Изобретение относится к обработке металлов шлифованием и может быть применено на шлифовальных станках.
Целью изобретения является повышение производительности зачистки.
На фиг.1 дана схема действия сил резания при обдирочном шлифовании; на фиг.2 и 3 - план сил резания при встречном и попутном шлифовании:
РУ Ру1 - вертикальная составляющая, силы резания, или усилие прижима круга при встречном шлифовании (в двух положениях круга);
Pz PZ - тангенциальная составляющая силы резания, направленная в сторону Скорости вращения круга и равная 1/ЗРу При встречном шлифовании (в двух положениях круга);
Рх Рх1 - осевая составляющая силы резания, направленная в противоположную сторону скорости перемещения проката и равная 1/5Ру при встречном шлифовании (в двух положениях круга); . VB N/в1 - скорость вращения круга в двух положениях круга;
УОП Von - скорость перемещения проката в двух направлениях, соответственно;
а а1 - угол между плоскостью вращения круга и плоскостью; перпендикулярной направлению перемещения проката (угол, установки круга) в двух положениях, соответственно; ..
Рхв, .Рхп - усилие прижима круга при . встречном и.попутном шлифовании, соответственно;
рв, рл - тангенциальная составляющая силы резания при встречном и попутном шлифовании, соответственно;
Ррв,Ррп-результирующая сила резания при встречном и попутном шлифовании, соответственно;
... /3е1 - угол между вектором скорости вращения круга и вектором скорости перемещения проката при встречном шлифовании в двух положениях круга, соответственно; . /3 - то же, при попутном шлифовании.
Положительный эффект при осуществлении изобретения будет, получен за счет того, что результирующая сила резания при встречном шлифовании больше по величиСП
с
ч
ю
00
ю ел
не, чем при попутном, что способствует повышению производительности по съему металла.
Заявляемый способ шлифования может быть реализован следующим образом. Абразивный круг устанавливают под некоторым углом а к плоскости, перпендикулярной направлению перемещения проката (угол выбирается от 0 до 45°). Чем ближе значение угла о. к 45°, тем больше слой металла, снимаемого при шлифовании, и, следовательно, больше влияние встречной схемы шлифования на производительность обработки.
Абразивному кругу сообщают вращательное движение со скоростью VB и осуществляют подачу проката со скоростью V0n. При этом угол /3е между вектором VB скорости вращения круга и в.ектором V0n скорости перемещения проката является острым, что обеспечивает-встречное шлифование.
При реверсе подачи проката скорость перемещения Von направлена в противоположную сторону. Если бы круг оставался, в прежнем положении, то угол /3е между век- тором VB скорости вращения круга и векто- ром Von1 скорости перемещения проката был бы тупым, что характерно для попутного шлифования.
Г Согласно настоящему изобретению при реверсе подачи проката абразивный круг разворачивают таким образом, чтобы угол о. в его новом положении был равен углу а в его первоначальном положении. При этом угол/3 между вектором VB1 и вектором V0n1 останется острым и равным /3е, т.е. круг по- прежнему будет работать в режиме встречного шлифования.
При встречном шлифовании результирующая сила резания Ррв превышает результирующую силу резания Ррп при попутном шлифовании, которое имело бы место, если бы при реверсе перемещения проката круг остался бы в первоначальном положении. Это наглядно подтверждает преимущество настоящего изобретения, обеспечивающего постоянство встречной схемы шлифования при реверсивном перемещении проката.
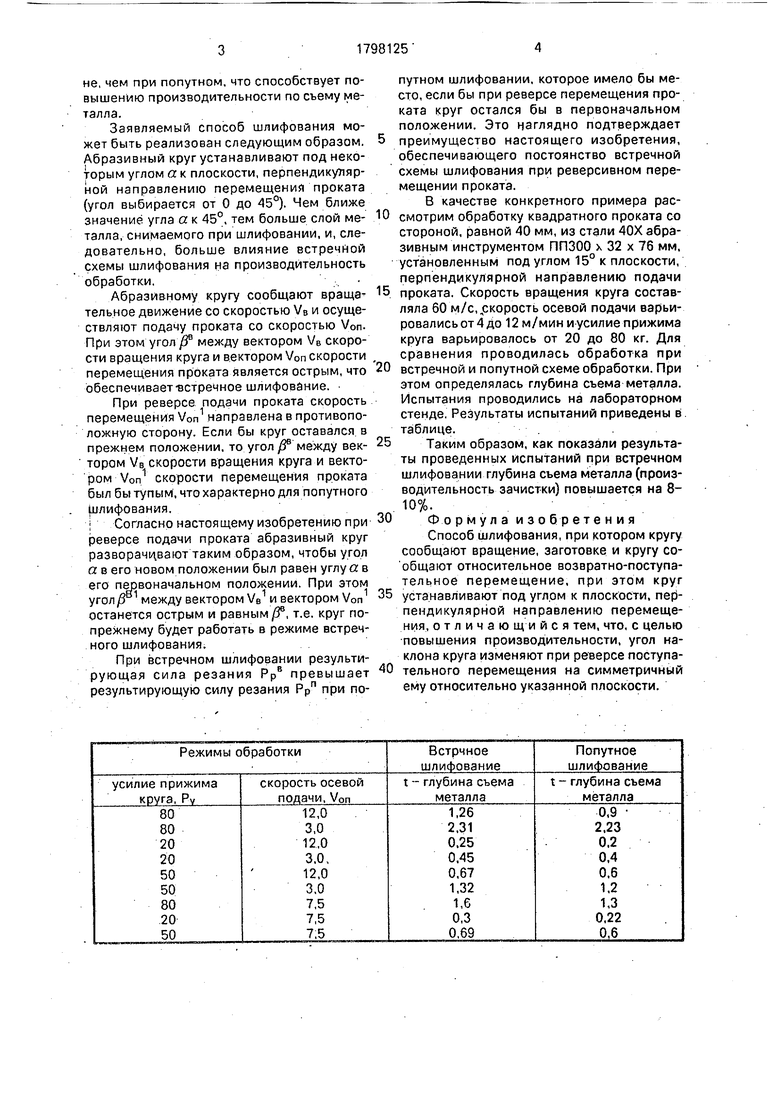
В качестве конкретного примера рас- 0 смотрим обработку квадратного проката со стороной, равной 40 мм, из стали 40Х абразивным инструментом ППЗОО х 32 х 76 мм, установленным под углом 15° к плоскости, перпендикулярной направлению подачи 5 проката. Скорость вращения круга составляла 60 м/с,,скорость осевой подачи варьировались от 4 До 12 м/мин и усилие прижима круга варьировалось от 20 до 80 кг. Для сравнения проводилась обработка при встречной и попутной схеме обработки. При этом определялась глубина съема металла. Испытания проводились на лабораторном стенде. Результаты испытаний приведены в таблице.
Таким образом, как показали результаты проведенных испытаний при встречном шлифовании глубина съема металла (производительность зачистки) повышается на 8- 10%.
Формула изобретения
Способ шлифования, при котором кругу сообщают вращение, заготовке и кругу сообщают относительное возвратно-поступательное перемещение, при этом круг устанавливают под углом к плоскости, перпендикулярной направлению перемещения, отличаю щи и с я тем, что, с целью повышения производительности, угол наклона круга изменяют при реверсе поступательного перемещения на симметричный ему относительно указанной плоскости.
0
5
0
5
0
Фаг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи СОЖ при силовом шлифовании зубчатых колес | 1984 |
|
SU1328176A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| Способ абразивной обработки | 1988 |
|
SU1618586A1 |
| СПОСОБ ОБДИРОЧНОГО ШЛИФОВАНИЯ | 1987 |
|
SU1520770A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| Способ шлифования вогнутых криволинейных поверхностей | 1990 |
|
SU1780998A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |

Использование: при обработке металлов шлифованием. Сущность изобретения: абразивному кругу сообщают вращение, а заготовке и кругу относительно возвратно- поступательное перемещение. Круг устанавливают, под углом к плоскости, перпендикулярной направлению указанного перемещения. При реверсе поступательного перемещения угол наклона круга изменяют на симметричный ему относительно вышеуказанной плоскости. 3 ил., 1 табл.
| Способ круглого шлифования с продольной подачей | 1984 |
|
SU1234163A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
