Изобретение относится к прокатному производству и может алть использовано при производстве угловых профилей.
Известна система калибров для прокатки угловой стали с использованием профилегибочного. агрегата fl.
В черновой группе стана горячей прокатки получают в вертикальных и горизонтальных калибрах из прямоугольной заготовки полосовой подкат, причем в горизонтальных валках он прокатывается на гладкой бочке со свободным уширением. В . чистовой группе использованы три калибра в горизонтальных валках и один контрольный калибр, располозкеяаыИ в Jвepтикaльныx валках. Перилй горизонтальный калибр выполнен открытым, в нем ручьи верхнего и нижнего валков имеют кольцевые выемки, расположенные друг-против дру га. Предпоследний горизонтальный калибр имеет кольцевую выемку только на ручье верхнего валка. В последнем горизонтальном калибре на ручье, верхнего валка имеется кольцевая выемка, а против нее в ручье нижнего валка располагается коль.цевой гре бень. Уч а стки ручь ев,формирующие полки уголка, выполнены во всех трех горизонтальных калибрах параллельными осям валков,тйкйм Образом,подкат выходит из последнего. калибра стана горячей прокатки со сформированным углом и развернутыми полками. В трех калибрах профилегибочного стаиа подкат подгибается до нормальной формы уголка.
Недостатком этой калибровки является то, что для получения по ней уголка требуется.использовать два агрегата.
Наиболее близкой к изобретению является известная система калибров для прокатки угловых профилей, преимущественно из полосовой заготовки, содержащая черновые, контроль.ные, развернутый предчистовой и чистовой калибры, расположенные в чередукяаихся вертикальных и горизонтальных валках, причем черновые калибры образованы выпуклыми ручьями нижних и ручьями с кольцевыми выемками верхних горизонтальных валковГ2 J.
Недостатком этой системы калибров является ненадежное прилегание раската к рабочей поверхности контрольHibro калибра, образованного вертикальными валкат- и, что может привести к дефектам в готовом профиле.
Цель изобретения - повышение качества проката путем обеспечения надежного прилегания полосы к пойерхности валков в вержикальных контрольных калибрах.
Поставленная цель достигается что в системе калибров для
прокатки угловых профилей, преиму-; щественно из полосовой заго.товки, содержащей чернов ге, контрольные, развернутый предчистовой и чистовой калибры, расположенные в чередующих ся горизонтальных и вертикальных валках, причем черновые калибры образованы выпуклыми ручьями нижних и ручьями с кольцевыми выточками верхних горизонтальных валков, ручьи нижних валков черновых калибров снабжены рядами кольцевых гребней, последовательно увеличиваю1дихся по высоте от разъемов к середине калибра, причем каждый из гребней ограничен в сечении радиусными кривыми, и радиус кривой от вершины гребня в сторону калибра больше, чем от его вершины в сторону середины калибра f ,а высота фор.мируквдих полки профилей участков калибра выполнена возрастающей R
.разъемам калибра,
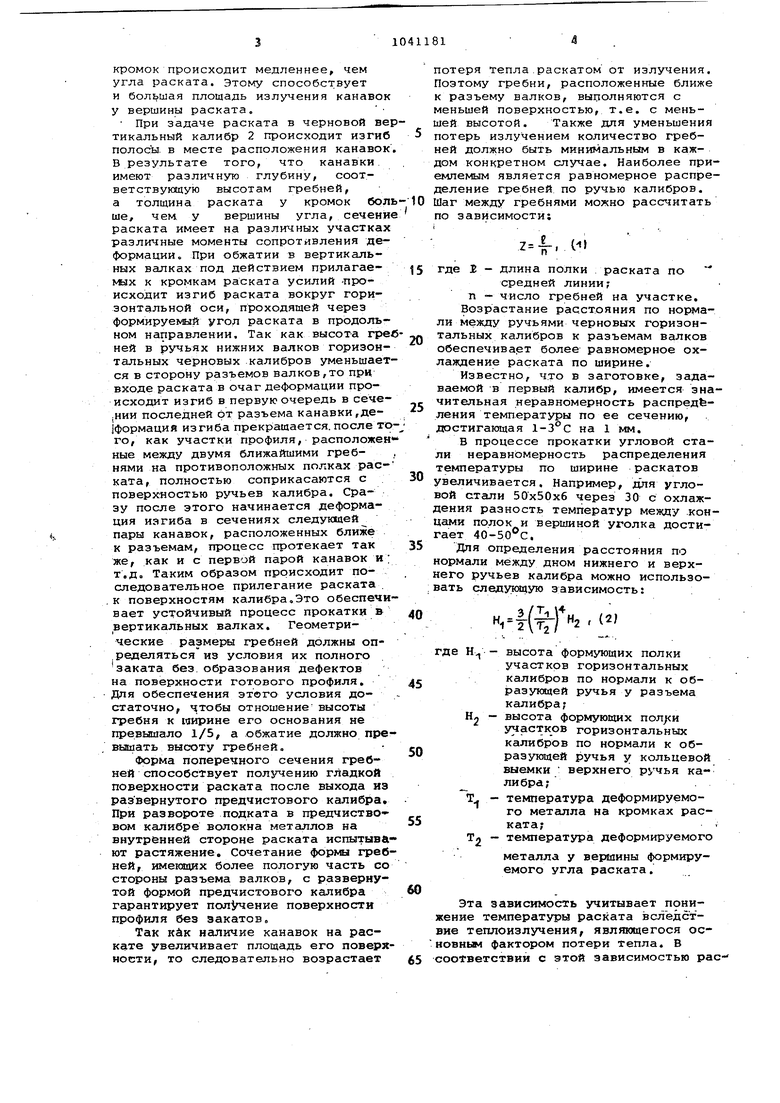
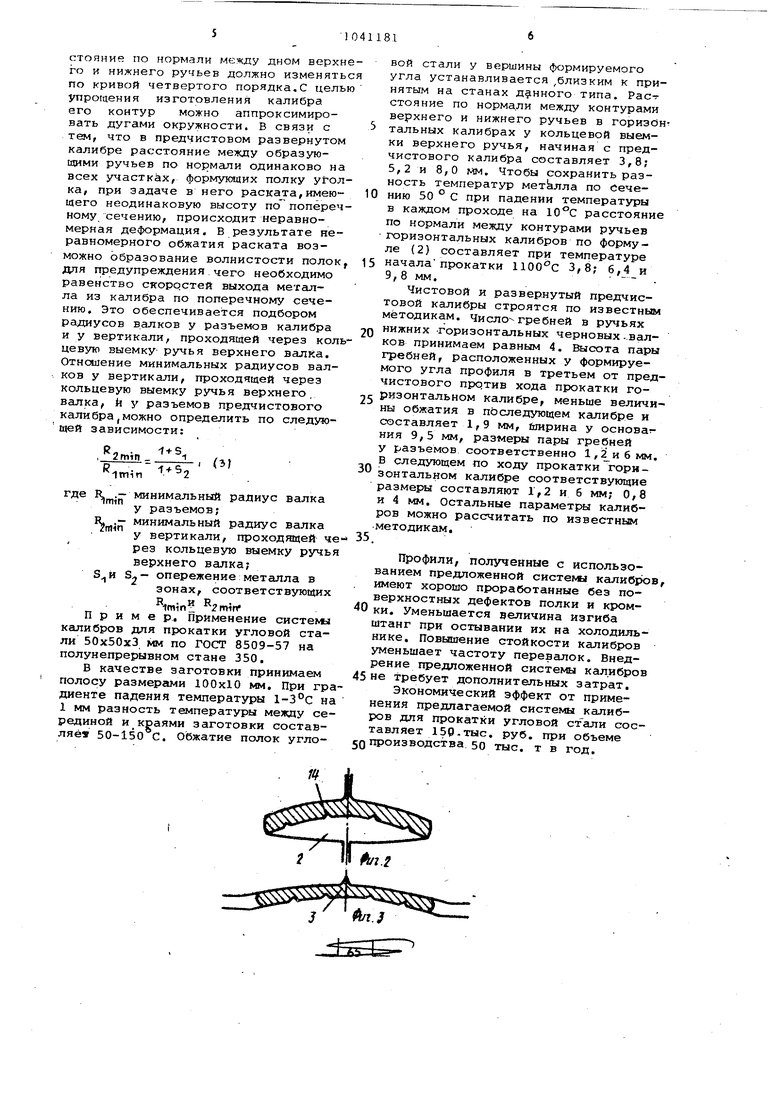
, На фиг. 1 - б изображена система ;Калибров; на фиг 7 - черновой горизонтальный калибр.
Система калибров содержит черновые 1 - 4, предчистовой 5 и чистовой 6 калибры. Черновые калибры 1 и 3 располагаются в горизонтальных, а калибры 2 и 4 - в вертикальных валках, Прелчистовой калибр 5 вы- полнен развернутым.
Полосовая заготовка 7 задается в черновой горизонтальный калибр 1. Ручей верхнего валка калибра снабжен кольцевой выемкой 8, в которой формируется угол раската 9, Ручей нижнего валка снабжен кольцевыми гребнями 10 и 11. Гребни равномерно расположены на участках формрфования полок уголка. Высота h гребня 10, расположенного дальше от раэъе- ЬЮБ 12 калибра, больше высоты h гребня 11, расположенного ближе к разъему валков. Кривая 13, ограничивающая поперечное сечение гребней, выполнена переменными радиусами, причем более пологая часть кривой обращена к разъему валков Г2 г Расстояние Hi,по нормали между ручьями верхнего и нижнего валков у разъма калибров больше чем расстояние между ними у кольцевой выемки 8 верхнего ручья. Таким же образом исполнен и черновой калибр 3. Благодаря нгшичию описанных гребней на раскате образуется продольные канавки 14. Расстояние по нормали между образукицими ручьев калибра ;у разъе мов валков больше, чем у кольцевой канавки верхнего ручья .Поэтом при обжатии заготовки в этом калибре иасса металла в поперечном сечет НИИ раската распределяется таким образс 1, что у кромок металла больше, чем у фop виpyeмoгo угла раскатов Благодаря этому остывание кромок происходит медленнее, чем угла раската. Этому способствует и площадь излучения канавок у вершины раската. При задаче раската в черновой ве тикальный калибр 2 происходит изгиб ПОЛОСЫ- в месте расположения канавок В результате того, что канавки имеют различную глубину, соответствующую высотам гребней, а толщина раската у кромок бол ше, чем, у вершины угла, сечени раската имеет на различных участках различные моменты сопротивления деформации. При обжатии в вертикальных валках под действием прилагаеvMx к кромкам раската усилий -происходит изгиб раската вокруг горизонтальной оси, проходящей через формируе} лй угол раската в продольном направлении. Так как высота гре ней в ручьях нижних валков горизонтальных черновых калибров уменьшает ся в сторону разъемов вал ков, то при входе раската в очаг деформации происходит изгиб в первую очередь в сече;Нии последней от разъема канавки,де{формация изгиба прекращается, после то го, как участки профиля, расположен ные между двумя ближайшими гребнями на противоположных полках раската, полностью соприкасаются с поверхностью ручьев калибра. Сразу после этого начинается деформация изгиба в сечениях следующей пары канавок, расположенных ближе к разъемам, процесс протекает так же, как и с первой парой канавок и ; т.д. Таким образом происходит последовательное прилегание раската . .к поверхностям калибра,Это обеспечи вает устойчивый процесс прокатки в вертикальных валках. Геометрические размеры гребней должны определяться из условия их полного заката без. образования дефектов на поверхности готового профиля. Для обеспечения этого условия достаточно, чтобы отношение высоты гребня к ширине его основания не превзлаало 1/5, а обжатие должно пре вышать высоту гребней. Форма поперечного сечения гребней способствует получению гладкой поверхности раската после выхода из развернутого предчистового калибра. При развороте подката в предчиствовом калибре волокна металлов на внутренней стороне раската испытывают растяжение. Сочетание формы греб ней, имекяцих более пологую часть со стороны разъема валков, с развернутой формой предчистового калибра гарантирует получение поверхности профиля без закатов. Так кик наличие канавок на раскате увеличивает площадь его поверхности, то следовательно возрастает потеря тепла - раскатом от излучения. Поэтому гребни, расположенные ближе к разъему валков, выполняются с меньшей поверхностью, т.е. с меньшей высотой. Также для уменьшения потерь излучением количество гребней должно быть минимальным в каждом конкретном случае. Наиболее приемлемым является равномерное распределение гребней по ручью калибров. Шаг между гребнями можно рассчитать по зависимости; где Б - длина полки раската по средней линии п - число гребней на участке. Возрастание расстояния по нормали между ручьями черновы х горизонтальных калибров к разъемам валков обеспечивает более равномерное охлаждение раската по ширине. Известно, что в заготовке, задаваемой в первый калибр, имеется значительная неравномерность распределения температуры по ее сечению, достигающая 1-3°С на 1 мм. В процессе прокатки угловой стали неравномерность распределения температуры по ширине раскатов увеличивается. Например, для угловой стали 50x50x6 через 30 с охлаждения разность температур между .концами полок и вершиной уголка достигает 40-50°с. Для определения расстояния по нормали между дном нижнего и верхнего ручьев калибра можно использовать следунвдую зависимость: IflTf) 2 где Н - высота формующих полки участков горизонтальных калибров по нормали к образующей ручья у разъема калибра; Hj - высота формующих участков горизонтальных калибров по нормали к образующей ручья у кольцевой выемки верхнего ручья калибра;Т. - температура деформируемого металла на кромках раската;12 - температура деформируемого металла у вершины формируемого угла раската. Эта зависимость учитывает понижение температуры раската вследствие теплоизлучения, являющегося основнь 1 фактором потери тепла. В соответствий с этой зависимостью расстояние по нормали между дном верхн го и нижнего ручьев должно изменять по кривой четвертого порядка.С цель упрощения изготовления калибра его контур можно аппроксимировать дугами окружности. В связи с тем, что в предчистовом развернутом калибре расстояние между образующими ручьев по нормали одинаково на всех участках, формующих полку угол ка, при задаче в него раска та,имеющего неодинаковую высоту по попереч ному сечению, происходит неравномерная деформация. В результате неравномерного обжатия раската возможно образование волнистости полок для предупреждения чего необходимо равенство скоррстей выхода металла из калибра по поперечному сечению. Это обеспечивается подбором радиусов валков у разъемов калибра и у вертикали, проходящей через кол цевую выемку ручья верхнего валка. Отношение минимальных радиусов валков у вертикали, проходящей через кольцевую выемку ручья верхнего, валка, и у разъемов предчистового калибра(МОЖНО определить по следующей зависимости: .min. где R .- кшнимальный радиус валка 1П11П у разъемов; 1 .- минимальный радиус валка у вертикали, проходящей че рез кольцевую выемку ручь верхнего валка; S и Sj- опережение металла в зонах, соответствующих fmin minПример. Применение системы калибров для прокатки угловой стали 50x50x3 мм по ГОСТ 8509-57 на полунепрерывном стане 350, В качестве заготовки принимаем полосу размерами 100x10 мм. При гр диенте падения температуры 1-3°С н 1 мм разность температуры между се рединой и краями заготовки составляё 50-150 С, Обжатие полок угло«( вой стали у вершины формируемого угла устанавливается ,близким к принятым на станах данного типа. Рас-г стояние по норма.ли между контурами верхнего и нижнего ручьев в горизсЗн; тальных калибрах у кольцевой выемки верхнего ручья, начиная с предчистового калибра составляет 3,8; 5,2 и 8,0 мм. Чтобы сохранить разность температур метЬлла по сечению 50 ° С при падении температуры в каждом проходе на 10°С расстояние по нормали между контурами ручьев горизонтальных калибров по формуле (2) составляет при температуре началапрокатки IIOO C 3,8; 6,4 и 9,8 мм. Чистовой и развернутый предчистовой калибры строятся по известным методикам. Число-гребней в ручьях нижних горизонтальных черновых-валков принимаем равным 4, Высота пары гребней, расположенных у формируемого угла профиля в третьем от предчистового против хода прокатки горизонтальном калибре, меньше величины обжатия в последующем калибре и составляет 1,9 мм, бшрина у основагния 9,5 мм, размеры пары гребней у разъемов соответственно 1,2 и 6 мм, В следующем по ходу прокатки горизонтальном калибре соответствующие размеры составляют 1,2 и б мм; 0,8 и 4 мм. Остальные параметры калибров можно рассчитать по известным методикам. Профили, получениые с использованием предложенной системы калибров, имеют хорошо проработанные без поверхностных дефектов полки и кромки. Уменьшается величина изгиба штанг при остывании их на холодильнике. Повышение стойкости калибров уменьшает частоту перевалок. Внедрение предложенной системы калибров не требует дополнительных затрат. Экономический эффект от применения предлагаемой системы калибров для прокатки угловой стали составляет 150. тыс, руб. при объеме производства 50 тыс, т в год.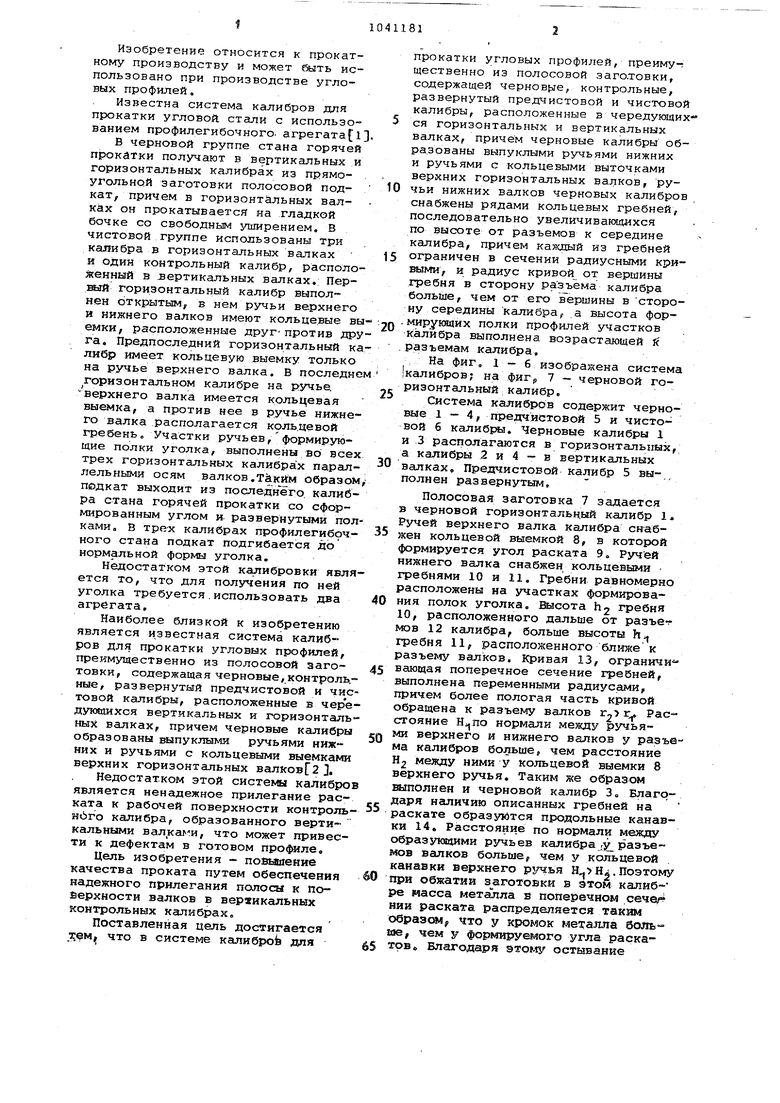
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки асимметричных угловых профилей | 1987 |
|
SU1433510A1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ УГЛОВЫХ ПРОФИЛЕЙ, преимущестэе нно из полосовой заготовки, содержащая черновые, контрольные, развернутый прёдчистовой и чистовой калибры, расположенные в чередующихся вертикальных и горизонтальных валках, причем черновые калибры образованы выпуклыми ручьями нижних и ручьями с кольцевыми выточками верхних горизонтальных валков, о тлич ающаяся тем, что, с целью повышения качества проката пу тем обеспечения надежного прилегания полосы к поверхности валков в вертикальных контрольных кашибрах, ручьи нижних валков черновых калибров сна бжены рядами кольцевых гребней, последовательно увеличивающих-ся по высоте от разъемов к середине калибра, причем каждый тлэ гребней ограничен в сечении радиусными кривыми, и радиус кривой от вершины гре«5ня в сторону разъема калибра больше, чем от его вершины в (Л сторону середины калибра, а высота формующих полки профилей участков калибра выполнена возрастающей к разъемам калибра.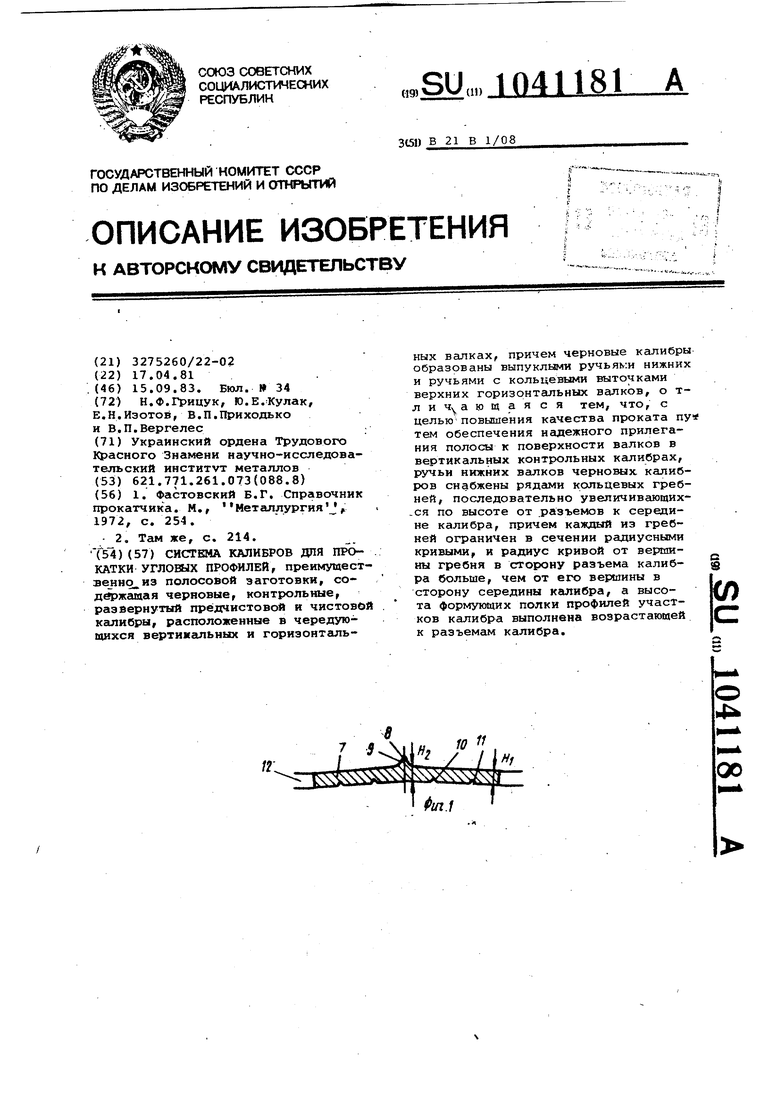
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фастовский Б.Г | |||
| Справочник прокатчика | |||
| М., Металлургия , 1972, с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| - | |||
| - -,f , TeiM же, с, 214. | |||
