Изобретение касается обработки металлов давлением и относится к заготовкам для вытяжки с обжимом.
Цель изобретения - повьшение ка- честжа деталей путем предотвращения утонения стенки в опасном сечении.
На чертеже изображена заготовка (слева от оси симметрии показано исходное положение, справа - в момент обжима).
На чертеже обозначены пуансон 1, заготовка 2, матрица 3.
Заготовка 2 имеет цилиндрическую часть и коническую часть, расширяющуюся к краю.
Площадь поверхности цилиндрической части заготовки 2 на 10-15% больше площади поверхности части готовой детали (не показана), образованной из это цилиндрической части, а высота цилиндрической части заготовки определяется из выражения
h к Ji-i-S n.i-St.Mi)- dj-.
TT-d
)
-где К - коэффициент, равный 1,11,15 и определяющий превышение площади поверхности цилиндрической части заготовки площади поверхности части готовой детали, образованной из этой части заготовки; F| - площадь боковой поверхности конической части детали, ограниченной двумя поперечными сечениями, одно из которых имеет диаметр цилиндрической части детали, другое - цилиндрической части заготовки плЬщадь дна готовой детали;
F.,,
F - площадь поверхности цилинд цил
рического участка готовой детали; d, - диаметр цилиндрической части
заготовки.
Вытяжку деталей из заготовки 2 осуществляют следующим образом.
Пуансон 1 располагают симметрично относительно заготовки 2, В начальной стадии деформирования пуансон J своей цилиндрической частью упирается в дно заготовки 2, а остальная рабочая и коническая поверхности пуансона 1 свободны от контакта с заготовкой 2.
Под действием силы Р производится вытяжка цилиндрической части заготовки 2 в начальные стадии деформирова349836 2
ния. с увеличением высоты вытягиваемого цилиндрического стакана в очаг деформации втягиваются более утол- щенуые и упрочненные элементы заготовки 2.
Это приводит к росту усилия деформирования и повьшению разнотолщин- ности заготовки 2 из-за растущего утонения заготовки 2 в придонной части стакана. Наиболее интенсивно утонение начинает расти после того, как в очаг деформации внятуто 85- 90% площади цилиндрической части заготовки 2. В этом момент опорная поверхность конической части пуансона
10
15
1 (от диаметра D до диаметра d)
соприкасается с конической частью заготовки 2 и начинает передавать , на нее усилие деформирования Р.
Заготовка 2 начинает деформиро- ваться по схеме процесса обжима. Снижается усилие с донной части цилиндрического стакана, разгружается опасное сечение заготовки 2 и прекращается ее утонение В результате того, что площадь цилиндрической части заготовки 2 на 10-15% больше, чем площадь поверхности участка готовой детали, образованного из этой цилиндрической части, на заключи- тельной стадии деформирования - обжиме донная часть детали несколько отходит от пуансона 1, сохраняя при этом размеры радиуса сопряжения. Процесс деформирования заканчивается тогда, когда кон таеская часть заготовки 2 коснется матрицы 3.
40
45
50
55
Предлагаемая заготовка обеспечивает повышение качества изготавливаемых деталей путем предотвращения утонения стенки в опасном сечении, т.е. в месте перехода дна в цилиндрическую часть.
Формула изобретения
Заготовка для вытямски с обжимом, имеющая цилиндрическую часть и коническую часть, распиряющуюся к краю, отличающаяся тем, что, с целью повышения качества деталей путем предотв ращения утонения стенки в опасном сечении, высота цилиндрической части заготовки определяется из выражения
h к ( А... TT d 4
К - коэффициент, равный 1,11,15;
Гц - площадь боковой поверхности конической части детали, ограниченной поперечными , сечениями, одно из которых имеет диаметр цилиндрической части детали, другое цилиндрической части заго- товки;
площадь дна готовой детали;
площадь поверхности цилиндрического участка готовой детали;
диаметр цилиндрической части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2313416C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Заготовка для обжима | 1979 |
|
SU867470A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей, имеющих цилиндрическую и коническую части. Цель изобретения - повышение качества деталей путем предотвращения утонения стенки .в опасном сечении. Высота цилиндрической части sa-i готовки 2 определяется из выражения h K(F,+F,. 4.F,.JA- djl-dj/4, где К - коэффициент, равньй 1,1-1,15; Fy, - площадь боковой поверхности конической части детали, ограниченной двумя поперечными сечениями, одно из которых имеет диаметр цилиндрической части детали, другое - цилиндрической части заготовки; F - площадь для готовой детали;-Рц д - площадь поверхности цилиндрического участка заготовки; d. - диаметр цилиндрической части заготовки. При обжиме пуансон 1 соприкасается с конической частью заготовки 2, вследствие чего снимается усилие с донной части заготовки 2, разгружается опасное сечение и прекращается утонение стенки в этом сечении. 1 ил., о (Л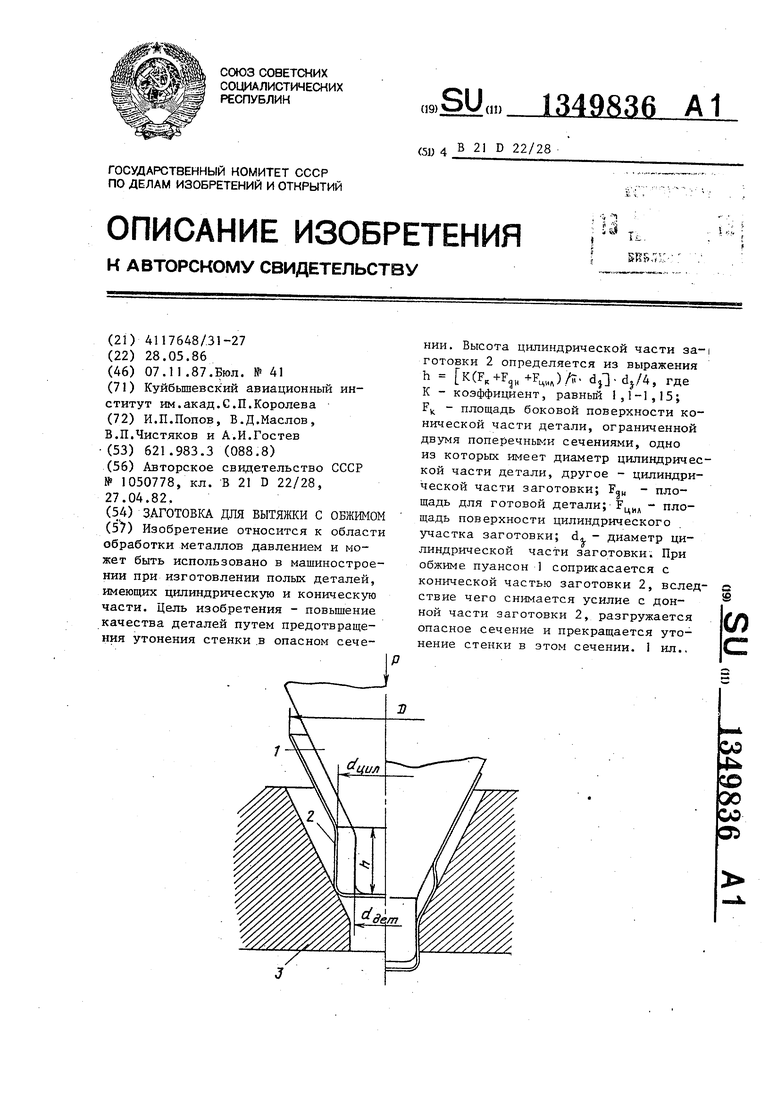
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
