Изобретение относится к черной металлургии и может быть использовано для определения режимов обдирочного шлифования, исключающих образование шлифовочных трещин.
Целью изобретения является повышение качества проката путем предотвращения образования шлифовочных трещин.
В процессе обдирочного шлифования на поверхности металла, в зоне резания образуются температуры, близкие к температуре плавления. Известно, что стали и сплавы в области температуры солидуса имеют провал пластичности и прочности. Для деталей с различной склонностью к трещинообразованию этот интервал различен и характеризуется различной температурой начала резкого падения деформационной способности при нагреве. Вероятность образования шлифовочных трещин определяется двумя факторами: значением температурного интервала хрупкости, который определяется температурой начала резкого падения деформационной способности стали при нагреве, величиной внутренней деформации от действия внешних (усилие прижима круга) и внутренних (температурные напряжения) сил.
Исключение возможности образования шлифовочных трещин достигается за счет того, что определяемые по данному способу режимы обдирочного шлифования не приводят к нагреву поверхности до температуры резкого падения деформационной способности стали, таким образом, в металле существует определенный запас прочности, способный противостоять действию внутренних деформаций.
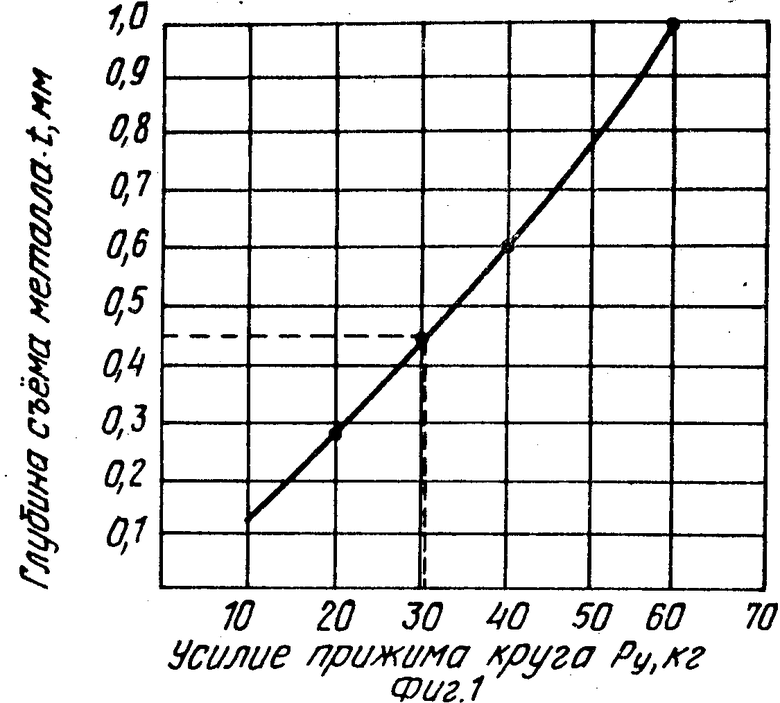
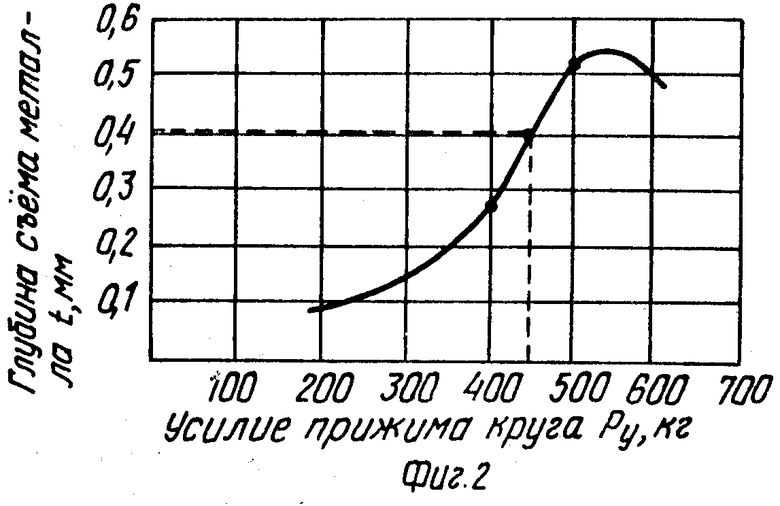
На фиг. 1 и 2 показаны графики зависимости глубины съема металла от усилия прижима круга для различных типоразмеров абразивных кругов.
По описываемому способу во время серии испытаний дискретно изменяют усилие прижима круга, измеряя при этом соответствующую каждому значению глубину съема металла. По экспериментальным данным строят зависимость t f(Ру), где t глубина съема металла; Рy усилие прижима круга.
В зависимости от глубины залегания дефектов или требуемой глубины светления по построенной зависимости выбирают усилие прижима круга.
Влияние технологических режимов шлифования на температуру поверхности (Тпов) определяется зависимостью
Тпов α˙ Р1,2y ˙V-2,5ос.под., где α коэффициент пропорциональности, зависящий от размеров абразивного инструмента и теплофизических характеристик стали;
Рy усилие прижима круга;
Vос.под. скорость осевой подачи.
При этом температура поверхности не должна превышать температуры резкого падения деформационной способности стали при нагреве (Т). Исходя из этого скорость осевой подачи заготовки принимают равной
Vос.под≥ 
В качестве конкретных примеров рассмотрим определение режимов обдирочного шлифования при обработке различным абразивным инструментом различных марок сталей, характеризующихся различной температурой начала резкого падения деформационной способности при нагреве.
П р и м е р 1. При обработке стали ЭИ 787 (ХН35ВТЮ) абразивным инструментом ПП300х40х76 мм с рабочей скоростью 60 м/с на станке АСЗС-200 проводили серию испытаний при усилиях прижима круга 20, 40, 60 кг. После каждого испытания измеряли глубину съема металла, соответствующую выбранным усилиям прижима круга. По данным измерений строили график зависимости глубины съема металла от усилия прижима круга (фиг.1).
Сутунки из данной марки стали подвергали сплошной зачистке на глубину 0,45 мм. Поэтому рабочее усилие прижима круга принимали равным 30 кг. Температура начала резкого падения деформационной способности стали ХН35ВТЮ. 980оС. Таким образом, скорость осевой подачи заготовки должна обеспечить разогрев поверхности до температур, не превышающих температуру 980оС.
Vос.под≥  = 10,6м/мин
= 10,6м/мин
Металлографические исследования образцов, обработанных на выбранных по предлагаемому способу режимах, показали, что шлифовочные трещины в поверхностном слое отсутствуют.
П р и м е р 2. Способ проверяли при обработке абразивными кругами ПП600 х80х х305 мм на станках модели SFXKP-260. Обработке подвергали заготовки из стали марки 15Х12НМФБ. Проводили серию испытаний при усилиях прижима круга 200, 400, 500 и 600 кг, при этом измеряли глубину съема металла. По данным измерений строили график зависимости глубины съема металла от усилия прижима круга (фиг.2).
Основная масса дефектов на заготовке залегает на глубине до 0,4 мм, поэтому рабочее усилие прижима круга принимали равным 450 кг. Температура начала резкого падения деформационной способности стали 15Х12НМФБ 1220оС. Скорость осевой подачи заготовки при этом должна составлять
Vос.под≥  = 28,6м/мин
= 28,6м/мин
Проведенные металлографические исследования образцов показали отсутствие шлифовочных трещин на обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1988 |
|
SU1618586A1 |
| Способ шлифования | 1991 |
|
SU1798125A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1987 |
|
SU1568395A1 |
| Способ абразивной обработки | 1982 |
|
SU1050853A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| Способ шлифования хромированных цилиндрических заготовок | 1988 |
|
SU1650390A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1346414A1 |
| Способ зачистки заготовок проката | 1987 |
|
SU1444011A2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Обдирочно-шлифовальный станок | 1981 |
|
SU1303382A1 |
Изобретение относится к черной металлургии и может быть использовано для определения режимов, исключающих возможность образования шлифовочных трещин. Цель изобретения повышенные качества проката путем предотвращения трещин. Для этого по предварительно выбранному исходному параметру проводят испытания, во время которых дискретно изменяют усилие прижима круга, измеряя соответствующую ему глубину съема металла, и по найденной зависимости между усилием прижима круга и глубиной съема металла определяют усилие прижима круга для заданной глубины шлифования. А скорость осевой подачи определяют по зависимости  где α - коэффициенты пророрциональности, равный (6-9)·103 для обработки кругами ⊘ 250-305 мм; (3,5-4,0)·103 для обработки кругами ⊘ 600 мм, кг-1,2·м2,5·мин-2,5·°C; Pу- усилие прижима круга, кг; Т температура резкого падения деформационной способности стали при нагреве, °С. 2 ил.
где α - коэффициенты пророрциональности, равный (6-9)·103 для обработки кругами ⊘ 250-305 мм; (3,5-4,0)·103 для обработки кругами ⊘ 600 мм, кг-1,2·м2,5·мин-2,5·°C; Pу- усилие прижима круга, кг; Т температура резкого падения деформационной способности стали при нагреве, °С. 2 ил.
СПОСОБ ОБДИРОЧНОГО ШЛИФОВАНИЯ, при котором прокату сообщают осевое поступательное перемещение относительно вращающегося абразивного круга, к которму прикладывают усилие прижима, отличающийся тем, что, с целью повышения качества проката путем предотвращения образования шлифовочных трещин, скорость осевого перемещения выбирают по формуле
где α коэффициент пропорциональности, равный (6,0-9,0)·103 для обработки кругами ⊘ 250-350 мм; (3,5-4,0)·103 для обработки кругами o 600 мм, кг-1,2·м2,5· мин-2,5·oС;
Pу усилие прижима круга, кг;
T температура резкого падения деформационной способности стали при нагреве, oС;
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
