V
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Способ глубокой вытяжки полых изделий | 1987 |
|
SU1433562A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| Заготовка для вытяжки с обжимом | 1986 |
|
SU1349836A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2313416C2 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей из листовой заготовки. Цель изобретения - увеличение высоты изготавливаемых деталей путем уменьшения величины растягивающих напряжений и предотвращения разрушения в опасном сечении. Перед вытяжкой с принудительным утонением из конического полуфабриката вытягивают цилиндрический полуфабрикат. Введение перед вытяжкой с принудительным утонением дополнительной операции - вытяжки из конического полуфабриката цилиндрического полуфабриката - снижает величину растягивающих напряжений в опасном сечении. 1 ил.
Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых деталей.
Цель изобретения - увеличение высоты изготавливаемых деталей путем уменьшения величины растягивающих напряжений и предотвращения разрушения в опасном сечении.
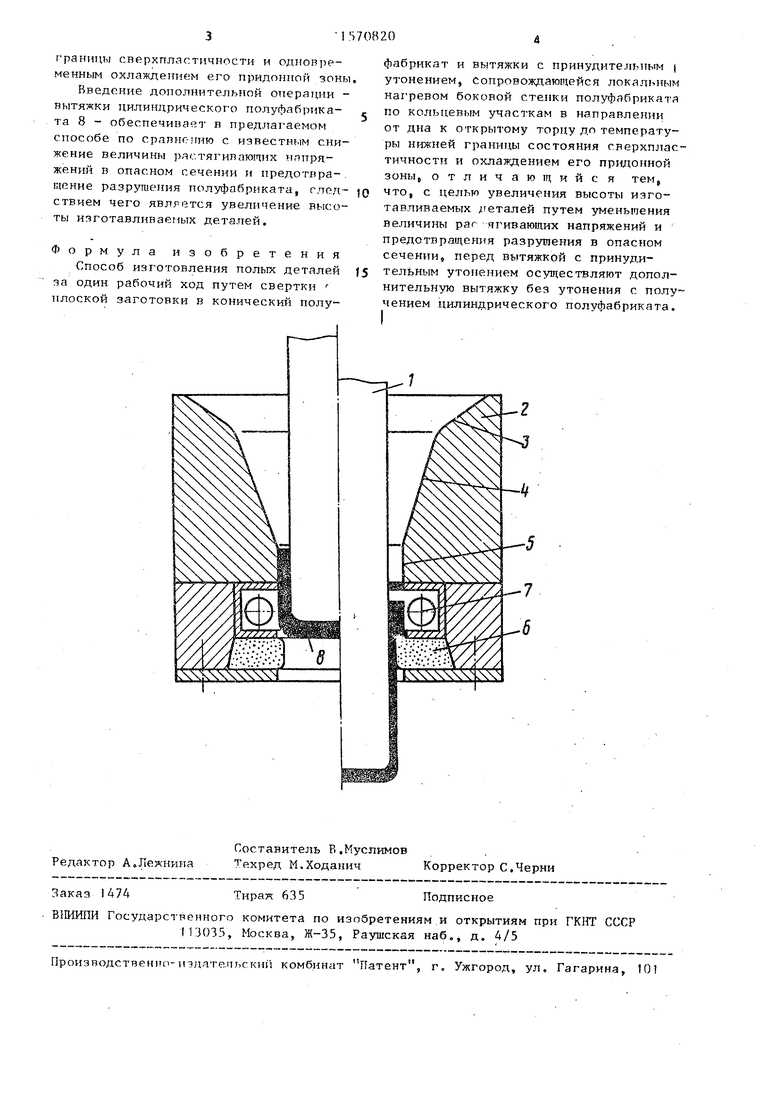
На чертеже изображено устройство для осуществления предлагаемого способа.
Устройство содержит охлаждаемый пуансон 1, заходную матрицу 2с за- ходной полостью в виде конических участков 3 и 4 и цилиндрического участка 5, протяжную матрицу 6 и индукционный нагреватель 7, расположенный между эаходной 2 и протяжной 6 матрицами.
Способ осуществляют следующим образом.
Листовую заготовку (не показана) укладывают на эаходную матрицу 2. При воздействии на заготовку усилием вытяжки со стороны пуансона 1 происходит свертка ее вначале в конический полуфабрикат коническими участками J и 4 матрицы 2, а яатем вытяжка без утонения цилиндрического полуфабриката 8 цилиндрическим участком 5 матрицы 2, при этом центральная часть заготовки охлаждается посредством охлажденного пуансона 1.
В момент окончания вытяжки цилиндрического полуфабриката включают индукционный нагреватель и осуществляют вытяжку с утонением (протяжку) с локальным нагревом боковой стенки цилиндрического полуфабриката 8 по кольцевым участкам в направлении его открытого торца до температуры нижней
ел
j
с
(X
№
&
г pa ницы сверхплагтичности и од НОР ременным охлаждением его придонной зоны Введение дополнительной операции - вытяжки цилиндрического полуфабрика- та 8 - обеспечивает в предлагаемом способе по сравнению с известным снижение величины растягивающих напряжений в опасном сечении и предотвращение разрушения полуфабриката, ГЛРД- ствием чего является увеличение высоты изготавливаемых детачей.
Формула изобретения Способ изготовления полых деталей за один рабочий ход путем свертки г плоской заготовки в конический полуСоставитель В.Муслимов Редактор А.Лежнина Техред М.Ходанич Корректор С,Черни
Заказ 1474
Тираж 635
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР II 3035, Москва, Ж-35, Раушская наб„, д. 4/5
фабрикат и вытяжки с принудительным | утонением, сопровождающейся локальным нагревом боковой стенки полуфабриката по кольцевым участкам в направлении от дна к открытому торцу до температуры нижней границы состояния сверхплас- тичностн и охлаждением его придонной зоны, отличающий с я тем, что, с целью увеличения высоты изго- тавпиваемых деталей путем уменьшения величины par чгивающих напряжений и предотвращения разрушения в опасном сечении, перед вытяжкой с принудительным утонением осуществляют дополнительную вытяжку без утонения с получением цилиндрического полуфабриката.
Подписное
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
