Изобретение относится к механической обработке, а именно к черно- вой обработке металлических литых и кованных заготовок резанием,
Цель изобретения - повышение стой кости инструмента и производительности обработки путем обеспечения резания с циклически изменяющейся толщиной срезаемого слоя.
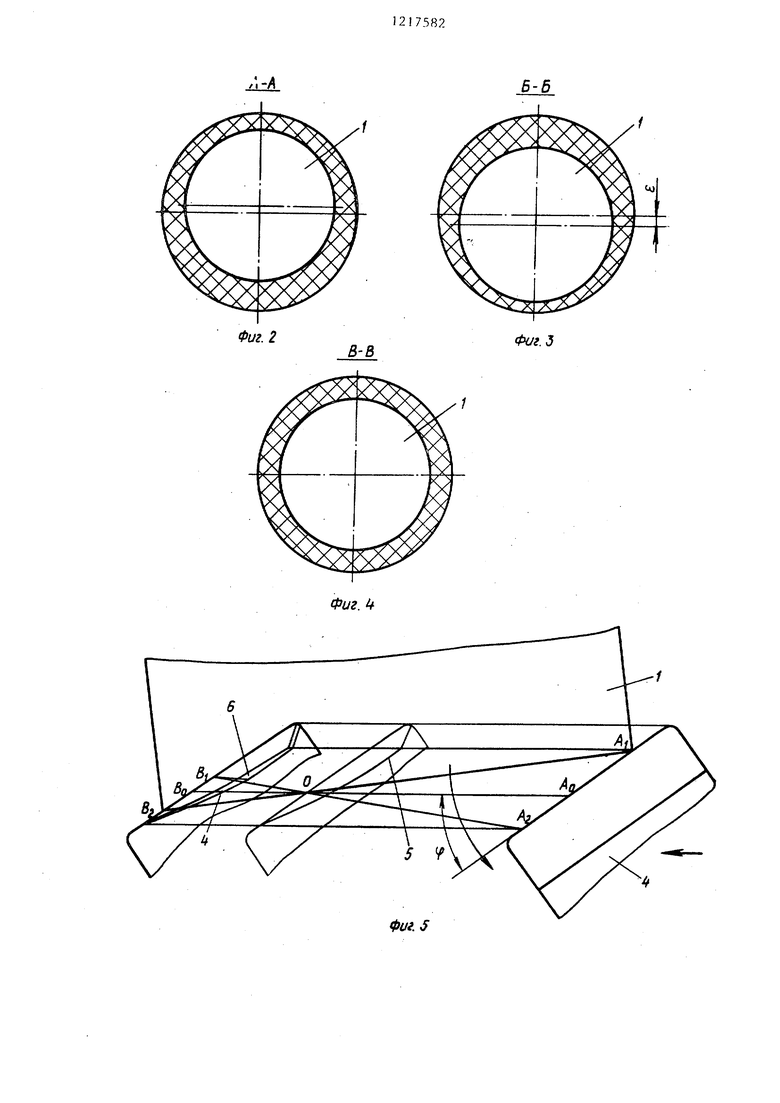
На фиг. 1 изображена схема базй- рования обрабатываемой детали; на фиг. 2 - сечение А-А на фиг. .1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 сечение В-В на фиг. 1; на фиг. 5 - схема снятия припуска при различных осевых положениях рез- ца; на фиг. 6 - формирование участков износа инструмента.
Обрабатьшаемую заготовку 1 устанавливают с диаметрально противопо- ложными и неравными эксцентриситета в центре станка, что обуславливает пересечение оси обрабатываемой поверхности 2 с осью центров 3 в точке, смещенной к одному из торцов за готовки. При этом экстремальные пол жения смещения на образующей А/,Вг обрабатываемой заготовки 1 и При повороте ее на 180° - пересекаются, как и при других положе- ниях образующей на расстоянии от торца заготовки в точке О, проекция которой на ось центров совпа- дает с точкой пересечения указанной оси с осью обрабатываемой поверх- , ности.
Больрлий эксцентриситет установки торца заготовки 1 обуславливается длиной распределения области интенсивного износа по режущему лезвию инструмента 4 (на фиг. 4 показан в начале и конце проходаЗ и углом Y резания (главным углом в плане режущего инструмента 4)
Способ обработки резанием осуществляют следующим образом.
В процессе резания заготовки 1 на участке износ инструмента 4 (вследствие того, что f(..A.g и формирование износа определяется главным образом, наружным слоем), должен преобладать на участке , но, учитьшая возрастающую от А2. до А продолжительность воздействия подкорковых слоев, а также практически небольшую разность участков и , максимальная ширина ленточки износа находится в области точки А с конфигурацией площадки 5 износа.
На меньшем участке по сравнению с участком А;,ОА2 имеет место обратная зависимость, т.е. .Бо, что способствует выравниванию интенсивности воздействия наружного . слоя обрабатываемого материала заготовки 1 по длине лезвия режущего инструмента 4.
Наложение воздействия подкорковых слоев на участке на ре- .зультаты воздействия подкорковых слоев на участке А ОА приводит к еще большему увеличению износа в области точки А,, н о при этом происходит смещение области интенсивного износа В-,Вг .по отношению к участку от точки А, к точке А, что ведет к выравниванию мак- симат.ьного износа на участке и в точке А, образуя площадку 6 износа.
Таким образом происходит рациональное распределение износа по длине лезвия режущего инструмента 4.
Предлагаемьш способ повышает производительность обработрш, сокращает количество переточек инструмента и увеличивает его стойкость при обработке заготовок, полученных методом литья или ковки.
.
В-Б
Фиг. 2
В-В
Фиг.д
Фиг. ЦФиг. 5
Фиг. 6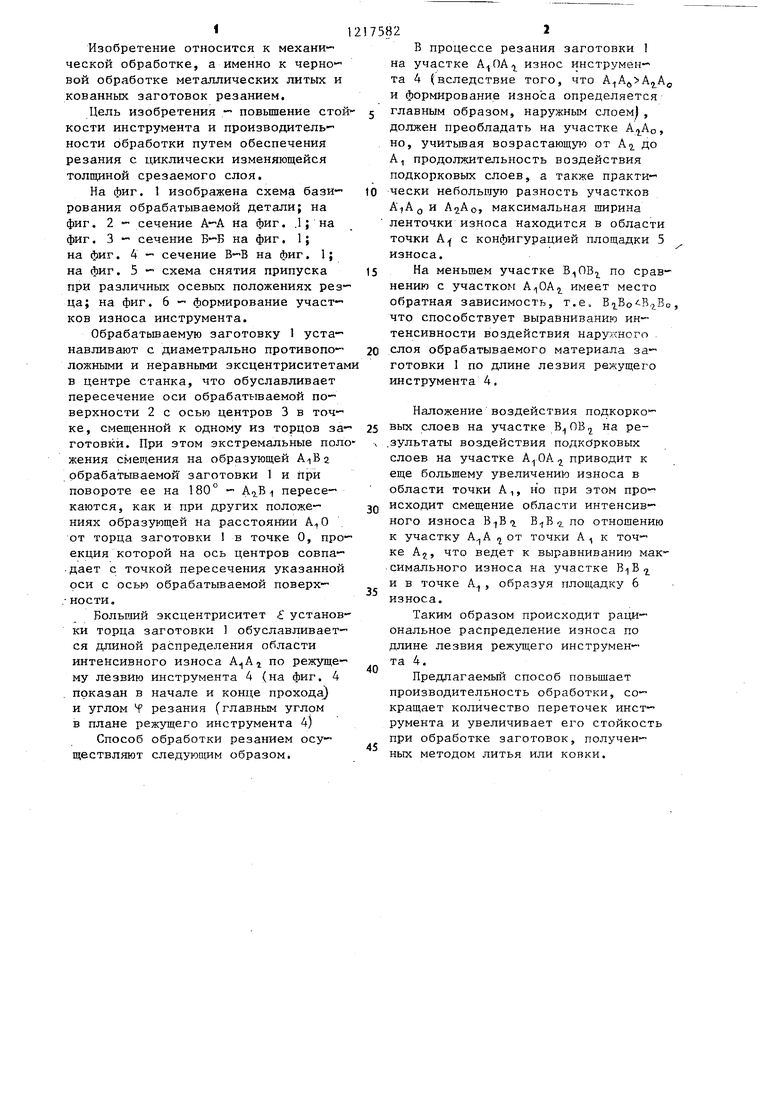
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием материалов с коркой | 1988 |
|
SU1572752A1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Способ кольцевого сверления глубоких отверстий | 1989 |
|
SU1699722A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| Способ механической обработки | 1986 |
|
SU1463394A1 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |