Изобретение относится к машиностроению в частности к токарной обработке наружных и внутренних цилиндрических поверхностей заготовок из материалов с упрочненным поверхностным слоем.
Целью изобретения является расширение технологических возможностей.
Указанная цель достигается за счет рационального распределения контактного взаимодействия снимаемого слоя с режущей частью инструмента по длит не его лезвия.
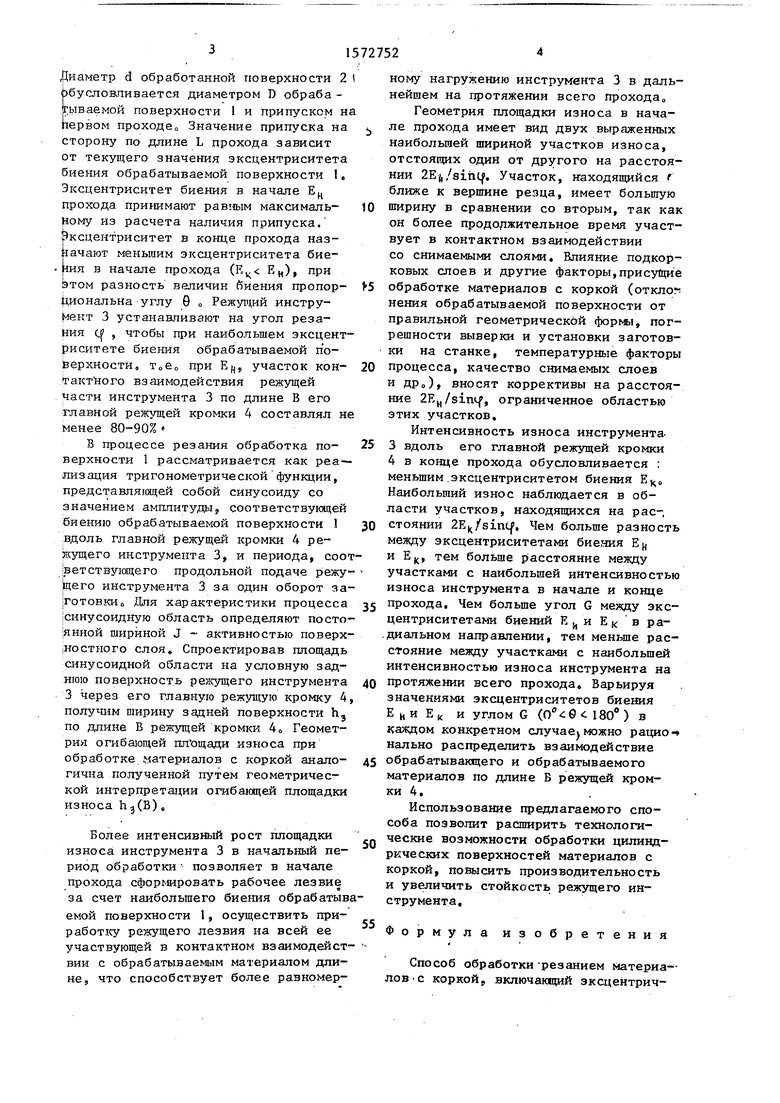
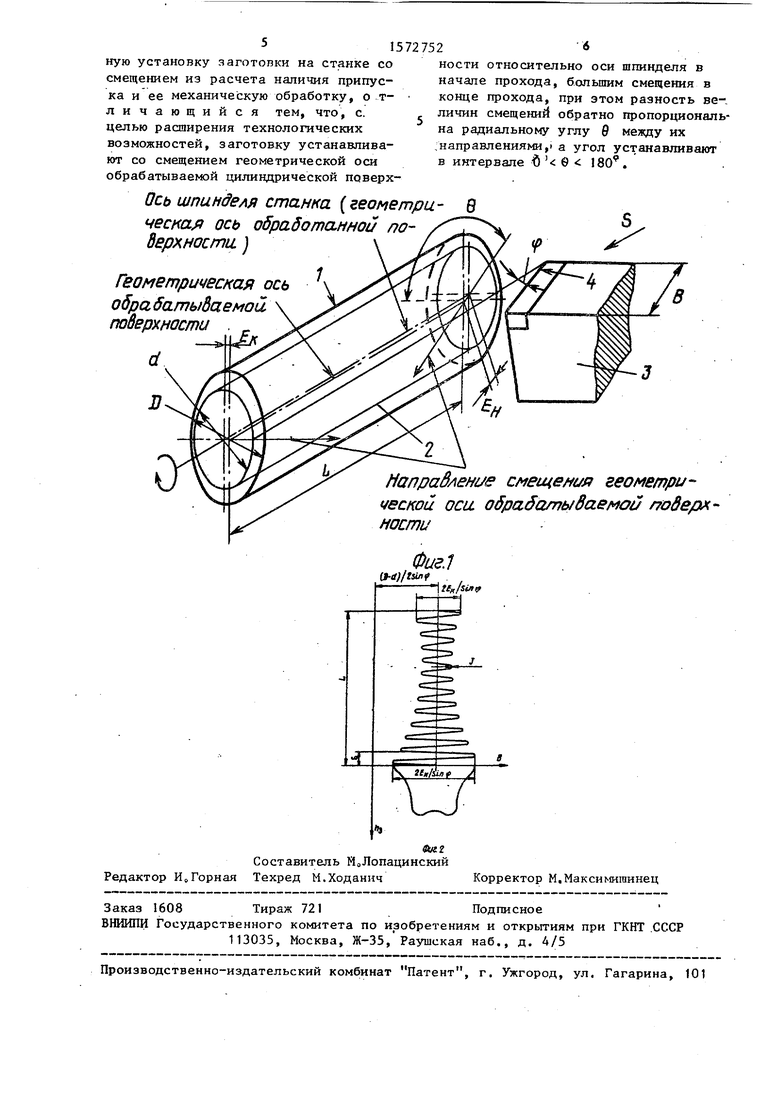
На фиг„1 изображена схема реализации предлагаемого способа при обработке наружной цилиндрической поверхности заготовки; на фиг.2 - геометрическая интерпретация формирования площадки износа инструмента в условиях резания с циклически изменяющимся биением обрабатываемой поверхности о
Заготовку устанавливают на стан- ке с эксцентриситетами биения в начале Ец и конце ЕК обрабатываемой . поверхности 1 и углом 0 между этими биениями в радиальном направлении.
ел |
N9
М
СЛ
ьэ
иаметр d обработанной поверхности 2 I бусловливается диаметром D обраба - гываемой поверхности 1 и припуском на ервом проходе0 Значение припуска на сторону по длине L прохода зависит от текущего значения эксцентриситета иения обрабатываемой поверхности 1. Эксцентриситет биения в начале Ец прохода принимают равным максималь- 10 Ному из расчета наличия припуска. Эксцентриситет в конце прохода назначают меньшим эксцентриситета бие- ния в начале прохода (Ец Ен), при этом разность величин биения пропор- 5 циональна углу 9 „ Режущий инструмент 3 устанавливают на угол резания ср , чтобы при наибольшем эксцентриситете биения обрабатываемой поверхности, Т0е0 при Ец5 участок кон- 20 тактного взаимодействия режущей части инструмента 3 по длине В его главной режущей кромки 4 составлял не менее 80-90%
В процессе резания обработка по- 25 верхности 1 рассматривается как реализация тригонометрической функции, представля ощей собой синусоиду со значением амплитуды, соответствующей биению обрабатываемой поверхности 1 30 вдоль главной режущей кромки 4 режущего инструмента 3, и периода, соответствующего продольной подаче режу- щего инструмента 3 за один оборот заготовки о Для характеристики процесса 35 синусоидную область определяют постоянной шириной J - активностью поверхностного слоя. Спроектировав площадь синусоидной области на условную заднюю поверхность режущего инструмента 40 3 через его главную режущую кромку 4, получим ширину задней поверхности Ьэ по длине В режущей кромки 40 Геометрия огибающей пл ощади износа при обработке материалов с коркой анало- Д5 гична полученной путем геометрической интерпретации огибающей площадки износа h3(B)„
Более интенсивный рост площадки износа инструмента 3 в начальный период обработки позволяет в начале прохода сформировать рабочее лезвие за счет наибольшего биения обрабатываемой поверхности 1, осуществить при- работку режущего лезвия на всей ее участвующей в контактном взаимодейст- - вии с обрабатываемым материалом длине, что способствует более равномер ному нагружению инструмента 3 в дальнейшем на протяжении всего прохода
Геометрия площадки износа в начале прохода имеет вид двух выраженных наибольшей шириной участков износа, отстоящих один от другого на расстоянии 2E(,/sinty. Участок, находящийся г ближе к вершине резца, имеет большую ширину в сравнении со вторым, так как он более продолжительное время участвует в контактном взаимодействии со снимаемыми слоями. Влияние подкорковых слоев и другие факторы,присущие обработке материалов с коркой (отклонения обрабатываемой поверхности от правильной геометрической формы, погрешности выверки и установки заготовки на станке, температурные факторы процесса, качество снимаемых слоев и дро), вносят коррективы на расстояние 2EM/simf, ограниченное областью этих участков.
Интенсивность износа инструмента3вдоль его главной режущей кромки
4в конце прихода обусловливается : меньшим эксцентриситетом биения Ец„ Наибольший износ наблюдается в области участков, находящихся на расстоянии 2Ek/sinxf, Чем больше разность между эксцентриситетами биения Ен
и Ек, тем больше расстояние между участками с наибольшей интенсивностью износа инструмента в начале и конце прохода. Чем больше угол G между эксцентриситетами биений Е ,, и Е к в радиальном направлении, тем меньше расстояние между участками с наибольшей интенсивностью износа инструмента на протяжении всего прохода. Варьируя значениями эксцентриситетов биения Е h и Е к и углом G (0°Јб с 180° ) в каждом конкретном случае можно рацио- нально распределить взаимодействие обрабатывающего и обрабатываемого материалов по длине Б режущей кромки 4.
Использование предлагаемого способа позволит расширить технологические возможности обработки цилиндрических поверхностей материалов с коркой, повысить производительность и увеличить стойкость режущего инструмента.
Формула изобретения
Способ обработки резанием материа-- лов-с коркойf включающий эксцентричную установку заготовки на станке со смещением из расчета наличия припуска и ее механическую обработку, о т- личающийся тем, что, с. целью расширения технологических возможностей, заготовку устанавливают со смещением геометрической оси обрабатываемой цилиндрической поверхОсь шпинделя станка (геометческая ось обработанной поверхности. )
Геометрическая ось
обра батыВаемоа поверхности
ности относительно оси шпинделя в начале прохода, большим смещения в конце прохода, при этом разность величин смещений обратно пропорциональна радиальному углу 0 между их ,направлениями, а угол устанавливают
в интервале Ф 6 180
НапраВление смещения геометрической оси. обрабатываемой поверхности
Физ.1
W/tSinf
-| 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| Способ обработки резанием | 1983 |
|
SU1217582A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности. | 2018 |
|
RU2712328C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
Изобретение относится к машиностроению, в частности к токарной обработке наружных и внутренних цилиндрических поверхностей заготовок из материалов с коркой. Целью изобретения является расширение технологических возможностей при обработке резанием материалов с коркой. Указанная цель достигается за счет рационального распределения контактного взаимодействия снимаемого слоя с режущей частью инструмента по длине его лезвия. Способ обработки резанием материалов с коркой включает эксцентричную установку заготовки на станке со смещением из расчета наличия припуска и ее механическую обработку. Заготовку устанавливают со смещением геометрической оси обрабатываемой цилиндрической поверхности относительно оси шпинделя в начале прохода большим смещения в конце прохода. Разность величин смещений выбирают обратно пропорциональной радиальному углу Θ между их направлениями. Угол устанавливают в интервале 0 *98 Θ*98180°. 2 ил.
| Способ обработки резанием | 1983 |
|
SU1217582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
