Изобретение относится к области машиностроения, в частности для формообразования внутренних некруглых цилиндрических поверхностей в деталях машин на универсальных станках сверлильной группы.
Операции обработки точных некруглых цилиндрических поверхностей являются одним из наиболее трудоемких процессов в машиностроении. Такие поверхности могут быть использованы в деталях профильных моментопередающих соединений, которые имеют несомненные эксплуатационные преимущества перед шлицевыми соединениями. Наибольшие трудности при обработке некруглых поверхностей представляют внутренние поверхности.
Известен новый вид профильного моментопередающего соединения в виде эквидистанты “треугольника Рело” (см. С.Г. Лакирев, С.Г. Чиненов. Математическое моделирование и новые принципы формообразования некруглых поверхностей. - Челябинск: ЧГТУ, 1994. - Ч.1. - 156 с. стр.68-71, 126-127). Контурная кривая в виде эквидистанты “треугольника Рело” имеет простые огибающие, что выгодно отличает ее от других профилирующих кривых и что может быть использовано при проектировании технологической оснастки для обработки деталей профильных соединений.
Известен способ сверления сквозных и глухих некруглых отверстий с N осями симметрии на обычных сверлильных, токарных или револьверных станках (см. Справочник металлиста / Под ред. А.Н. Малова. - М.: Машгиз, 1961, Т5. - 1184 с., стр.299-302). Способ заключающийся в том, что для сверления сквозных и глухих многогранных отверстий с N осями симметрии на первом проходе выполняют обработку круглого отверстия, на последующем проходе - некруглого цилиндрического отверстия с N осями симметрии плавающим инструментом, имеющим главный угол в плане, равным 90° , для исключения влияния радиальных сил, а сечение калибрующей части, соответствующее сечению внутренней огибающей готовой детали, направляемым по направляющим втулкам, форма и размеры отверстий которых соответствуют форме и размерам просверливаемого отверстия. Число зубьев инструмента всегда на единицу меньше числа осей симметрии просверливаемых отверстий.
Недостатком данного способа является невозможность обработки некруглых отверстий в виде эквидистанты “треугольника Рело”, используемых в деталях моментопередающих соединений. Кроме того, большая неравномерность припуска на режущих лезвиях приводит к колебаниям радиальной составляющей силы резания, вызывающей значительные периодические отжимы элементов приспособлений, что ведет к быстрому износу втулок направляющего элемента.
Технической задачей является устранение указанных недостатков, а именно расширение технологических возможностей посредством получения кривых, составленных из сопряженных дуг окружностей, в виде эквидистанты “треугольника Рело” и уменьшение нагрузок от сил резания на направляющие втулки во время обработки.
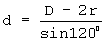
Поставленная техническая задача достигается тем, что в способе обработки некруглых отверстий в виде эквидистанты “треугольника Рело” при отношении среднего диаметра сечения некруглого отверстия D к эксцентриситету некруглого отверстия е>17, на первом проходе обрабатывают круглое отверстие, а на последующем проходе для обработки некруглого отверстия с тремя осями симметрии используют плавающий инструмент с главным углом в плане 90° и сечением калибрующей части, соответствующим сечению внутренней огибающей готовой детали, направляемый по направляющей втулке, форма и размер отверстия которой соответствуют форме и размеру обрабатываемого отверстия, при этом на первом проходе диаметр d круглого отверстия выбирают равным

где D - средний диаметр сечения некруглого отверстия;
r - малый радиус сопряжения эквидистанты “треугольника Рело”,
а на втором проходе мгновенную ось поворота инструмента смещают на край предварительного обработанного отверстия для обеспечения минимизации моментов на инструменте от тангенциальных сил резания, причем ось поворота инструмента мгновенно смещают на величину D-2r через каждые 60° поворота инструмента при достижении заданных глубин резания на противолежащих режущих кромках инструмента.
Заявленный способ обработки некруглых отверстий в виде эквидистанты “треугольника Рело” позволяет вести обработку некруглых отверстий заданных параметров за счет подбора диаметра предварительно обработанного отверстия по соотношению

где D - средний диаметр сечения некруглого отверстия;
r - малый радиус сопряжения эквидистанты “треугольника Рело”,
при плавающем закреплении инструмента и уменьшении радиальных сил, воздействующих на направляющие элементы при обработке. В результате увеличиваются технологические возможности оборудования и долговечность направляющих элементов.
Сущность способа поясняется чертежами, где
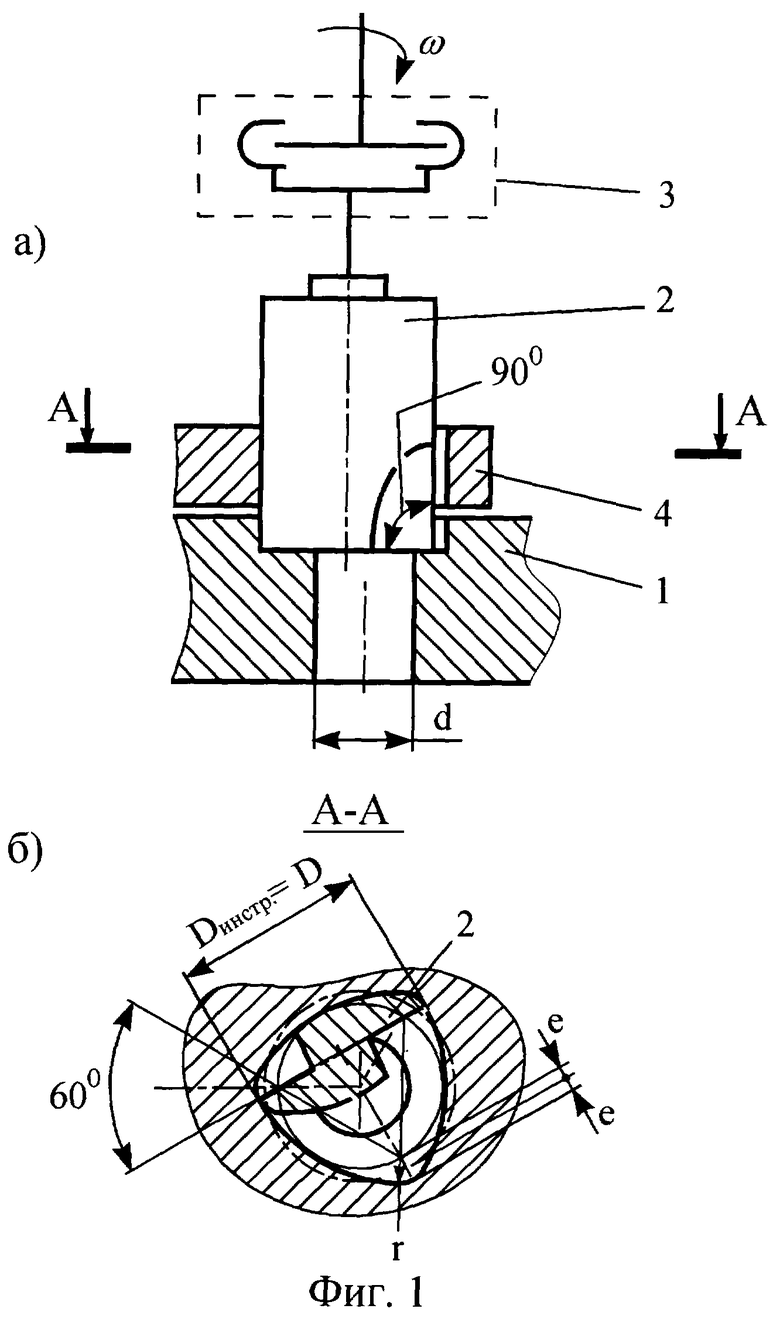
на фиг.1 показана схема осуществления способа обработки (а - схема осуществления способа, б - расположение инструмента в отверстии при обработке);
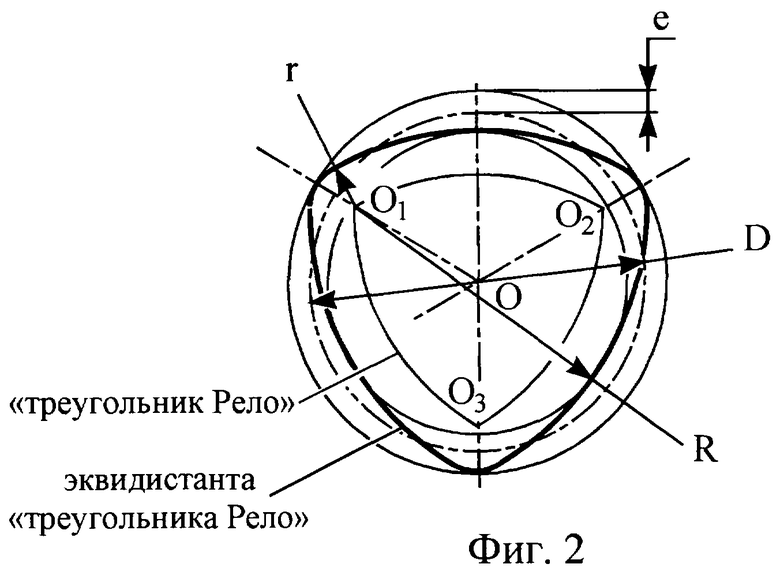
на фиг.2 показана профилирующая кривая в виде эквидистанты “треугольника Рело”, ограничивающая сечение некруглого отверстия;
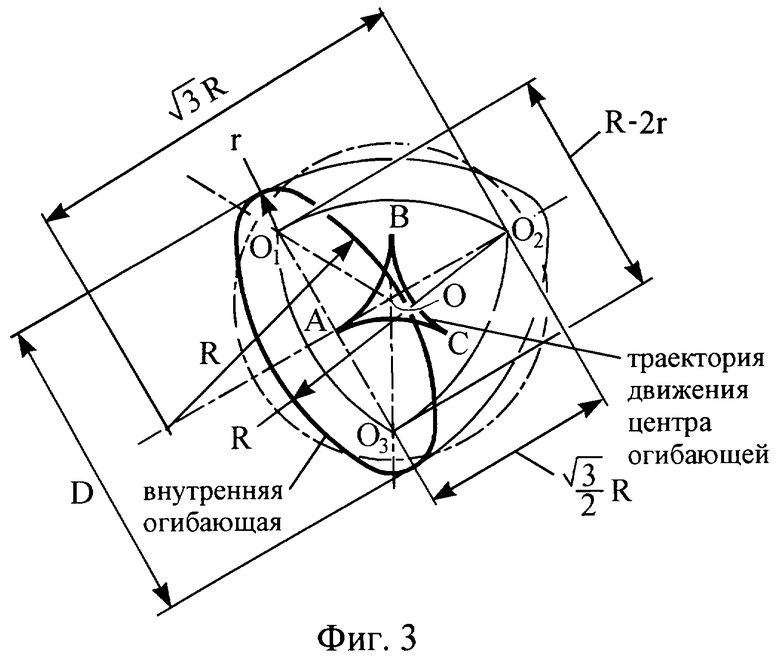
на фиг.3 показана внутренняя огибающая эквидистанты “треугольника Рело” и траектория ее движения;
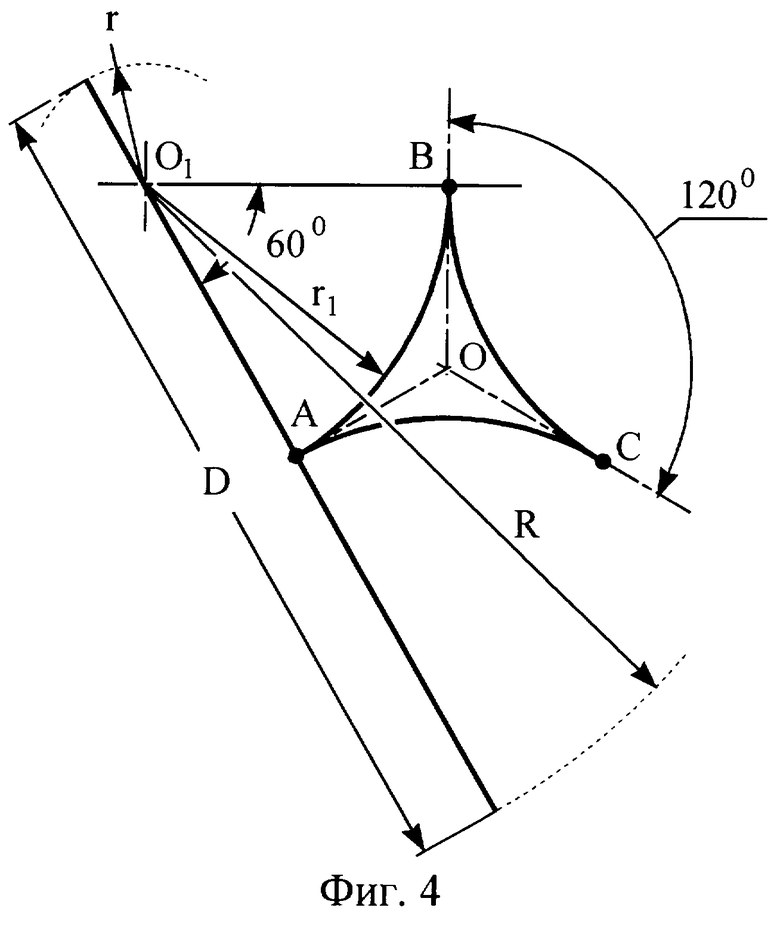
на фиг.4 показана форма траектории движения центра инструмента и ее параметры;
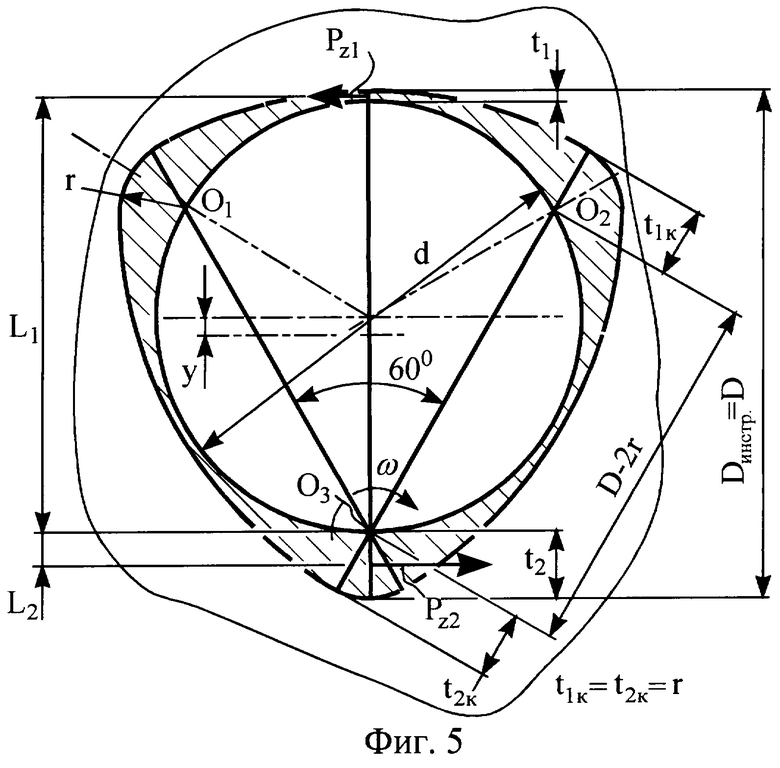
на фиг.5 показана расчетная схема моментов от сил резания, действующих на инструмент при обработке.
Для обеспечения способа обработки необходимо выполнение следующего условия. Радиус предварительно обработанного отверстия не должен превышать минимальный радиус-вектор получаемой некруглой поверхности. Это достигается при соотношении D/e>17. Так как в настоящее время для профильных моментопередающих соединений деталей машин применяются некруглые поверхности с соотношением D/e от 25 до 34, то и предлагаемый способ может быть использован для изготовления деталей таких соединений.
Способ обработки некруглых отверстий в виде эквидистанты “треугольника Рело” при отношении среднего диаметра сечения некруглого отверстия D к эксцентриситету некруглого отверстия е>17 заключается в том, что на первом проходе в заготовке 1 (фиг.1) обрабатывают круглое цилиндрическое отверстие диаметром d, на последующем проходе обрабатывают некруглое цилиндрическое отверстие средним диаметром D, равным диаметру инструмента Dинстр. Обработку на втором проходе ведут инструментом 2, имеющим главный угол в плане ϕ =90° . Инструмент 2 в поперечном сечении выполнен по форме и размерам, равным внутренней огибающей получаемого некруглого отверстия. Главные режущие кромки инструмента расположены в плоскости симметрии огибающей, соответствующей большей оси сечения. Инструмент закрепляют в плавающем патроне 3 с возможностью свободного перемещения в плоскости, параллельной основной плоскости режущих кромок. Плавающему патрону придают угловую скорость ω от шпинделя станка, а инструмент 2 при обработке направляют по направляющей втулке 4.
По данному способу некруглое отверстие профилируют в виде эквидистанты “треугольника Рело” (фиг.2), имеющей три оси симметрии, центр симметрии которой совпадает с осью отверстия О. Эквидистанта “треугольника Рело” состоит из сопряженных дуг окружностей радиусов r и R, центры которых располагаются в вершинах правильного треугольника O1, O2, O3. Получаемое некруглое отверстие характеризуется средним диаметром D и эксцентриситетом е.
Внутренней огибающей эквидистанты “треугольника Рело” может быть фигура, имеющая две оси симметрии и ограниченная четырьмя дугами окружностей, две из которых, оппозитно расположенные, радиусов г, а две другие, сопряженные с ними, радиусов R (фиг.3). Центры малых радиусов г внутренней огибающей расположены друг от друга на расстоянии R-r, а центры радиусов R - на  .
.
Центр симметрии инструмента движется по фигуре АВС (фиг.3), имеющей три оси симметрии и состоящей из трех сопряженных дуг окружностей радиусов  (фиг.4).
(фиг.4).
При срезании слоя металла на инструменте появляется момент от сил резания Мкр, который при любом радиальном смещении оси инструмента у относительно предварительно обработанного отверстия в заготовке определяется соотношением (фиг.5) (инструмент показан условно в виде хорды АБ)
Mкp=Pz1·L1+Pz2·L2,
где Рz1, Рz2 - тангенциальные силы резания приложенные соответственно к первой и второй режущей кромки, где 
где сp - поправочный коэффициент от сил резания;
t - глубина резания;
L1, L2 - плечи соответственно сил Рz1 и Рz2.
При этом


где у - любое радиальное смещение оси инструмента относительно оси предварительно обработанного отверстия.
С учетов всех подстановок получим

При использовании плавающего патрона ось поворота инструмента может располагаться в любой точке. Однако на процесс резания накладываются следующие ограничения:
- активная часть режущей кромки должна двигаться только в одном направлении, а именно в направлении расположения режущего клина. Движение в обратном направлении невозможно, так как клин будет мять материал заготовки, что повлечет резкое увеличение сил действующих на инструмент;
- обе режущие кромки должны находится постоянно в процессе резания, так как при плавающем закреплении инструмента при выходе одной из режущих кромок из процесса резания радиальные силы, действующие на вспомогательных режущих кромках, будут смещать инструмент в радиальном направлении до осуществления процесса резания обеими режущими кромками.
Соотношение (1) показывает, что минимальный момент от сил резания Мкрmin. достигает при расположении точки поворота на общей плоскости резания, соединяющей вершины режущих кромок и лежащей на краю предварительно обработанного круглого отверстия, примыкающей к наиболее нагруженной режущей кромке. Это следует из того, что первая производная М'кр=2ср·у-ср·d, а экстремум данного выражения при М'кр=0 равен  .
.
Фигура в виде эквидистанты “треугольника Рело” имеет наименьшую площадь сечения (см. стр.519 Кривые постоянной ширины, рис.1, 2 в кн. Математическая энциклопедия / Гл. Ред. И.М. Виноградов. - М.: Советская Энциклопедия. Т.4 Ок-Сло, 1984, 1216), поэтому суммарная площадь снимаемого припуска будет минимальна, а значит будет минимальна и работа от сил резания. Уменьшение работы происходит из-за снижения момента от сил резания Мкр при смещении центра поворота инструмента, которое было описано ранее.
При обработке некруглого отверстия без направляющей втулки смещение носит случайный характер, а применение направляющей втулки определит однозначно расположение получаемого отверстия относительно элементов заготовки.
Для изготовления по данному способу некруглых отверстий в виде эквидистанты “треугольника Рело” при отношении среднего диаметра сечения некруглого отверстия D к эксцентриситету некруглого отверстия е>17 необходимо на первом проходе обработать круглое отверстие диаметром  (контур сечения предварительно обработанного отверстия проходит через центры радиусов окончательно обработанной некруглой поверхности в виде эквидистанты “треугольника Рело”). На втором проходе мгновенную ось поворота инструмента смещают на край предварительно обработанного отверстия. Оси поворота инструмента соответствуют точкам О1, О2, О3 (фиг.5). При повороте инструмента относительно этих точек момент от сил резания Мкр на инструменте от тангенциальных сил резания минимален. Оси поворота мгновенно смещают через каждые 60° на величину D-2r при достижении равных глубин резания на противолежащих режущих кромках инструмента t1к=t2к=r. Для обеспечения способа обработки необходимо, чтобы диаметр предварительно обработанного отверстия лежал на осях O1, O2, O3.
(контур сечения предварительно обработанного отверстия проходит через центры радиусов окончательно обработанной некруглой поверхности в виде эквидистанты “треугольника Рело”). На втором проходе мгновенную ось поворота инструмента смещают на край предварительно обработанного отверстия. Оси поворота инструмента соответствуют точкам О1, О2, О3 (фиг.5). При повороте инструмента относительно этих точек момент от сил резания Мкр на инструменте от тангенциальных сил резания минимален. Оси поворота мгновенно смещают через каждые 60° на величину D-2r при достижении равных глубин резания на противолежащих режущих кромках инструмента t1к=t2к=r. Для обеспечения способа обработки необходимо, чтобы диаметр предварительно обработанного отверстия лежал на осях O1, O2, O3.
При определенных соотношениях D/e контур предварительно обработанного отверстия может выходить за пределы контура обработанной поверхности. Поэтому данный способ может быть применен только при D/e>16,928203.
Кроме того, инструмент должен лежать в пределах огибающей; его размер по вершинам режущих кромок равен D=R+r. Для исключения влияния радиальных сил на процесс резания необходимо, чтобы главный угол в плане инструмента ϕ =90° (в этом случае радиальные силы равны нулю). Для исключения влияния жесткости технологической системы на процесс формообразования инструмент устанавливается в плавающий патрон.
По заявленному способу обработки некруглых отверстий в виде эквидистанты “треугольника Рело” была изготовлена технологическая оснастка и проведены эксперименты, которые показали, что процесс формообразования некруглых поверхностей возможен даже без применения направляющих втулок, а применение направляющих втулок существенно увеличивает точность обработки и обеспечивает однозначность расположения некруглых отверстий относительно элементов заготовки.
Для передачи крутящего момента электромагнитной муфты было использовано профильное соединение со следующими параметрами D/e=32, D=56 мм, тогда  и 2 (2УЗ-3)
и 2 (2УЗ-3)  мм. При выполнении способа обработки размеры инструмента R=39,312 мм и r=16,688 мм, профилируемого с двумя осями симметрии, соответствуют параметрам выбранной эквидистанты “треугольника Рело”. Для исключения влияния радиальных сил главный угол в плане инструмента ϕ =90° . Диаметр предварительно обработанного отверстия выбирался из предложенного в заявке соотношения и равнялся
мм. При выполнении способа обработки размеры инструмента R=39,312 мм и r=16,688 мм, профилируемого с двумя осями симметрии, соответствуют параметрам выбранной эквидистанты “треугольника Рело”. Для исключения влияния радиальных сил главный угол в плане инструмента ϕ =90° . Диаметр предварительно обработанного отверстия выбирался из предложенного в заявке соотношения и равнялся  мм.
мм.
Использование предлагаемого способа обработки некруглых отверстий в виде эквидистанты “треугольника Рело” позволит резко снизить нагрузки на направляющие втулки, за счет чего увеличится их долговечность и повысится точность получаемых отверстий.
Предлагаемый способ может быть использован для обработки внутренних, как глухих, так и сквозных некруглых поверхностей в виде эквидистанты “треугольника Рело”, используемых, например, при формообразовании деталей профильных моментопередающих соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245224C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ токарной обработки некруглых поверхностей | 1991 |
|
SU1816534A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
Изобретение относится к области машиностроения, обработке на универсальных станках сверлильной группы. Способ проводят при отношении среднего диаметра сечения некруглого отверстия D к эксцентриситету некруглого отверстия е>17. Для расширения технологических возможностей и уменьшения нагрузки от сил резания на направляющие втулки во время обработки на первом проходе обрабатывают круглое отверстие, а на последующем проходе для обработки некруглого отверстия с тремя осями симметрии используют плавающий инструмент с главным углом в плане 90° и сечением калибрующей части, соответствующим сечению внутренней огибающей готовой детали, направляемый по направляющей втулке, форма и размер отверстия которой соответствуют форме и размеру обрабатываемого отверстия. При этом на первом проходе диаметр d круглого отверстия выбирают по приведенной формуле. На втором проходе мгновенную ось поворота инструмента смещают на край предварительно обработанного отверстия для обеспечения минимизации моментов на инструменте от тангенциальных сил резания, причем ось поворота инструмента мгновенно смещают на указанную величину через каждые 60° поворота инструмента при достижении заданных глубин резания на противолежащих режущих кромках инструмента. 5 ил.
Способ обработки некруглых отверстий в виде эквидистанты “треугольника Рело” при отношении среднего диаметра сечения некруглого отверстия D к эксцентриситету некруглого отверстия е>17, характеризующийся тем, что на первом проходе обрабатывают круглое отверстие, а на последующем проходе для обработки некруглого отверстия с тремя осями симметрии используют плавающий инструмент с главным углом в плане 90° и сечением калибрующей части, соответствующим сечению внутренней огибающей готовой детали, направляемый по направляющей втулке, форма и размер отверстия которой соответствуют форме и размеру обрабатываемого отверстия, при этом на первом проходе диаметр d круглого отверстия выбирают равным
где D - средний диаметр сечения некруглого отверстия;
r - малый радиус спряжения эквидистанты “треугольника Рело”,
а на втором проходе мгновенную ось поворота инструмента смещают на край предварительно обработанного отверстия для обеспечения минимизации моментов на инструменте от тангенциальных сил резания, причем ось поворота инструмента мгновенно смещают на величину D-2r через каждые 60° поворота инструмента при достижении заданных глубин резания на противолежащих режущих кромках инструмента.
| Ближайший аналог не обнаружен | |||
| “Справочник металлиста”, ред | |||
| Малов А.Н., т.5, М | |||
| Машгиз, 1961, с.299-302, фиг.32 | |||
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Способ обработки некруглых поверхностей и устройство для его осуществления | 1990 |
|
SU1782696A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

