Изобретение относится к области машиностроения и может быть использовано при изготовлении шеверов, предназначенных для обработки зубчатых колес методом врезного шевингования.
Цель изобретения - повышение точности и расширение технологических возможностей при обработке методов врезания зубчатых колес с увеличенной шириной зубчатого венца.
На фиг. 1 изображена конструкция дискового шевера, зубья разделены на группы, по которым прорезаны винтовые канавки; на фиг. 2 - то же, с выполнением перехода одного винтового участка к другому в виде цельных зубьев.
При обработке зубчатых колес с широкими венцами методом врезного шевингования ширина шевера должна быть
больше ширины обрабатываемого зубчатого венца. Поэтому при изготовлении шеперов с большой шириной венца возникают трудности при их финишной обработке, а именно при их заточке имеет место осыпание шлифовального круга. Таким образом, обработка колес с большой шириной венца (более 40 мм) методом врезания затруднительна. Наличие винтовой канавки позволяет затачивать шевер с большой шириной зубчатого венца о
Разбивая зубья шевера на группы и прорезая на них винтовые канавки 1 и 2, можно значительно расширить технологические возможности шевера и повысить точность обработки. Так,
.например, учитывая, что стандартным шевером можно обрабатывать зубчатые колеса с шириной венца до 40 мм,
сл
sj
ГчЭ 4
разбивают его зубья на четыре участка и прорезают на них винтовые канавки, направление которых при переходе от одного участка к другому изменяют на противоположное. Для дальнейшего повышения точности целесообразно переход одного винтового участка к другому выполнять Б виде цельных зубьев ,3
Таким образом, предлагаемая кон- струкция шевера обеспечивает расширение его технологических возможностей за счет обработки методом врезания; зубчатых колес с увеличенной шириной зубчатого венца. Формула изобретения
1. Шевер, по зубчатому венцу которого прорезана винтовая канавка, о тличающийся тем, что, с целью повышения точности и расширения технологических возможностей при обработке методом врезания зубчатых колес с увеличенной шириной зубчатог венца, зубчатый венец шевера разделен на несколько равномерно расположенных по окружности участков, при этом при переходе от одного участка к другому направление винтовой канавки изменено па противоположное.
2. Иевер по п. отличающийся тем, что переход одного винтового участка к другому выполнен в виде цельных зубьев.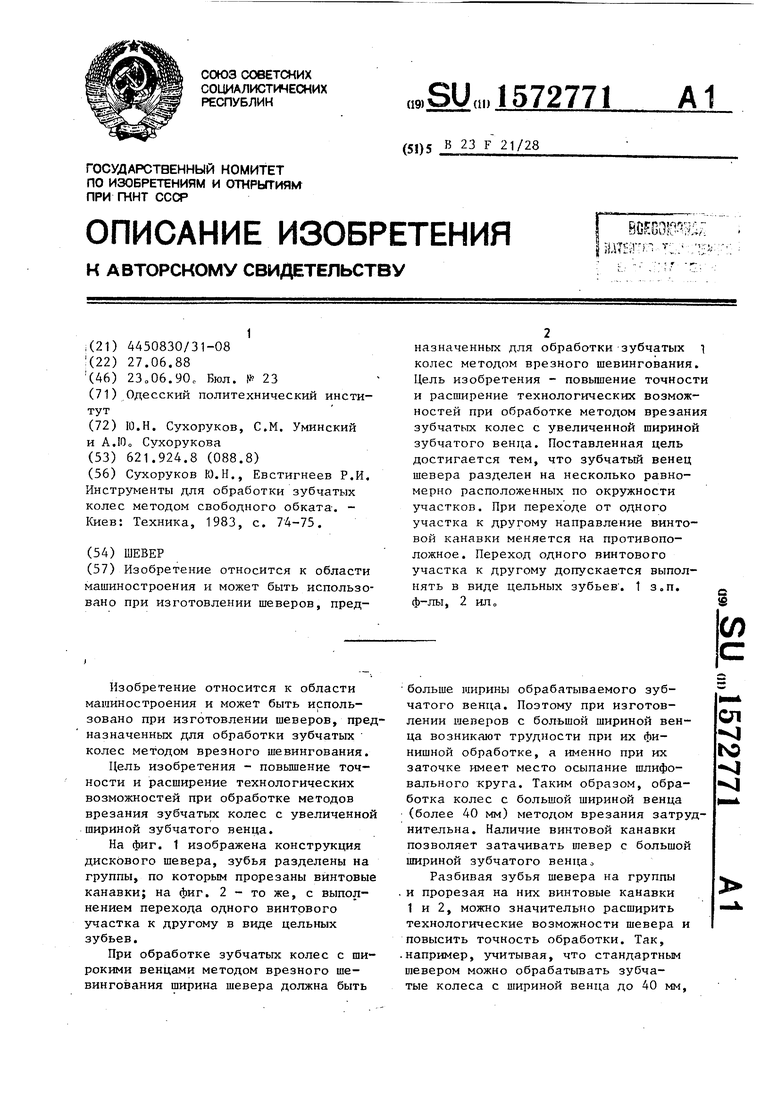

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Способ чистой обработки деталей | 1987 |
|
SU1521565A1 |
| Зубчатое колесо | 1990 |
|
SU1832168A1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении шеверов, предназначенных для обработки зубчатых колес методом врезного шевингования. Цель изобретения - повышение точности и расширение технологических возможностей при обработке методом врезания зубчатых колес с увеличенной шириной зубчатого венца. Поставленная цель достигается тем, что зубчатый венец шевера разделен на несколько равномерно расположенных по окружности участков. При переходе от одного участка к другому направление винтовой канавки меняется на противоположное. Переход одного винтового участка к другому допускается выполнять в виде цельных зубьев. 1 з.п. ф-лы, 2 ил.
| Сухоруков Ю.Н., Евстигнеев Р.И, Инструменты для обработки зубчатых колес методом свободного обката | |||
| - Киев: Техника, 1983, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
