Изобретение относится к способам электродуговой приварки шпилек и может быть использовано в строительных и машиностроительных отраслях промышленности.
Цель изобретения - получение оптимального формирования металла ванны вокруг боковой поверхности шпильки и получение высокой прочности сварного соединения.
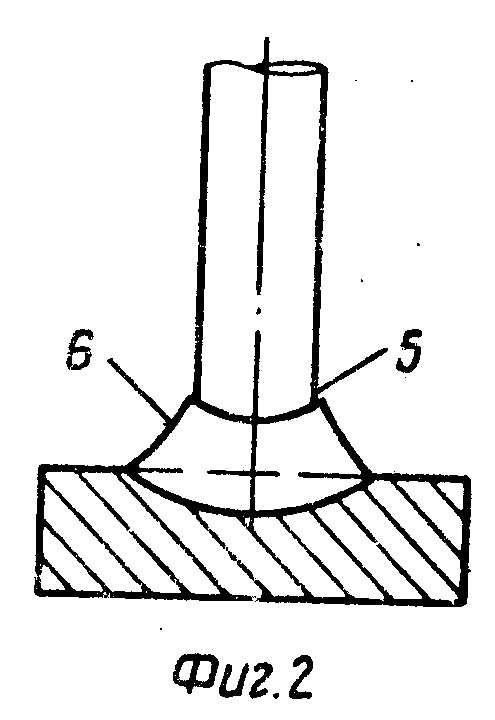
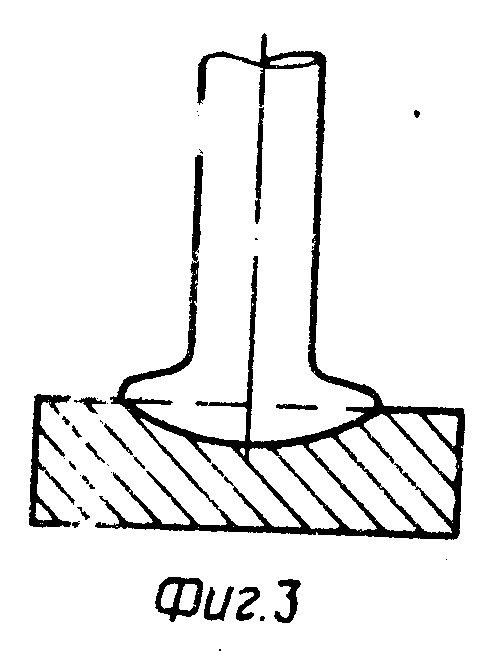
На фиг.1-3 показаны периоды формирования сварного соединения; на фиг.4 - циклограмма приварки шпильки.
Способ электродуговой приварки шпильки осуществляют следующим образом.
Шпильку 1 располагают над поверхностью изделия 2, возбуждают дугу 3. При горении дуги в течение времени tg образуется ванна 4 наплавленного металла. По истечении времени tg шпильку 1 подают в ванну 4 до контакта с ее поверхностью, перемещение S прекращают и выдерживают в таком положении шпильку 1 в течение времени 0,1-0,2 времени кристаллизации ванны (tкр). При этом расплавленный металл ванны 4 смачивает боковую поверхность 5 шпильки 1 и образует галтель 6. Выдержка времени меньше, чем 0,1tкр, не обеспечивает смачивания жидким металлом ванны боковой поверхности 5 шпильки 1. Выдержка времени более 0,2 tкр неприемлема в силу резкого снижения температуры расплавленного металла ванны, что, с одной стороны, резко уменьшает смачиваемость и, с другой стороны, снижает производительность процесса приварки шпилек, что важно в поточном производстве.
Одновременно с осуществлением контакта шпильки с металлом ванны увеличивают ток (Iсв), проходящий через шпильку, от 1,5 до 2,0 тока дуги (Ig). Увеличение тока обеспечивает поддержание температуры поверхности 5 шпильки 1 для лучшего и быстрейшего смачивания этой поверхности металлом ванны. При значении Iсв меньшем, чем 1,51g, температура поверхности существенно понижается, что уменьшает длину смачиваемой поверхности 5. Увеличение же тока Iсв более, чем в два раза по отношению к Ig, нецелесообразно, т.к. дальнейшее увеличение тока не дает за это время существенного повышения температуры поверхности 5 шпильки (для улучшения смачивания). По истечении времени t шпильку I опускают в ванну 4 расплавленного метала до контакта с твердым металлом. В это время (tопр) ток опрессовки (Iопр) поддерживают той же величины, что и ток сварки, или уменьшают. Это определяется родом свариваемых материалов (шпильки и основного). Выполнение перечисленных операций с соблюдением соотношений по времени и току позволяет повысить качество сварного соединения.
П р и м е р о с у щ е в л е н и я с п о с о б а. Способ осуществляли при приварке шпилек диаметром 10 мм из арматурной стали марки 35Г к листу из ст. 3 толщиной 10 мм. В качестве источника тока использовали источник ТДФЖ-2002У3 и флюс АН-348А. Ток регулировали шестью балластными реостатами РБ-300, включенными параллельно. Ход отвода шпильки определялся ограничителем, а подачи - соотношением давления с пневмосистемой и сдерживающей пружины. Предварительно определяли, что время кристаллизации металла ванны составляет 5±0,5 с. Режим горения дуги: ток дуги - 850-900 А, время горения дуги 1,5 с; установочная длина дугового промежутка 1,0 мм. По истечении времени горения дуги 1,5 с подавался сигнал на включение пневмосистемы с давлением Р1 ±Δ Р, обеспечивающий подачу шпильки с углублением в ванну расплавленного металла на величину 1,5±0,2 мм. Одновременно закорачивали балластные реостаты. Ток при этом возрастал до 1800 А. По истечении времени t = 0,8 с давление в пневмосистеме повышали до величины Р2 ± ΔР, и шпилька утыкалась в основной металл. Ток опрессовки оставляли равным току сварки, т. е. 1800 А. При проведении механических испытаний сварных соединений на прочность разрушение происходило по основному металлу шпилек.
Предложенный способ электродуговой приварки шпилек позволяет улучшить смачиваемость металлом ванны поверхности шпильки, что вызывает увеличение проплавления, а следовательно, и прочности сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2007 |
|
RU2346793C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308361C1 |
| Способ электродуговой приварки шпилек | 1956 |
|
SU105243A2 |
| Устройство для приварки шпилек | 1973 |
|
SU462680A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |


Изобретение относится к электродуговой приварке шпилек и может быть использовано в различных отраслях машиностроения. Цель изобретения - повышение качества сварного соединения. Между шпилькой и свариваемой деталью возбуждают дугу и образуют ванну жидкого металла. Поднимая шпильку над деталью, образуют ванну жидкого металла. Затем опускают шпильку до заглубления ее свариваемого торца в расплавленный металл на величину 1,5-2 мм. В этот момент перемещение шпильки прекращают и подают импульс тока величиной 1,5-2,0 тока дуги, в течение времени 0,1-0,2 времени кристаллизации расплавленного металла. После прохождения импульса перемещение шпильки продолжают до контакта с поверхностью детали. Увеличение тока обеспечивает поддержание температуры поверхности шпильки и повышение эффективности процесса смачивания поверхности шпильки. 4 ил.
СПОСОБ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШПИЛЕК, при котором возбуждают дугу между шпилькой и деталью, поднимая шпильку над деталью, образуют ванну жидкого металла и перемещают шпильку до контакта с поверхностью детали с одновременным приложением давления, отличающийся тем, что, с целью повышения качества сварного соединения, перемещение шпильки к детали прекращают при заглублении привариваемого торца шпильки в расплавленный металл на глубину 1,5 - 2 мм, подают импульс тока величиной 1,5 - 2,0 тока дуги в течение времени 0,1 - 0,2 времени кристаллизации расплавленного металла, затем продолжают перемещение шпильки до контакта с поверхностью детали.
| РАБОЧИЙ ОРГАН ДЛЯ ВНЕСЕНИЯ ИЗВЕСТИ И МИНЕРАЛЬНЫХ УДОБРЕНИЙ | 1996 |
|
RU2118878C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
