Изобретение отиосйтся к станкостроению, а именно к холодной обработке материалов резанием, и мо жет быть использовано на всех машиностроительных предприятиях, применяющих смазочно-охлажданяцие жидкост (СОЖ) при 1влифо.вании профилированными по радиусу абразивн1Л ш кругами (например, дорожек качения ша икошс подшипников). Известны устройства для подачи СШ при шлифовании различшлми споco6ai ei - папином, напорной струей, струйно-напорным, внезонным, контак ным, гидроаэродинамическим, через поры шлифовального круга и др. К числу наиболее простых и эффек тивных относятся устройства для подачи СОЖ гидроаэродинамическим способом, при котором подаваемая СОЖ динамически активируется за счет пограничных воздушных потоков около круга О. Наиболее близким к предпагаёмому по достигаемому эффекту является устройство для подачи СОЖ гидроазродинамическим способом, которое состоит из охватывающего периферийную поверхность круга козьфька, конец которого (колено) загиут (образуя с поверхностью fcpyra гидроаэродинамический клин) в сторону шпифовального круга. СОЖ дксжется по внутренней поверхности козырька, разгоняясь под воздействием воздушных потоков до большой скорости, и в месте изгиба козырька (колена) направляется на круг и с силой ударяется в него. Эффективность действия СОЖ в этом устройстве в основном определяется величиной угла гндаоаэродагнамического клина угол между касательной к рабочей поверхности круга в точке касания последней с козырьком и поверхиостыо самого козырька в плоскости, перпендикулярной оси вращения круга. Для
круга прямого профиля на всей его высоте угол постоянен, что обеспечивает стабильный гидравлический клин и равномерное распределение ССЖ по всей рабочей поверхности круга 2}.
Однако применение этого устройства при шлифовании профилированными по радиусу абразивными кругами не дает эффекта из-эа отсутствия постоянного угла гидроаэродинамического клина по всей рабочей поверхности шлифовального круга (в геометрическом смысле: угол между касательной к внешней поверхности тора, каковой является рабочая поверхность круга, и секущей его плоскостью непостоянен)
) изобретения - повышение качества обрабатываемой поверхности при шлифовании профилированными по радиусу абразивными кругами.
Указанная цель достигается тем, что в гидроаэродинамическом сопле, имеющем козырек, охватывающий рабочую поверхность круга, и колено, последнее выполнено в виде поверхности усеченного конуса, ось которого располагается в плоскости, перпендикулярной оси вращения круга и является касательной оси рабочей поверхности круга (к оси тора).
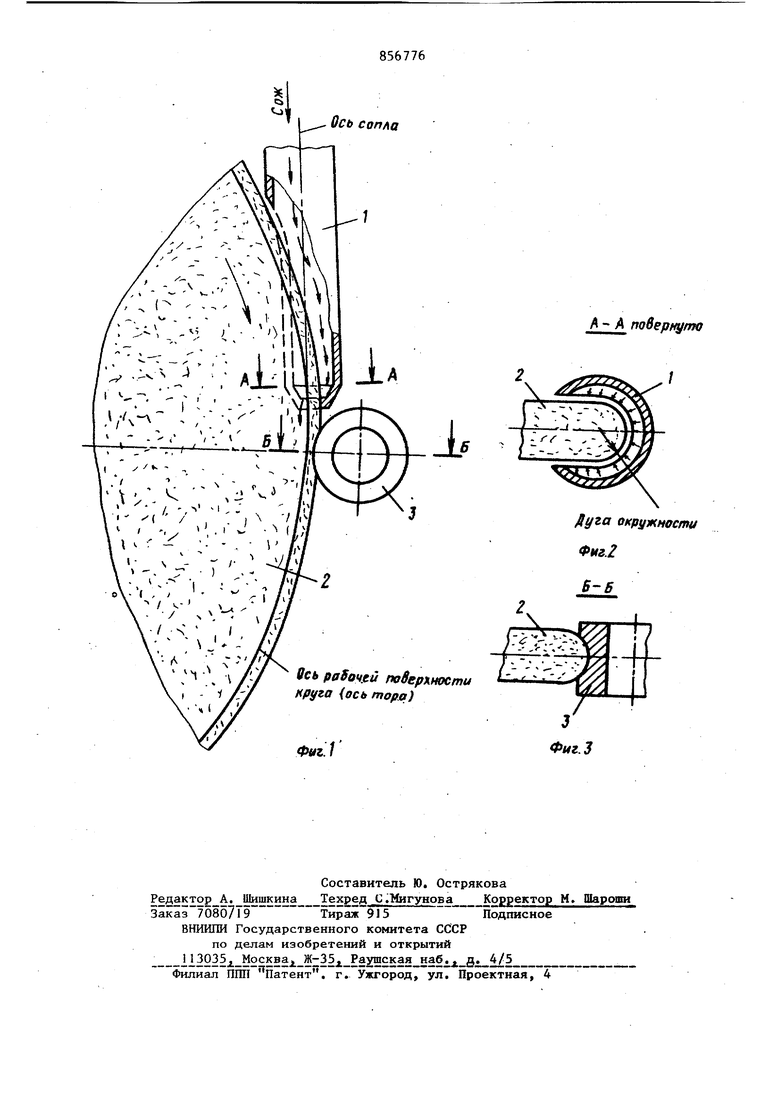
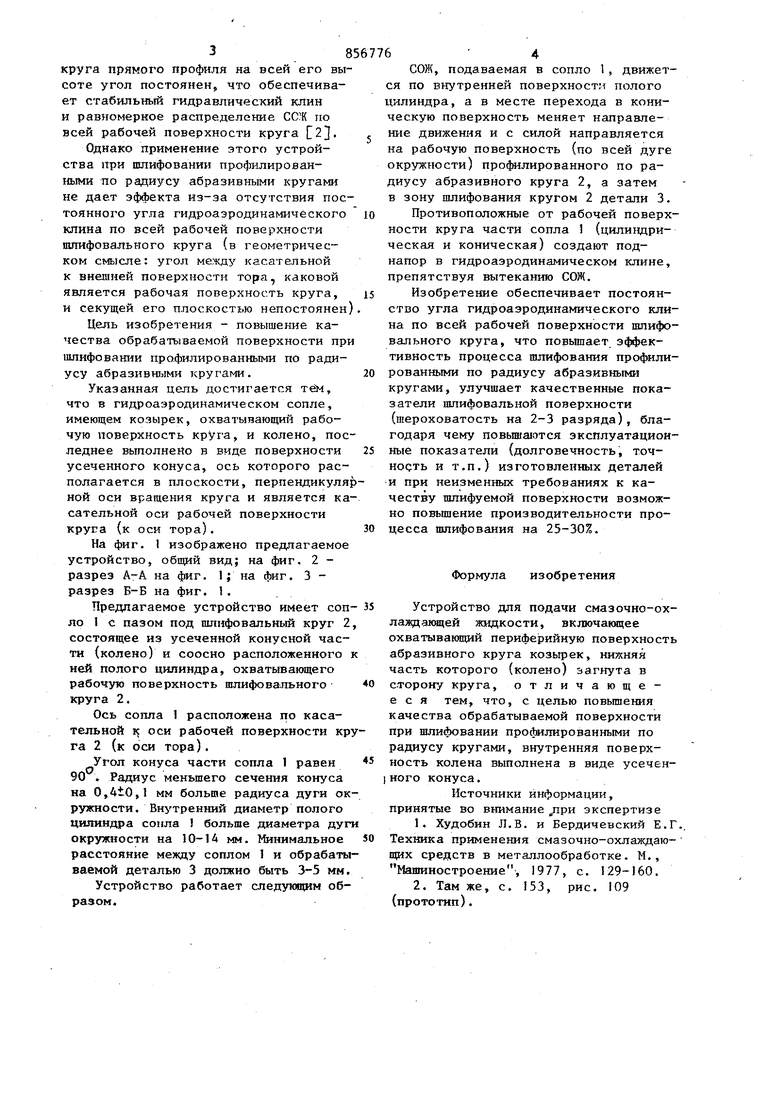
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Предлагаемое устройство имеет сопло 1 с пазом под шлифовальный круг 2 состоящее из усеченной конусной части (колено) и соосно расположенного к ней полого цилиндра, охватывающего рабочую поверхность шлифовального круга 2.
Ось сопла 1 расположена по касательной к оси рабочей поверхности круга 2 (к оси тора).
Угол конуса части сопла 1 равен 90 . Радиус меньшего сечения конуса на 0,410,1 мм больше радиуса дуги окружности. Внутренний диаметр полого цилиндра сопла больше диаметра дуг окрушюсти на 10-14 мм. Минимальное расстояние между соплом 1 и обрабатываемой деталью 3 должно быть 3-5 мм. Устройство работает следующим образом.
СОЖ, подаваемая в сопло 1, движется по внутренней поверхности полого цилиндра, а в месте перехода в коническую поверхность меняет направление движения и с силой направляется на рабочую поверхность (по всей дуге окружности) про лированного по радиусу абразивного круга 2, а затем в зону шлифования кругом 2 детали 3.
Противоположньш от рабочей поверхности круга части сопла 1 (цили1щрическая и коническая) создают поднапор в гидроаэродинамическом клине, препятствуя вытеканию СОЖ.
Изобретение обеспечивает постоянство угла гидроаэродинамического клина по всей рабочей поверхности шлифовального круга, что повышает эффективность процесса шлифования профилированными по радиусу абразивными кругами, улучшает качественные показатели шлифовальной поверхности (шероховатость на 2-3 разряда), благодаря чему повьш1аются эксплуатационные показатели (долговечность, точность и т.п.) изготовленных деталей и при неизменных требованиях к качеству шлифуемой поверхности возможно повышение производительности процесса шлифования на 25-30%.
Формула изобретения
Устройство для подачи смазочно-охлаждакщей жидкости, включакмцее охватываюш 1й периферийную поверхность абразивного круга козырек, нижняя часть которого (колено) загнута в сторону круга, отличающееся тем, что, с целью повьш1ения качества обрабатываемой поверхности при шлифовании профилированными по радиусу кругами, внутренняя поверхность колена выполнена в виде, усечен1ного конуса.
Источники информации, принятые во внимание /три экспертизе
1.Худобин Л.В. и Бердичевский Е.Г Техника применения смазочио-охлаждающих средств в металлообработке. М., Машиностроение, 1977, с. 129-160.
2.Там же, с. 153, рис. 109 (прототип).
Ось сопла
Ось ftfffovfu поверхности хруга {ось торд)
Ф«г.1
ft- А повернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования | 1981 |
|
SU1013242A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1985 |
|
SU1261775A1 |
| Устройство для подвода смазочно-охлаждающей жидкости к профильному шлифовальному кругу | 1986 |
|
SU1425063A1 |
| Устройство для подачи смазочноохлаждающих жидкостей | 1977 |
|
SU664828A1 |
| Стенд для испытаний технологических свойств смазочно-охлаждающих жидкостей /СОЖ/ | 1980 |
|
SU921827A1 |
| Способ охлаждения при шлифовании | 1965 |
|
SU1042977A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |