Изобретение относится к шлифованию.
Цель изобретения повысить производительность шлифования путем обеспечения самозатачиваемости шлифовального круга.
В процессе шлифования согласуют усилие прижима круга и производительность шлифования, обеспечивая работу круга с самозатачиванием его режущей поверхности. При этом режим обработки выбирают из области, расположенной между экстремумами функции
R(P)  где R(P) режущая способность круга;
где R(P) режущая способность круга;
Δ М(Р) скорость съема металла;
Р усилие прижима круга.
Область работы круга с преобладанием самозатачивания (между экстремумами функций режущей способности) характеризует оптимальные условия работы абразивного инструмента.
Положительный эффект будет получен благодаря тому, что в указанном диапазоне обеспечивается работа круга с преобладанием самозатачивания его режущей поверхности, обеспечивающая высокую производительность обработки при одновременном экономном расходовании абразивного инструмента, так как в режиме самозатачивания практически отсутствуют затупление и осыпание зерен.
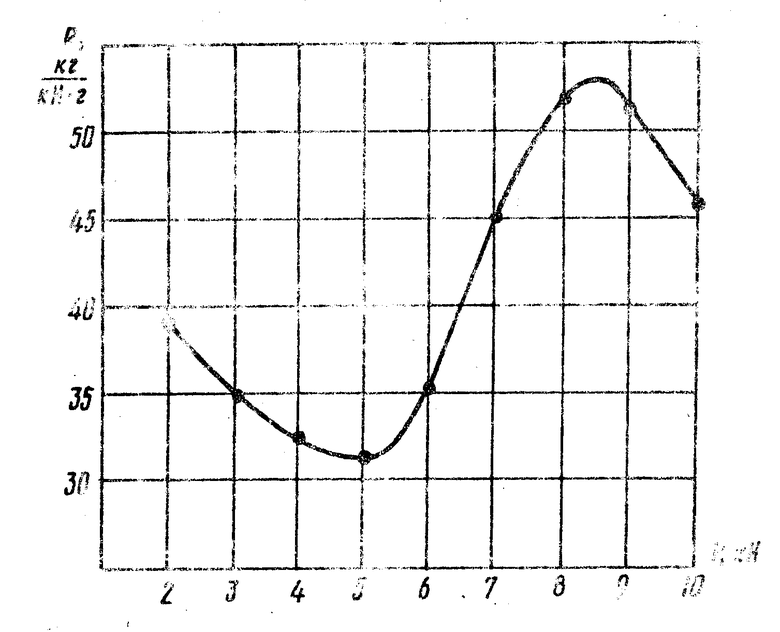
Сущность изобретения поясняется графиком функции, определяющей режим работы абразивного инструмента (см. чертеж).
По заявляемому способу в процессе обработки при обдирочном шлифовании во время серии испытаний дискретно изменяют усилие прижима круга, измеряя скорость съема металла, соответствующую каждому значению указанного усилия. По экспериментальным данным строят зависимость
R(P) 
Между экстремумами указанной функции находится область работы круга с преобладанием самозатачивания его режущей поверхности.
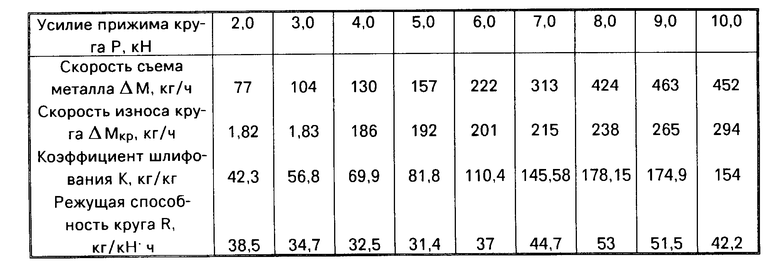
Так, например, при обработке стали 10 кп абразивным инструментом ПП 600 x 76x x305 "Norton" с рабочей скоростью 80 м/с проводилась серия испытаний при различных усилиях прижима круга. Время каждого испытания выбиралось достаточным для стабилизации условий в зоне резания. После каждого испытания производились измерения скорости съема металла, соответствующие усилиям прижима (выбранным).
Показатели процесса обдирочного шлифования приведены в таблице.
По данным измерений построен график изменения режущей способности круга при изменении его усилия прижима.
Диапазон оптимальных усилий прижима круга находится в интервале 5,5-8,5 кН. При условиях меньших 5,5 кН происходит затупление режущей поверхности зерен, что приводит к значительному снижению производительности обработки. При превышении верхней границы диапазона происходит интенсивное выкрашивание абразивных зерен, что также ведет к снижению производительности зачистки и, кроме того, к интенсивному износу абразивного инструмента.
Аналогичные испытания были проведены для абразивных кругов с различными характеристиками (размер и материал абразивных зерен, состав связующего) и на различных скоростях резания (окружные скорости 60 и 80 м/с), подтвердившие наличие характерных экстремумов функции R, которые от указанных условий могут смещаться, но всегда указывают режим самозатачивания круга.
Практическое использование предлагаемого способа определения оптимальных условий работы абразивного круга позволяет для различного инструмента в конкретных производственных условиях найти оптимальные условия эксплуатации, обеспечивающие высокую производительность при экономном расходовании абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБДИРОЧНОГО ШЛИФОВАНИЯ | 1987 |
|
SU1520770A1 |
| Способ шлифования | 1991 |
|
SU1798125A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU994237A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1346414A1 |
| Способ абразивной обработки | 1988 |
|
SU1618586A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| Инструмент для шлифования со ступенчатой рабочей поверхностью | 1990 |
|
SU1805018A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| СПОСОБ ОЧИСТКИ ЭЛЬБОРОВОГО ШЛИФОВАЛЬНОГО КРУГА | 2011 |
|
RU2490112C1 |
Изобретение относится к шлифованию. Цель изобретения - повысить производительность шлифования путем обеспечения самозатачиваемости шлифовального круга. В процессе шлифования согласуют усилие прижима и производительность шлифования, при этом режимы шлифования [R(P)] выбирают из области, расположенной между экстремумами функции:
R(P) = ΔM(P)/P
где M(P) - скорость съема металла; P - усилие прижима круга. При указанных условиях обеспечивается самозатачивание круга. 1 ил., 1 табл.
СПОСОБ ШЛИФОВАНИЯ, при котором шлифовальный круг перемещают относительно заготовки и согласуют при этом усилие прижима круга и скорость съема металла, отличающийся тем, что, с целью повышения производительности шлифования путем обеспечения самозатачиваемости круга, режимы обработки выбирают из области, лежащей между экстремумами функции,
где R(P) режущая способность круга;
ΔM(P) скорость съема металла;
P усилие прижима круга.
| Авторское свидетельство СССР N 1414083, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
