Изобретение относится к области абразивно-алмазной обработки и касается конструкции сборных шлифовальных инструментов, используемых при шлифовании призматических поверхностей.
Целью изобретения является повышение точности формы призматического профиля и производительности путём обеспечения размерной стойкости профиля инструмента..
Шлифовальный инструмент, содержащий корпус, на котором установлены абразивные круги, шлифовальный круг, имеет прерывистую рабочую поверхность, образованную чередующимися владинами и выступами, боковые поверхности выступов в направлении образующей конусной поверхности инструмента имеют криволинейную форму. Длина дуги, ограничивающая боковые поверхности определена из условия
I - (Rmax - Hitg/ /2) са const,
где I -длина дуги каждого режущего выступа в направлении образующей конусной поверхности;
Rmax - максимальный радиус инструмента;
Hi - текущая координата от основания конуса плоскости симметрии инструмента к торцу;
/ -угол конуса инструмента; а - текущее значение центрального угла.
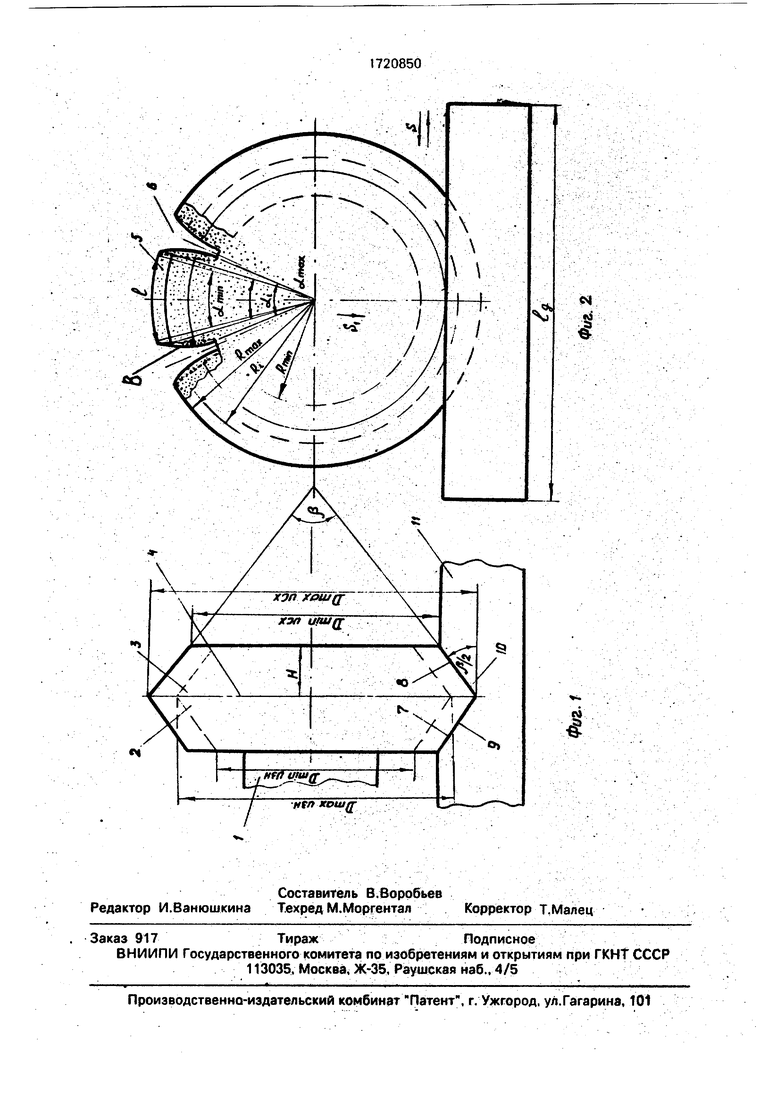
На фиг. 1 изображен шлифовальный инструмент, схема; на фиг. 2 - то же, вид сбоку.
На оправку 1 жестко посажены шлифовальные круги 2 и 3, обращенные друг к другу основаниями 4 конусов с углом /Зи образующие инструмент с двухсторонним коническим профилем. У основания конуса исходный диаметр ., уторца кругов 2 и 3 исходный диаметр Dmirwcx. Изношенный круг - основание конуса Отахиэн., у торца
КРУГОВ 2 И 3 - .
Круги 2 иЗ имеют прерывистые рабочие поверхности с чередующимися выступами 5 и впадинами 6 и периферическими поверхностями 7 и 8 взаимодействуют с поверхностями 9 и 10 шлифуемого профиля детали 11, Форма выступа I инструмента характеризуется криволинейностью, величина которой
(Л
С
М кэ
О 00
ел о
постоянна от Rmax (исходный круг) до Rmin (изношенный круг) при соответствующих центральных углах #min и «max. Текущее значение режущего выступа характеризуется радиусом R) и центральным углом at.
Шлифовальный инструмент работает следующим образом.
Инструмент, составленный из прерывистых кругов 2 и 3, обращенных друг к другу основаниями 4, перемещается в направлении S и шлифует поверхности 9 и 10 детали 11. За каждый рабочий ход инструмент имеет поперечное перемещение в направлении Si для удаление общего припуска в каждой Из обрабатываемых поверхностей 9 и 10. В исходном положении длины режущих выступов инструмента в каждом из множества поперечных сечений постоянны и определяются по формуле
I (Rmax - Hitg ft 12) а const.
Расчетная формула основана на следующем. Длина дуги режущей части выступов инструмента в каждом его поперечном сечении составляет 2 тг RI - li, где It - общая длина впадины на радиусе RI. Постоянная длина режущей части инструмента достигается за счёт криволинейных боковых поверхностей выступов, выбирается из условия, что длина режущей части прерывистого круга в любом сечении в направлении образующей корпуса постоянна, и взаимодействует с постоянной длиной Ig обрабатываемой поверхности. Это условие выполняется для каждого круга сборного инструмента, находящегося в контакте с поверхностью детали, и сохраняется в ходе всего процесса изнашивания круга.
Формул а и зоб ре те ни я
Шлифовальный инструмент с прерывистой рабочей поверхностью, боковые сторо- ны выступов которого ограничены криволинейными поверхностями, о т л и ч аю щи и с я тем, что, с целью повышения качества обработки за счет повышения размерной стойкости инструмента с двухсторонним коническим профилем, боковые поверхности выступов имеют выпуклую
форму, при этом длина дуги I, ограничивающая их, определена из условия
I (Rmax - Hjtg / /2) %.- const.
где Rmax максимальный радиус инструмента,
HI - текущая координата от плоскости симметрии инструмента к торцу; /9-угол конуса инструмента; О| - текущее значение центрального
угла, рад.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный шлифовальный инструмент | 1988 |
|
SU1572797A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| Сборный шлифовальный инструмент | 1980 |
|
SU872238A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
Изобретение м.б. использовано для шлифования призматических поверхностей. Цель - повышение качества обработки. Для этого шлифовальный круг выполнен с прерывистой поверхностью. Боковые поверхности выступов рабочей поверхности круга имеют выпуклую.форму. Протяженность (длина) этого выступа по всей его высоте - величина постоянная. 2 ил.
| Сборный шлифовальный инструмент | 1988 |
|
SU1572797A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
