Изобретение относится к устройствам для нанесения защитных полимерных покрытий на длинномерные изделия методом экструзии и может быть использовано для антикоррозионной и теплоизоляционной защиты труб различного назначения.
Целью изобретения является повышение качества покрытия за счет обеспечения стабильности процесса его нанесения.
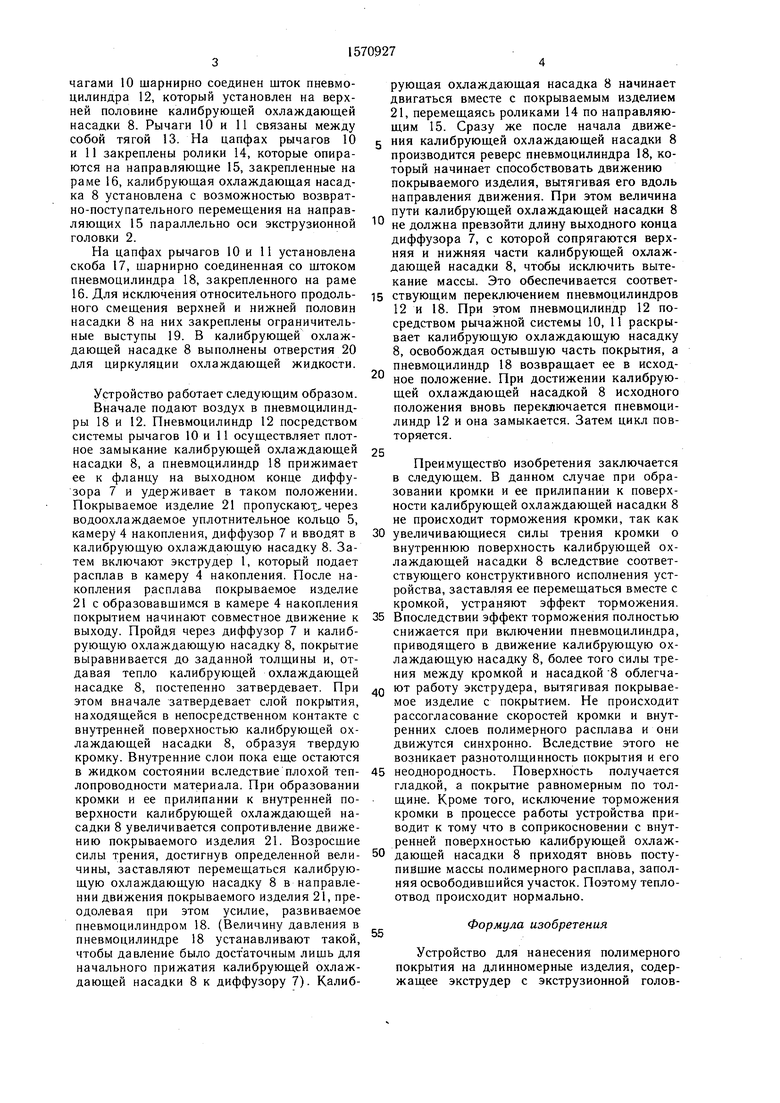
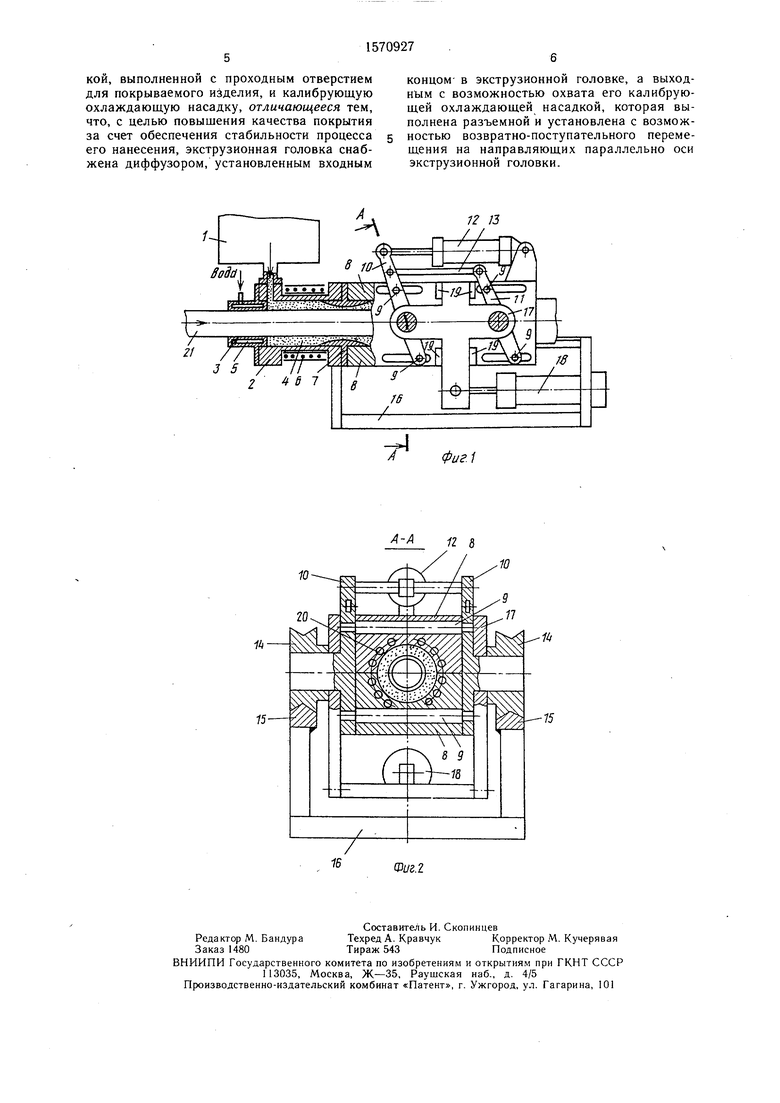
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для нанесения полимерного покрытия на длинномерные изделия содержит экструдер i с экструзионной головкой 2, выполненной с проходным отверстием 3 для покрываемого изделия. Камера 4 накопления образована внутренней поверхностью корпуса экструзионной головки 2, наружной поверхностью покрываемого изделия и торцовой поверхностью водоохлаждаемого уп- лотнительного кольца 5, жестко закрепленного на корпусе экструзионной головки 2. Экструзионная головка 2 снабжена спиральным нагревателем 6 и диффузором 7, установленным входным концом в экструзионной головке 2, а выходным с возможностью охвата его калибрующей охлаждающей насадкой 8, которая выполнена подъемной, состоящей из верхней и нижней половин, в которых вырезаны сквозные пазы с размещенными в них осями 9. Концы осей 9 установлены в двуплечих рычагах 10 и 11 С рыСЛ J
О
со кэ 1
чагами 10 шарнирно соединен шток пневмо- цилиндра 12, который установлен на верхней половине калибрующей охлаждающей насадки 8. Рычаги 10 и 11 связаны между собой тягой 13. На цапфах рычагов 10 и 11 закреплены ролики 14, которые опираются на направляющие 15, закрепленные на раме 16, калибрующая охлаждающая насадка 8 установлена с возможностью возвратно-поступательного перемещения на направляющих 15 параллельно оси экструзионной головки 2.
На цапфах рычагов 10 и 11 установлена скоба 17, шарнирно соединенная со штоком пневмоцилиндра 18, закрепленного на раме 16. Для исключения относительного продольного смещения верхней и нижней половин насадки 8 на них закреплены ограничительные выступы 19. В калибрующей охлаждающей насадке 8 выполнены отверстия 20 для циркуляции охлаждающей жидкости.
Устройство работает следующим образом.
Вначале подают воздух в пневмоцилинд- ры 18 и 12. Пневмоцилиндр 12 посредством системы рычагов 10 и 11 осуществляет плотное замыкание калибрующей охлаждающей насадки 8, а пневмоцилиндр 18 прижимает ее к фланцу на выходном конце диффузора 7 и удерживает в таком положении. Покрываемое изделие 21 пропускаю, через водоохлаждаемое уплотнительное кольцо 5, камеру 4 накопления, диффузор 7 и вводят в калибрующую охлаждающую насадку 8. Затем включают экструдер 1, который подает расплав в камеру 4 накопления. После накопления расплава покрываемое изделие 21 с образовавшимся в камере 4 накопления покрытием начинают совместное движение к выходу. Пройдя через диффузор 7 и калибрующую охлаждающую насадку 8, покрытие выравнивается до заданной толщины и, отдавая тепло калибрующей охлаждающей насадке 8, постепенно затвердевает. При этом вначале затвердевает слой покрытия, находящейся в непосредственном контакте с внутренней поверхностью калибрующей охлаждающей насадки 8, образуя твердую кромку. Внутренние слои пока еще остаются в жидком состоянии вследствие плохой теплопроводности материала. При образовании кромки и ее прилипании к внутренней поверхности калибрующей охлаждающей насадки 8 увеличивается сопротивление движению покрываемого изделия 21. Возросшие силы трения, достигнув определенной величины, заставляют перемещаться калибрующую охлаждающую насадку 8 в направлении движения покрываемого изделия 21, преодолевая при этом усилие, развиваемое пневмоцилиндром 18. (Величину давления в пневмоцилиндре 18 устанавливают такой, чтобы давление было достаточным лишь для начального прижатия калибрующей охлаждающей насадки 8 к диффузору 7). Калибрующая охлаждающая насадка 8 начинает двигаться вместе с покрываемым изделием 21, перемещаясь роликами 14 по направляющим 15. Сразу же после начала движения калибрующей охлаждающей насадки 8 производится реверс пневмоцилиндра 18, который начинает способствовать движению покрываемого изделия, вытягивая его вдоль направления движения. При этом величина пути калибрующей охлаждающей насадки 8
не должна превзойти длину выходного конца диффузора 7, с которой сопрягаются верхняя и нижняя части калибрующей охлаждающей насадки 8, чтобы исключить вытекание массы. Это обеспечивается соответ5 ствующим переключением пневмоцилиндров 12 и 18. При этом пневмоцилиндр 12 посредством рычажной системы 10, 11 раскрывает калибрующую охлаждающую насадку 8, освобождая остывшую часть покрытия, а пневмоцилиндр 18 возвращает ее в исход- ное положение. При достижении калибрующей охлаждающей насадкой 8 исходного положения вновь переключается пневмоцилиндр 12 и она замыкается. Затем цикл повторяется.
5
Преимущества изобретения заключается в следующем. В данном случае при образовании кромки и ее прилипании к поверхности калибрующей охлаждающей насадки 8 не происходит торможения кромки, так как
0 увеличивающиеся силы трения кромки о внутреннюю поверхность калибрующей охлаждающей насадки 8 вследствие соответствующего конструктивного исполнения устройства, заставляя ее перемещаться вместе с кромкой, устраняют эффект торможения.
5 Впоследствии эффект торможения полностью снижается при включении пневмоцилиндра, приводящего в движение калибрующую охлаждающую насадку 8, более того силы трения между кромкой и насадкой 8 облегчаQ ют работу экструдера, вытягивая покрываемое изделие с покрытием. Не происходит рассогласование скоростей кромки и внутренних слоев полимерного расплава и они движутся синхронно. Вследствие этого не возникает разнотолщинность покрытия и его
5 неоднородность. Поверхность получается гладкой, а покрытие равномерным по толщине. Кроме того, исключение торможения кромки в процессе работы устройства приводит к тому что в соприкосновении с внутренней поверхностью калибрующей охлаж0 дающей насадки 8 приходят вновь поступившие массы полимерного расплава, заполняя освободившийся участок. Поэтому тепло- отвод происходит нормально.
Формула изобретения
Устройство для нанесения полимерного покрытия на длинномерные изделия, содержащее экструдер с экструзионной головкой, выполненной с проходным отверстием для покрываемого изделия, и калибрующую охлаждающую насадку, отличающееся тем, что, с целью повышения качества покрытия за счет обеспечения стабильности процесса его нанесения, экструзионная головка снабжена диффузором, установленным входным
концом- в экструзионной головке, а выходным с возможностью охвата его калибрующей охлаждающей насадкой, которая выполнена разъемной и установлена с возможностью возвратно-поступательного перемещения на направляющих параллельно оси экструзионной головки.
Изобретение касается устройств для нанесения защитных полимерных покрытий на длинномерные изделия методом экструзии. Оно может быть использовано для антикоррозионной и теплоизоляционной защиты труб различного назначения. Цель изобретения - повышение качества покрытия за счет обеспечения стабильности процесса его нанесения. Для этого в экструзионной головке выполнено проходное отверстие для покрываемого изделия. Экструзионная головка снабжена диффузором, установленным входным концом в экструзионной головке. Калибрующая охлаждающая насадка выполнена разъемной и установлена с возможностью охвата выходного конца диффузора. При работе устройства изделие с покрытием проходит через диффузор и калибрующую охлаждающую насадку. При этом калибрующая охлаждающая насадка движется вместе с изделием. Длина перемещения калибрующей охлаждающей насадки не превышает длины выходного конца диффузора. При достижении заданного значения перемещения калибрующая охлаждающая насадка раскрывается и возвращается в исходное положение. Это позволяет получить равномерное по толщине покрытие. 2 ил.
/
J 5 ™г II
ю
15
Фиг1
ю
Фуг. 2
| Устройство для формования пластмассовых профилированных труб | 1978 |
|
SU764997A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПОДГОТОВКИ ПРОБ ДЛЯ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ИЗОТОПОВ УРАНА В МАСЛАХ | 2007 |
|
RU2338186C1 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
