиной 1 предусмотрен зазор 39 для размещения петли 40 настила при подаче его назад.
Устройство для подачи многослойного настила к вырубочному прессу работает следующим образом.
Сначала осуществляют заправку в устройство заранее приготовленного настила или заправляют последовательно полотна 35, разматывая их из рулонов 36 и укладывая на верхнюю ветвь ленты 14 под зажимную планку 8 первой каретки 4, расположенной в крайнем исходном положении (фиг. 5).
После заправки всех полотен 35 нажимают на кнопку Подача вперед, при этом сначала срабатывают с помощью пневмораспределителя пневмо- цилиндры 12 и посредством штоков 10 опускают зажимную планку 8 для закрепления настила 34 вместе с верхней ветвью ленты 14 на подающей платформе 6. В нижнем положении планка 8 взаимодействует с конечным выключателем 26, в результате чего срабатывают пневмоцилиндры 13 и с помощью штоков 11 поднимается зажимная планка 9 второй каретки 5 и в верхнем положении взаимодействует с дополнительным конечным выключателем 29, который включает привод кареток 4 и 5;, Движение от электродвигателя 23 (фиг. 1, 2) посредством
редуктора 24 и цепной передачи 25 передается валу 21 со звездочками 20 и тяговыми цепяю 17. При этом верхние ветви 18 цепей 17 передают движе ние первой каретке 4 влево, которая подает настил 34 вперед, и одновременно нижние ветви 19 цепей 17 передают движение второй каретке 5 вправо, которая совершает холостой ход назад В среднем исходном положении (фиго 5) одна из кареток (например, каретка 5) взаимодействует с дополнительным конечным выключателем 31, в результате чего сначала выключается электродвигатель 23 и каретки 4 и 5 останавливаются, затем посредством промежуточного реле и пневмораспределителя срабатывают пневмоцилиндры 13 зажимная планка 9 опускается и закрепляет настил 34 на подающей платформе 7 второй каретки 5. В нижнем положении планка 9 взаимодействует с конечным выключателем 27, в результате чего срабатывают пневмоцилиндры 12 и по-. средством штоков поднимают планку 8, которая в верхнем положении взаимодействует с дополнительным конечным выключателем 28 и тем самым включает электродвигатель 23 на реверсивное движение. При этом вторая каретка 5 (фиг. 3) движется влево и подает настил 34 вперед на плиту 33 пресса 32 и одновременно первая каретка 4 совершает возвратный холостой ход вправо В крайнем исходном положении каретка 4 взаимодействует с дополнительным конечным выключателем 30, который выключает электродвигатель 23, и каретки 4,5 останавливаются. При этом посредством промежуточного реле и воздухораспределителей сначала срабатывают пн евмоцилиндры 12, планка 8 опускается, взаимодействует с конечным выключателем 26 и закрепляет настил на платформе 6 (фиг. 5) каретки 4, а затем срабатывают пневмоцилиндры 13 и посредством
0
5
0
5
планка 9, затем поднимается планка 8, после чего включается электродвигатель 23 и вторая каретка 5 (фиг. 4) перемещаясь вправо, подает настил назад, а каретка 4 движется влево, выполняя холостой ход. При последующей подаче настила назад функции кареток 4 и 5 меняются, т.е. каретка 4 подает настил, а каретка 5 одновременно делает возвратный холостой ход Таким образом, при повторяющихся подачах настила в одну сторону холостой ход кареток не влияет на производительность процесса подачи и вырубочного пресса, при чередующихся подачах настила вперед и назад используют одну из кареток 4 и 5, которая до начала подачи занимала исходное положение, необходимое для выполнения первой подачи без холостого перемещения. При этом холостые перемещения другой каретки также не влияют на производительность, так как она не участвует в процессе подачи.
В системе управления устройством предусмотрены различные режимы его работы. Для автоматической подачи настила на заранее заданный шаг определенной величины соответственно регулируют положение дополнительного конечного выключателя, взаимодействующего с одной из кареток 4 и 5 в моg мент окончания ее перемещения на заданный шаг. С этой цепью может быть также использован конечный выключатель 31 с учетом регулирования его положения относительно кареток. При
0 шаге подачи настила, меньшем половины полного хода каретки, целесообразно выполнять несколько подач подряд одной кареткой, чтобы максимально использовать полный ее ход. При этом
g подающая каретка делает промежуточные остановы без освобождения настила ее зажимной пленкой.
Независимо от режима работы устройства соблюдается условие посто0

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для раскроя многослойного настила | 1990 |
|
SU1747368A1 |
| УСТРОЙСТВО.ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО HACTIdЛA К ВЫРУБОЧНОМУ ПРЕССУ | 1979 |
|
SU825431A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи и фиксации многослойного настила вырубочного пресса | 1983 |
|
SU1326617A1 |
| Устройство для подачи многослойного настила вырубочного пресса | 1988 |
|
SU1606418A1 |
| УСТРОЙСТВО для ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА к ВЫРУБОЧНОМУ ПРЕССУ | 1971 |
|
SU302916A1 |
| Устройство для подачи многослойного настила листового материала к вырубочному прессу | 1983 |
|
SU1121218A1 |

Изобретение относится к раскройному оборудованию для обувной, кожгалантерейной и швейной промышленности и позволяет повысить производительность и улучшить качество процесса . подачи настила о Устройство для подачи многослойного настила к вырубочному прессу, содержащее гибкую замкнутую транспортерную ленту для размещения настила и механизмы прижима настила к транспортерной ленте. Гибкая замкнутая транспортерная лента охватывает направляющий и натяжной ролики. Механизмы прижима настила к транспортерной ленте закреплены на каретках с приводами. Привод кареток имеет два гибких замкнутых тяговых органа, размещенных на каретках. Верхние ветви обоих органов связаны с одной кареткой, а нижние ветви - с другой для одновременного размещения кареток в крайнем или среднем исходных положениях. Система управления приводами имеет конечные выключатели для взаимодействия с зажимными планками в их крайних рабочих положениях и каретками при их исходных положениях. 1 з.п. ф-лы, 6 ил. « С/)
штоков 11 поднимают планку 9 в верх- CQ янной фиксации настила зажимными
нее положение. Таким образом, рабочие органы устройства занимают крайнее исходное положение и подготовлены для вьшолнения последующего рабочего цикла - подачи настила Вперед (фиг. 5).
Для подачи настила 34 назад нажимают на кнопку Подача назад, в результате чего сначала опускается
55
планками, а также исключается воз можность одновременного перемещен каждой каретки и подъема или опус ния планки, что позволяет осущест влять подачу и раскрой настила бе смещения слоев.
Регулировку усилия зажима наст ла 34 осуществляют с помощью регу лятора давления сжатого воздуха.
5
планками, а также исключается возможность одновременного перемещения каждой каретки и подъема или опускания планки, что позволяет осуществлять подачу и раскрой настила без смещения слоев.
Регулировку усилия зажима настила 34 осуществляют с помощью регулятора давления сжатого воздуха.
1, Устройство для подачи многослойного настила материала к выру- бочному прессу, содержащее гибкую замкнутую транспортерную ленту для размещения настила, охватывающую направляющий и натяжной ролики, механизмы прижима настила к транспорт- ной ленте, закрепленные на каретках с приводами и состоящие каждый из них из подающей платформы и зажимной планки,, закрепленной на штоке пневмоцилиндра, и систему управле- ния приводами с конечными выключателями для взаимодействия с зажимными планками при их нижнем рабочем положении, отличающееся тем, что, с целью повышения производительности и улучшения качества
23
3 11
а /
jj ft. UfW- V, VCb т
32
22
Фиг. Г
реток имеет два гибких замкнутых тяговых органа, размещенных на каретках таким образом, что верхние ветви обоих органов связаны с одной кареткой, а нижние ветви - с другой для одновременного размещения карето в крайнем или среднем исходных положениях, при этом в системе управления имеются дополнительные конечные выключатели для взаимодействия с зажимными планками в их верхнем положении и каретками при их исходных положениях. ,
0 В 26
28
ifQ 35
23 38 37
15- Itf
Фиг.З
Фиг.
П
фиг. 5
9 5 ф J /
L
Г2
Фиг.6
J /
L
| УСТРОЙСТВО для ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА к ВЫРУБОЧНОМУ ПРЕССУ | 0 |
|
SU302916A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
