Изобретение относится к области машиностроения, в частности к производству зубообрабатывающих станков.
Цель изобретения - повышение производительности за счет автоматизации стан- ка при переходе на долбление прямозуб- ных, косозубых колес и колес с коническим зубом.
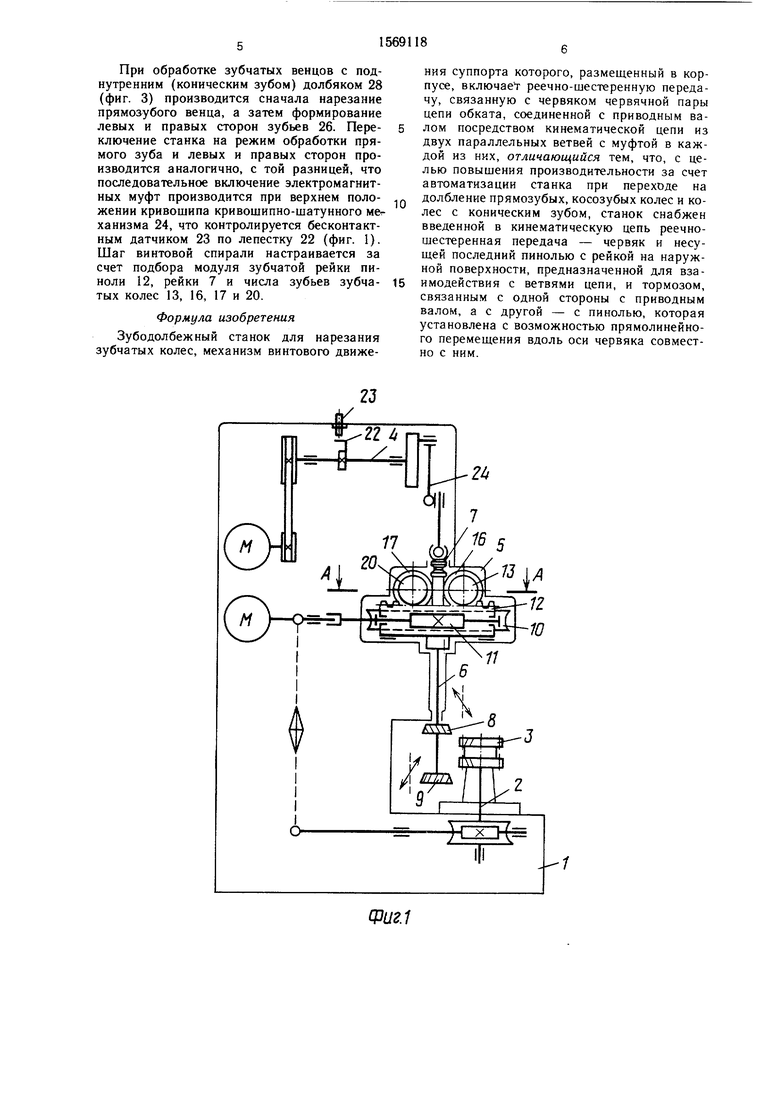
На фиг. 1 схематично представлен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - условная развертка зубчатого венца и долбяка.
Станок содержит станину 1, в которой установлен шпиндель изделия 2 с обрабатываемой деталью 3, а также приводной вал 4 и корпус суппорта 5. В корпусе суппорта установлен шпиндель инструмента 6, на котором с одной стороны имеется кольцевая рейка 7, а с другой установлены дол- бяки 8 и 9, имеющие разные углы накло- на винтовой линии зубьев.
В корпусе суппорта 5 установлено червячное колесо 10, с которым закрепляется червяк 11, размещенный в пиноли 12, последняя в верхней части имеет зубчатую рейку, с которой зацепляется зубчатое коле- со 13. Последнее установлено на валу 14 (фиг. 2) и посредством электромагнитной зубчатой муфты 15 соединяется с зубчатым колесом 16, которое входит в зацепление с кольцевой зубчатой рейкой 7. С другой стороны зубчатой рейки 7 зацепляет- ся зубчатое колесо 17, установленной на валу 18, и посредством электромагнитной зубчатой муфты 19 соединяется с зубчатым колесом 20, входящим в зацепление с зубчатой рейкой пиноли 12. В корпусе суппорта 5 установлен также гидравлический тор- моз 21, воздействующий на пиноль 12. Шпиндели инструмента 6 и изделия 2 соединены кинематической цепью деления, приводимой в движение отдельным электродвигателем.
На приводном валу 4 установлен лепесток 22, который в верхнем положении кривошипа приводного вала может взаимодействовать с бесконтактным датчиком 23. Приводной вал 4 кинематически связан со шпинделем инструмента 6 посредством кри- вошипно-шатунного механизма 24.
На условной развертке зубчатого венца обрабатываемой детали 25 с поднутренным (коническим) зубом 26 боковые стороны последнего выполнены в виде спиралей про
тивоположных направлении с небольшим углом наклона а (фиг. 3).
Задние углы по эвольвентной поверхности зуба 27 долбяка 28 выполнены несколько большими углов наклона винтовых поверхностей а, на детали 25.
Станок может работать в режиме нарезания прямозубных колес и колес с правыми и левыми направлениями винтовых спиралей зубьев.
При обработке прямозубных зубчатых колес включается тормоз 21 (фиг. 2) и стопорит пиноль 12 от перемещения в осевом направлении. Электромагнитные муфты 15 и 19 отключаются. Включается вращение приводного вала 4, который через кривошипно- шатунный механизм 24 сообщает шпинделю инструмента 6 возвратно-поступательное перемещение. При этом от кольцевой рейки 7 зубчатые колеса 16 и 17 приводятся во вращение, но в связи с тем, что электромагнитные муфты 15 и 19 отключены, вращение колес 16 и 17 происходит вхолостую (движение на зубчатую рейку пиноли 12 не передается).
Одновременно с включением главного привода включается привод цепи деления (движение обката), привод врезания (не показан) и производится нарезание прямозубого колеса.
В случае перевода станка в режим нарезания зубчатого косозубого венца с правым направлением винтовой спирали, например верхнего венца детали 3 (фиг. 1), тормоз 21 (фиг. 2) отключается и включается электромагнитная муфта 15. При этом кольцевая рейка 7, перемещаясь совместно со шпинделем инструмента 6, приводит во вращение зубчатое колесо 16, которое через включенную электромагнитную муфту 15 передает вращение зубчатому колесу 13, сообщающему пиноли 12 движение вдоль оси, и через червяк 11 производит дополнительный проворот червячного колеса 10, шпинделя и долбяка 8.
Сочетание вертикального движения с про- воротом заставляет перемещаться долбяк 8 по винтовой траектории с левым направлением винтовой спирали, в результате чего на верхнем венце детали 3 образуется зубчатая нарезка с правым направлением спирали.
В случае перевода станка в режим нарезания зубчатого косозубого венца с левым направлением винтовой спирали, например нижнего венца детали 3, электромагнитная муфта 15 отключается, включается тормоз 21, производится изменение зоны обработки, т. е. шпиндель инструмента с долбяком 9 перемещается вверх к нижнему венцу (устройство изменения зоны обработки на схеме не показано), после чего тормоз 21 отпускается и включается электромагнитная муфта 19.
Теперь при возвратно-поступательном перемещен-ш шпинделя движение от кольцевой рейки 7 через зубчатое колесо 17, элект ромагнитную муфту 19, зубчатое колесо 20 передается пиноли 12, и дальше посредством червяка 11, червячного колеса 10, - шпинделю и долбяку 9. Долбяком 9 с правым направлением винтовой спирали производится нарезание нижнего венца детали 3 с левым направлением зубьев.
При обработке зубчатых венцов с под- нутренним (коническим зубом) долбяком 28 (фиг. 3) производится сначала нарезание прямозубого венца, а затем формирование левых и правых сторон зубьев 26. Пере- ключение станка на режим обработки прямого зуба и левых и правых сторон производится аналогично, с той разницей, что последовательное включение электромагнитных муфт производится при верхнем положении кривошипа кривошипно-шатунного м& ханизма 24, что контролируется бесконтактным датчиком 23 по лепестку 22 (фиг. 1). Шаг винтовой спирали настраивается за счет подбора модуля зубчатой рейки пи- ноли 12, рейки 7 и числа зубьев зубча- тых колес 13, 16, 17 и 20.
Формула изобретения
Зубодолбежный станок для нарезания зубчатых колес, механизм винтового движе0
5
ния суппорта которого, размещенный в корпусе, включает реечно-шестеренную передачу, связанную с червяком червячной пары цепи обката, соединенной с приводным валом посредством кинематической цепи из двух параллельных ветвей с муфтой в каждой из них, отличающийся тем, что, с целью повышения производительности за счет автоматизации станка при переходе на долбление прямозубых, косозубых колес и колес с коническим зубом, станок снабжен введенной в кинематическую цепь реечно- шестеренная передача - червяк и несущей последний пинолью с рейкой на наружной поверхности, предназначенной для взаимодействия с ветвями цепи, и тормозом, связанным с одной стороны с приводным валом, а с другой - с пинолью, которая установлена с возможностью прямолинейного перемещения вдоль оси червяка совместно с ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство для винтового движения штосселя зубодолбежного станка | 1990 |
|
SU1763111A1 |
| Зубодолбежный станок | 1991 |
|
SU1779492A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Зубодолбежный станок | 1986 |
|
SU1437165A1 |

Изобретение относится к машиностроению, в частности к производству зубообрабатывающих станков. Цель изобретения - повышение производительности за счет автоматизации станка при переходе на долбление прямозубых, косозубых колес и колес с протуберанцем. Станок содержит механизм винтового движения шпинделя инструмента, выполненный в виде кольцевой рейки 7, которая зацепляется с зубчатыми колесами 17 и 16, установленными на валах 18 и 14 и посредством электромагнитных муфт 19 и 15 соединенными с колесами 20 и 13. Последние находятся в зацеплении с зубчатой рейкой пиноли 12, в которой установлен червяк 11, зацепляющийся с червячным колесом делительной пары шпинделя инструмента. По циклу обработки с пинолью 12 может взаимодействовать тормоз 21, работа которого увязывается с положением приводного вала. При обработке прямозубых зубчатых колес пиноль 12 стопорится тормозом 21, электромагнитные муфты 19 и 15 отключаются, колеса 17 и 16 вращаются вхолостую. В случае нарезания зубчатого колеса с винтовой зубчатой спиралью тормоз 21 отключается и включается одна из электромагнитных муфт 19 или 15. Тогда через зубчатые колеса 17 или 16, 20 или 13 пиноль 12 червяку 11 сообщается дополнительное осевое перемещение, которое поворачивает червячное колесо, и в сочетании с движением обката и вертикальным перемещением шпинделя инструмента задает долбяку винтовое движение. В зависимости от того, какая из муфт включена, долбяку задается левое при правое направление винтовой спирали. Шаг винтовой спирали настраивается за счет подбора чисел зубьев зубчатых колес 13, 16, 17, 20 и модуля зубчатых реек 7 и пиноли 12. 3 ил.
Фиг.1
Фиг.З
| Зубодолбежный станок для нарезания цилиндрических косозубых колес | 1973 |
|
SU878456A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
