Фиг1
315
Изобретение относится к измерительной технике, в частности к контролю размеров образца после испытания на растяжение.
Целью изобретения является повышение производительности контроля.
На фиг. 1 представлено предлагавмое устройство, общий вид; на фиг. 2- то же, вид сверху.
Устройство содержит основание 1, каретку 2, установленную на основании с возможностью возвратно-поступательного перемещения, и каретку 3, установленную на каретке 2 с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном перемещению каретки 2. На каретке 3 установлены стойки 4 и 5 с соответствующими кронштейнами 6 и 7. В кронштейне 6 закреплен датчик 8 линейных перемещений с измерительным наконечником 9, соосно которому в кронштейне 7 закреплен другой датчик 10 с измерительным наконечником 11. Между датчиками 8 и 10 размещен измерительный элемент, выполненный в виде прямоугольной рамки 12 с закрепленными на ее внутренних сторонах щупом-иглой 13 и ножевидным щупом 14, расположенным соосно датчикам и направленными навстречу друг другу, закрепленных жестко на кронштейне 6 двух направляющих колонок 15, на которых размещена рамка 12 с возможностью возвратно-поступательного перемещения. Рамка 12 подпружинена в двух направлениях пружинами 16 и 17 и одной из внешних сторон постоянно контактирует с измерительным наконечником 9 датчика 8, установленным в среднем положении относительно его рабочего хода. Для крепления испытуемого образца и его вращения вокруг своей оси имеется шпиндель 18. Каретки 2 и 3 имеют приводы перемещения, а шпиндель 18 - привод вращения (не показаны). Датчики 8 и 10 и приводы электрически связаны с блоком управления (не показан).
Устройство работает следующим образом.
После разрушения испытуемого цилиндрического образца при его растяжении, например на разрывной машине одну часть образца 19 крепят в шпинделе 18. Перемещают каретку 3 и устанавливают наконечник 11 датчика 10 против торца головки образца 19, а
0
5
0
5
0
5
0
5
перемещением каретки 2 подводят наконечник 11 до касания его с торцом головки образца 19. В момент касания наконечника 11 перемещение каретки 2 прекращается и сигнал от датчика 10 передается в блок управления, а положение каретки относительно шпинделя 18 с образцом 19 принимается за нулевую точку отсчета размеров. Затем поочередным перемещением кареток 2 и 3 рамку 12 подводят к образцу до упора щупом-иглой 13 в цилиндрическую часть образца 19, после чего включают привод вращения шпинделя 18 и привод перемещения каретки 2, осуществляя этим сканирование шупа-иглы 13 по поверхности образца 19 в продольном направлении от шпинделя 18 до встречи щупа-иглы,13vc меткой, которую в виде небольшой лунки наносят на цилцндри- ческую поверхность образца 19 до начала испытания. По попадании шупа- иглы на метку датчик 10 выдает сигнал на выключение привода каретки 2 и привода шпинделя 18 и одновременно фиксирует размер от головки образца до метки. После этого перемещают каретку 3 до контакта щупа 14 с цилиндрической частью образца 19, а затем вновь включают привод перемещения каретки 2, обеспечивая этим сканирование щупа 14 по поверхности образца 19 также в направлении от шпинделя 18, при этом датчик 8 фиксирует профилограмму образца в продольном направлении.
Надежный контакт щупов 13 и 14 с поверхностью оСразца 19 обеспечивается за счет подпружинивания рамки 12 пружинами 16 и 17. Затем шпиндель 18 с закрепленным в нем образцом 19 поворачивают вокруг оси, например, на 90 и знало ично снимают новую профилограмму. После снятия ряда про- филограмм образец 19 вынимают из шпинделя 18 и переходят к измерению второй частя разрушенного образца. По нескольким профилограммам определяют место и размер наименьшего сужения образца и деляют вывод о свойствах материала, из которого изготовлен образец.
Предлагаемое устройство позволяв производить обмер образца в несколь ких сечениях без переналадок, чем обеспечивается повышение производительности контропя.
515
Форму л а изобретения
Устройство для контроля размеров образца после испытания на растяжение, содержащее основание, две каретт ки, смонтированные на основании с „ возможностью перемещения во взаимно перпендикулярных направлениях, датчик линейных перемещений, установленный на одной из кареток, и измерительный элемент, кинематически связанный с датчиком, отличаю- щ е е с„я тем, что, с целью повышения производительности контроля, оно снабжено шпинделем, предназначенным для крепления и вращения контролируемого образца, вторым датчиком ли
10
5
206
нейных перемещений, предназначенным для фиксации начала отсчета контролируемых размеров и установленным на той же каретке соосно с первым датчиком, а измерительный элемент выполнен в виде размещенной между датчиками прямоугольной рамки с закрепленными на ее внутренних сторонах двумя измерительными щупами, направленными навстречу друг другу и расположенными соосно с датчиками, и жестко связанных с корпусом первого датчика двух направляющих колонок для установки на них рамки с возможностью перемещения вдоль оси датчиков.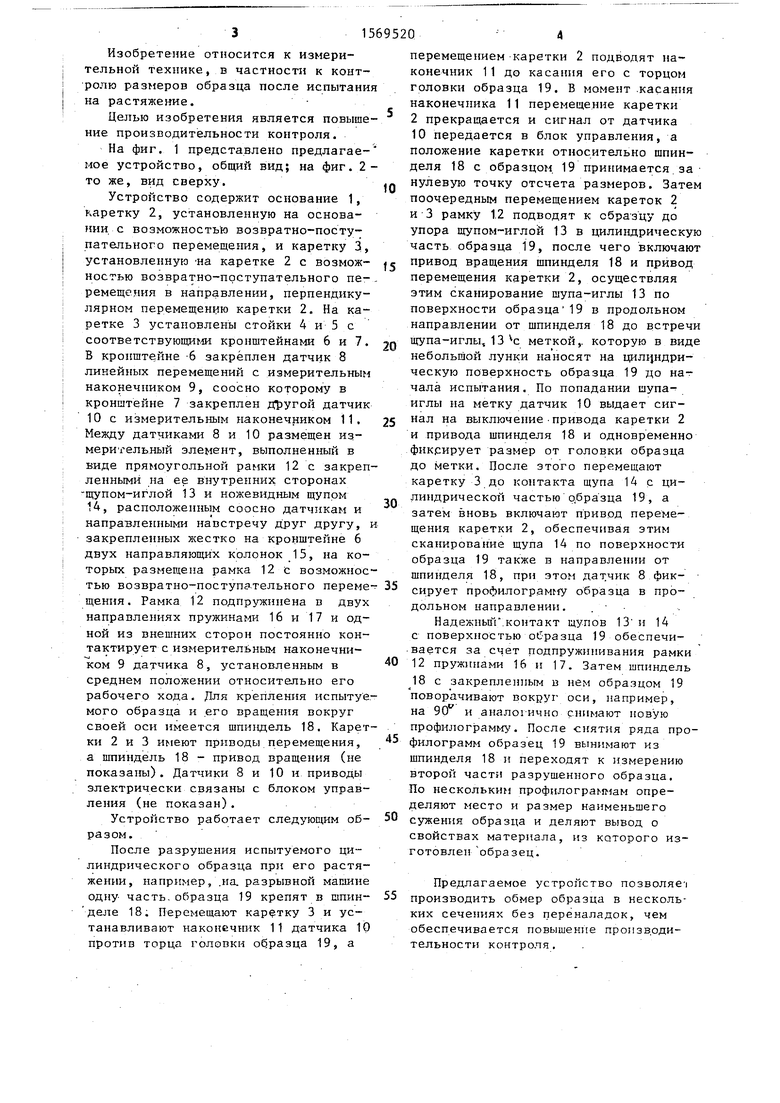
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| Устройство для контроля шероховатости поверхности отверстий | 1990 |
|
SU1758409A1 |
| Автоматический тензометр | 1988 |
|
SU1656309A1 |
| Стенд для поверки приборов активного контроля | 1978 |
|
SU743852A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Стенд для испытания шпиндельных узлов | 1989 |
|
SU1703268A1 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
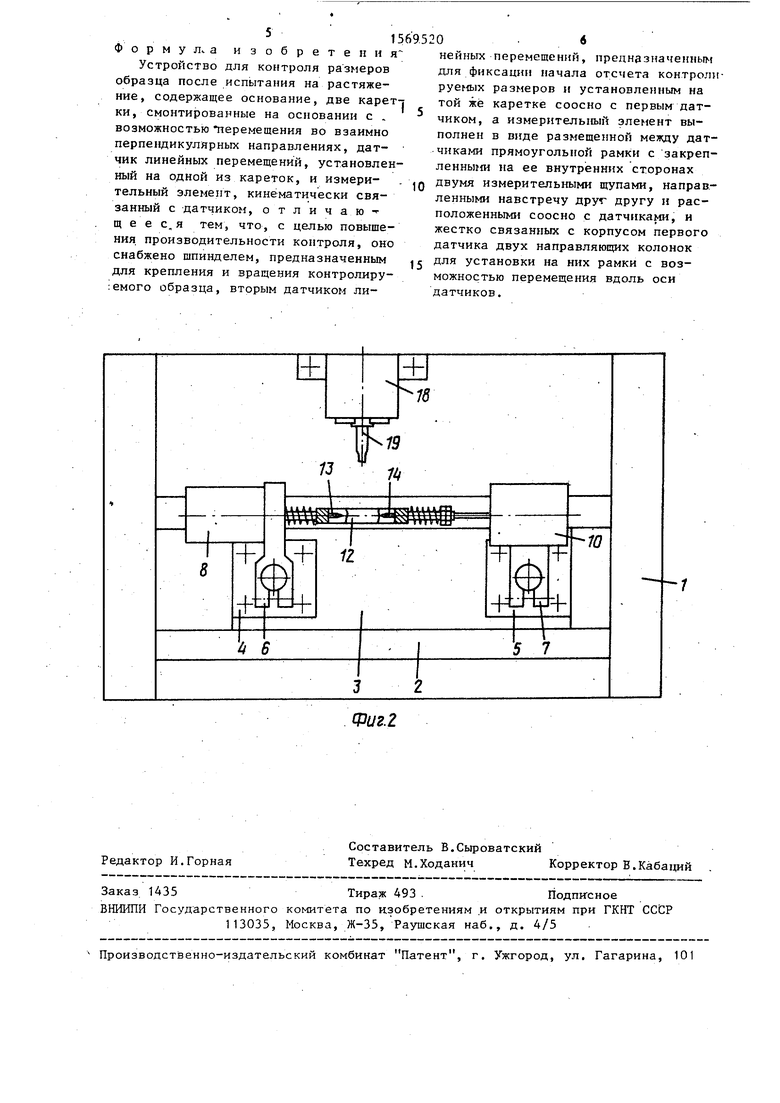
Изобретение относится к измерительной технике. Целью изобретения является повышение производительности контроля. Устройство содержит основание 1, каретки 2 и 3, смонтированные с возможностью перемещения во взаимно перпендикулярных направлениях, датчики 8 и 10, размещенные соосно друг другу на каретке 3, измерительный элемент, выполненный в виде прямоугольной рамки 12 со щупом-иглой 13 и ножевидным щупом 14, установленной на колонках 15, и шпинделем 18, предназначенным для крепления и вращения контролируемого образца 19. Поочередным перемещением кареток 2 и 3 с помощью датчика 10 устанавливают нулевую точку отсчета размеров, затем при взаимодействии щупа-иглы 13 фиксируют датчиком 8 размер от головки образца до метки на образце, а при последующем взаимодействии щупа 14 с поверхностью образца 19 и продольном его перемещении фиксируют с помощью датчика 8 профилограмму образца 19. 2 ил.
Фиг.2
| 0 |
|
SU307264A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
