Изобретение относится к абразивно алмазной обработке и касается конструкций сборных шлифовальных инструментов, используемых при плоском шли фовании ступенчатых поверхностей деталей
Цель изобретения - улучшение качества обработки за счет повышения размерной стойкости профиля инстру- мента при плоском шлифовании.
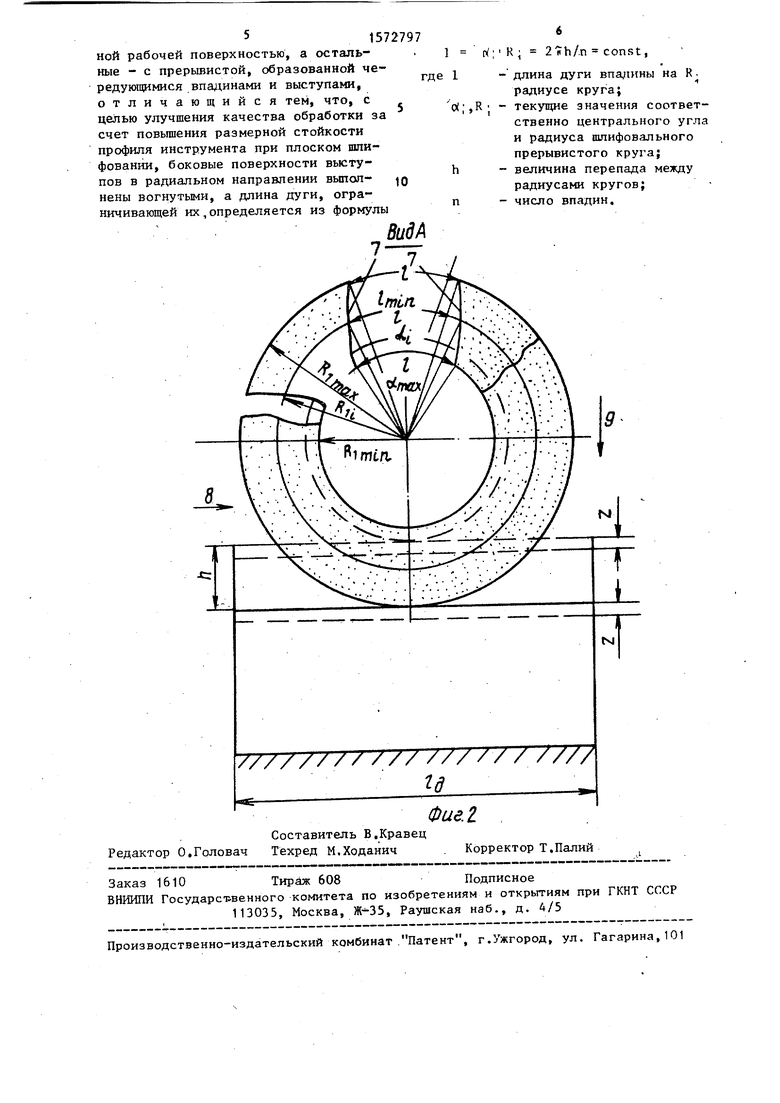
На фиг. 1 дана схема сборного шлифовального инструмента, находящегося в контакте с плоской ступенчатой деталью; фиг. 2 - вид А на фиг. 1„
На оправку 1 жестко посажены шлифовальные круги 2 и 3, один из которых (круг 2 с радиусом R) имеет прерывистую рабочую поверхность -с чередующимися выступами 4 и впадинами 5, а второй (с меньшим радиусом г) име е сплошную рабочую поверхность. Прерывистый круг 2 взаимодействует с плоской поверхностью 2, а сплошной круг 3-е плоской поверхностью 3 дета- ли 60 Боковые поверхности 7 выступов 4 ,имеют криволинейную форму и выполнены вогнутыми, благодаря чему обеспечивается постоянная длина 1 на впадине 5 от максимального радиуса R(MOU до минимального R ,, м прерывистого шлифовального круга с радиусом R „ Длина дуги впадины определяется по формуле
1 R: d - constj
где R
произвольный радиус прерывистого круга в диапазоне от R
махо
до RA
мии
соответствующий центральный угол дуги впадины.
Перепад плоских ступенчатых поверхностей 2 и 3 детали 6 характеризуется величиной h, представляющей собой разность радиусов R прерывистого и г сплошного кругов.
Сборный шлифовальный инструмент работает следующим образом.
Инструмент, составленный из прерывистого 2 и сплошного 3 кругов, перемещается в направлении 8, шлифует соответственно ступенчатые поверхности 2 и 3( плоской детали 6. За каждый рабочий ход инструмент имеет поперечное перемещение в направлении 9 для удаления общего припуска Z с каждой обрабатываемой поверхности. Исходное отношение длины рабочей по5
5
верхности каждого шлифовального круга к длине, взаимодействующей с соответствующей поверхностью детали в поперечных сечениях I-I и II-II, постоянно. Сохранение постоянства этого отношения по мере износа шлифовальных кругов обеспечивается формой боковой поверхности 7 впадины 50 Длина режущего выступа прерывистого круга уменьшается пропорционально радиусу R.IIo такой же закономерности уменьшается длина режущей части . сплошного круга, тсе, длина режущей части по мере износа круга уменьшается пропорционально радиусу круга г„ Исходя из указанного условия, форма боковой поверхности выступа определяется по формуле„
5 Ю
0
5
0
45
50
55
1
где 1
с(; R« 2 J h : n const.
- длина дуги каждой впадины на произвольном радиусе прерывистого круга R4l; p(;R - текущие значения соответственно центрального угла и радиуса шлифовального круга; h - величина перепада между
радиусами кругов; n - число впадин с Таким образом, по мере износа шлифовального круга длина дуги по впадинам остается постоянной для случая плоского шлифования. Это достигается постоянством отношения длин рабочих поверхностей шлифовального круга к длине взаимодействующей с ней поверхности обрабатываемой ступени независимо от эксплуатационного износа шлифовальных кругов. Это условие выполняется для круга сборного шлифовального инструмента, находящегося в контакте с соответствующей поверхностью ступени,, Точность перепадов ступеней обрабатываемой поверхности сохраняется в ходе изнашивания кругов0
Использование изобретения позволяет не только улучшить качество обработки, но также ведет к сокращению расхода абразивного и алмазного правящего инструмента и к повышению производительности о
Формула изобретения
Сборный шлифовальный инструмент, включающий соосно установленные шлифовальные круги разного диаметра, меньший из кот-орых выполнен со сплошВидА
Фиа.2.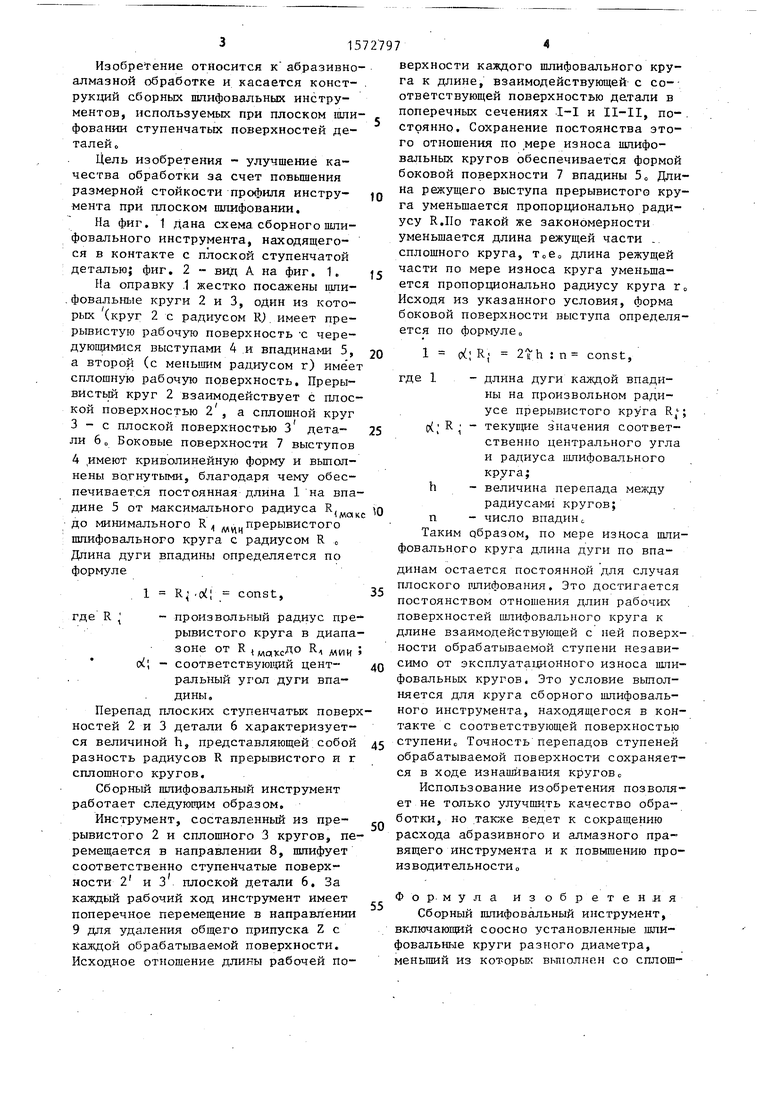
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный шлифовальный инструмент | 1980 |
|
SU872238A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ СБОРНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2258595C1 |
| Шлифовальный инструмент | 1989 |
|
SU1720850A1 |
Изобретение относится к абразивно-алмазной обработке, в частности к конструкциям сборных шлифовальных инструментов, используемых при плоском шлифовании ступенчатых поверхностей. Целью изобретения является улучшение качества обработки за счет повышения размерной стойкости профиля инструмента при плоском шлифовании. На оправку 1 жестко посажены прерывистый круг 2 с чередующимися выступами 4 и впадинами 5 и сплошной круг 3. Боковые поверхности выступов 4 имеют криволинейную форму, обеспечивающую постоянство длины L на впадине 5 от Rмакс максимального радиуса до минимального Rмин прерывистого шлифовального круга с радиусом R. Длина дуги впадины определяется по формуле L = LIRI=2φН:N=CONST, где L - длина дуги впадины на RI радиусе круга
LIRI - текущие значения соответственно центрального угла и радиуса шлифовального прерывистого круга
H - величина перепада между радиусами кругов
H - число впадин. 2 ил.
| Способ шлифования многоступенча-ТыХ дЕТАлЕй | 1979 |
|
SU795889A1 |
