1
(21)4344137/23-02
(22)12.10.87
(46) 30.06.90. Бгсл. К 24 (72) С.И.Македонов, В.М.Штанько, А.Г.Костепко, Н.Г.Ващенко, В.М.Коз- лов, Р.В.Ермакова, Б.П.Цуциев, В.З.Кофф, М.Г.Каплун и А.И.Фельдман
(53)621,357.7 (088.8)
(56)Липкий Я.Н. и Штанько В.М. Химическая и электрохимическая обработка стальных труб. - М.: Металлургия, 1982, с. 157.
(54)СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ОПРАВОК
(57)Изобретение относится к электрохимической обработке метаалов, преимущественно оправок из стали 60С2ХФА для холодной прокатки труб. Цель изобретения - повышение эксплуатационной стойкости оправок и расширение технологических возможностей. Электрохимическую обработку проводят в электролите следующего состава, мас.%: серная кислота 35-45; ортофос- форная кислота 35-45; карбоксиметил- целлюлоза 0,1-0,2; сернокислая медь 0,01-0,05; вода остальное, при 50- 80 С. причем сначала проводят полирование при плотности тока 220 А/дм2 1-2 мин, затем, увеличив плотность тока до 250-300 А/дм2, проводят оксидирование 1-2 мин и выдержку без тока 5-20 с. 2 табл.
с SS
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения коррозионной стойкости листового анодированного алюминия, предназначенного для лазерной гравировки | 2024 |
|
RU2821966C1 |
| СПОСОБ ОБРАБОТКИ ЛАТУННЫХ ИЗДЕЛИЙ ПЕРЕД ХРОМИРОВАНИЕМ | 1989 |
|
SU1727410A1 |
| ЭЛЕКТРОЛИТ ДЛЯ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ МЕДНЫХ ГАЛЬВАНОПОКРЫТИЙ | 2013 |
|
RU2529328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ АЛЮМИНИЯ ИЛИ СПЛАВА НА ЕГО ОСНОВЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 2002 |
|
RU2214873C1 |
| Способ получения электрохимического оксидноанодного алмазосодержащего покрытия алюминия и его сплавов | 2016 |
|
RU2631374C2 |
| СПОСОБ НАНЕСЕНИЯ МЕДНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2471020C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2288300C2 |
| СПОСОБ ПОЛУЧЕНИЯ НА ПОВЕРХНОСТИ ЛЕНТЫ-ФОЛЬГИ ИЗ НИОБИЙ-ТИТАНОВОГО СПЛАВА ИЗОЛИРУЮЩЕГО ОКСИДНОГО ПОКРЫТИЯ | 2010 |
|
RU2439750C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ МЕТАЛЛИЗАЦИИ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2653515C1 |
Изобретение относится к электрохимической обработке металлов, преимущественно оправок из стали 60С2ХФА для холодной прокатки труб. Целью изобретения является повышение эксплуатационной стойкости оправок и расширение технологических возможностей. Электрохимическую обработку проводят в электролите следующего состава, мас.%: серная кислота 35 - 45
ортофосфорная кислота 35 - 45
карбоксиметилцеллюлоза 0,1 - 0,2
сернокислая медь 0,01 - 0,05
вода остальное, при 50 - 80°С, причем сначала проводят полирование при плотности тока 220 А/дм2 1 - 2 мин, затем, увеличив плотность тока до 250 - 300 А/дм2, проводят оксидирование 1 - 2 мин и выдержку без тока 5 - 20 с. 1 табл.
Изобретение относится к способам электрохимической обработки металлов, в частности к полированию прокатного инструмента (оправок) преимущественно из стали 60С2ХФА для холодной прокатки труб.
Цель изобретения - повышение эксплуатационной стойкости оправок и расширение технологических возможностей.
Оправки из стали 60С2ХФА обрабатывают в одном растворе путем последовательного полирования, оксидирования и контактного осаждения меди при . температуре 50-80 С.
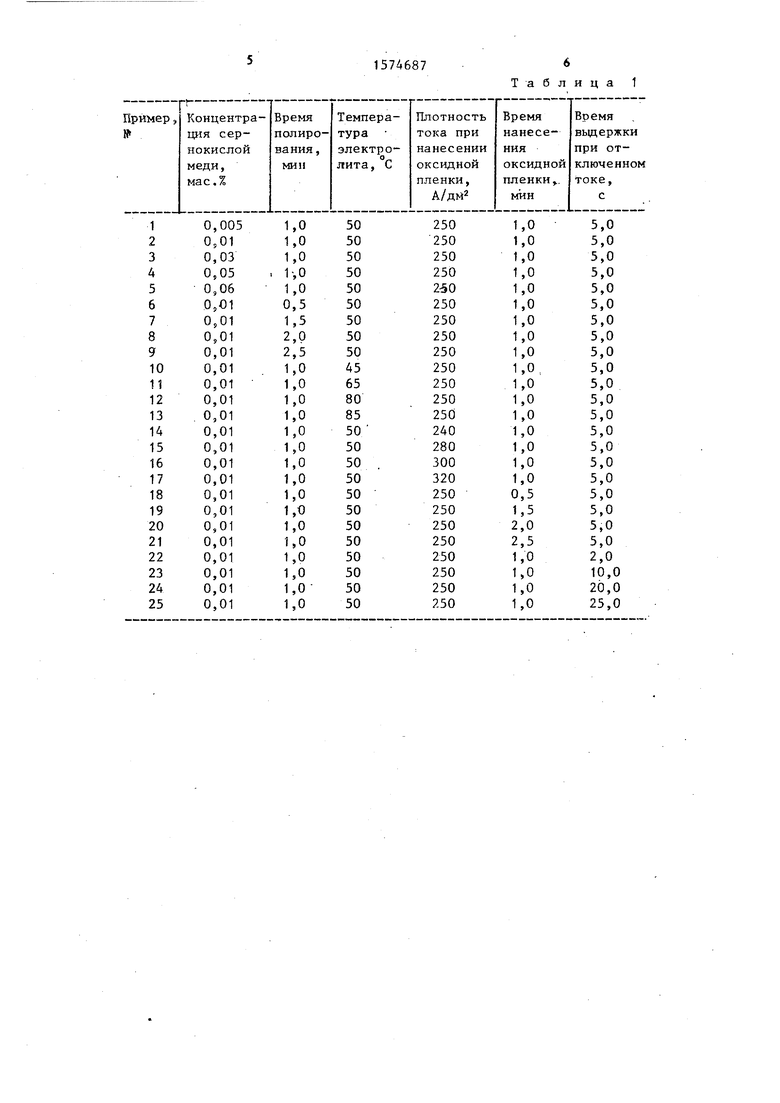
Технология приготовления электролита следующая. В воду при перемешивании приливают расчетное количество серной и ортофосфорной кислот, добавляют сернокислую медь и карбоксиметил- целлюлозу. Варьируемые параметры режимов обработки и концентрации сернокислой меди указаны в табл. 1.
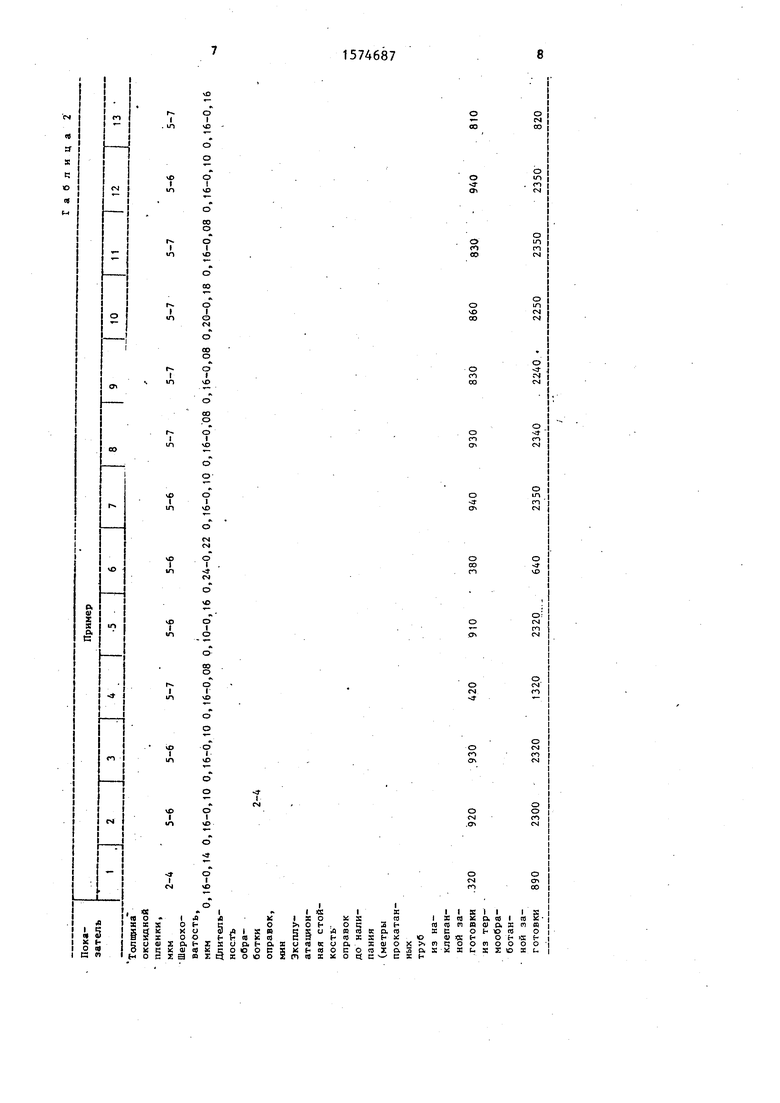
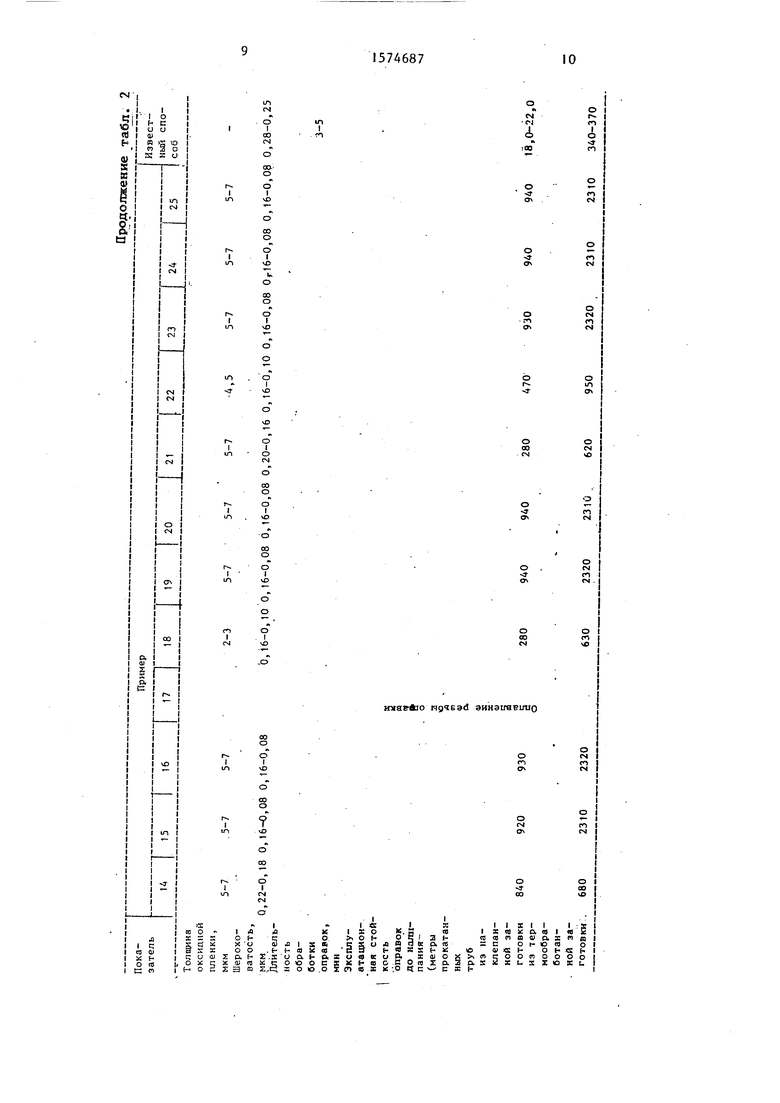
Данные, характеризующие эксплуатационную стойкость, толщину оксидной пленки, шероховатость, представлены в табл. 2.
Введение в электролит сернокислой меди в количестве 0,01-0,05% обусловливает эффект ускорения и улучшения качества окисного покрытия и повышения смазочных свойств прокатного инструмента, дополнительно предохраняя инструмент от изнашивания.
Окислению и равномерности окисленного слоя способствует повышение (50-80°С) температуры электролита. Процесс полирования ведут .в течение
СЛ
vj
&
00 Г-1
1-2 мин. Это время достатрчно для повышения чистоты поверхности на 1-2 класса. Дальнейшая выдержка в электролите нецелесообразна из-за отсутствия эффекта сглаживания. При меньшем времени экспозиции не достигается повышение чистоты поверхности
Таким же временем ограничен и процесс получения окисной пленки. При выдержке более 2 мин толщина окисной пленки не повышается более 5-7 мкм, а при выдержке до 1 мин она составляет 2-3 мкм. Кроме того, увеличение времени выдержки оправки в электролите свыше 2 мин приводит к ухудшению качества окисной пленки (появление рыхлости).
Для ускорения процесса анодного окисления и прочного его сцепления с поверхностью плотность тока повышается до 250-300 А/дм2. При понижении плотности тока менее 250 А/дм2 окисная пленка получается рыхлой, частично осыпается при прокате. При плотности тока выше 300 А/дм2 происходит перегрев контакта токоподвода к оправке и он оплавляется, при этом происходит также оправление резьбы оправки для навертки ее на стержень.
Увеличение температуры электролита свыше 80°С приводит к образованию рыхлой пленки, а уменьшение ее ниже 50°С - к уменьшению толщины окисной пленки, что свидетельствует об оптимальности выбранного интервала.
Изменение концентрации сернокисло меди в сторону уменьшения или увеличения от выбранного диапазона не обеспечивает нормального протекания процесса контактного осаждения меди, так как при завышенном количестве меди в окисном слое последний недопустимо размягчается и не выдержива- ет высоких удельных давлений при прокатке, особенно труб в наклепанном состоянии, снижение ниже нижнего граничного значения снижает стойкост оправок.
Уменьшение времени выдержки оправки при отключенном токе менее 5 с не обеспечивает достаточного насы5
0 5 Q
Q с
0
щения поверхности пленки ионами меди, а увеличение свыше 20 с нецелесообразно, так как процесс контактного осаждения меди прекращается.
При получении окисной пленки в два раздельных этапа: сначала полирование, а потом во втором электролите анодное окисление, последняя не выдерживает нагрузок прокатки и через 1-2 ч отслаивается от инструмента. Окисная пленка, полученная совмещенным процессом, позволяет работать оправке, не теряя своих эксплуатационных характеристик по 36-48 ч и более.
Предложенный способ по сравнению с известным позволяет удешевить процесс обработки оправок в 2-3 раза, повысить эксплуатационную стойкость оправок в 3-4 раза, увеличив выход годного при теплой и холодной прокатке труб на 3-7%.
Формула изобретения
Способ электрохимической обработки стальных оправок, включающий полирование в электролите, содержащем серную и ортофосфорную кислоты, кар- боксиметилцеллюлозу и воду при плотности тока 200 А/дм2, отличающийся тем, что, с целью повышения эксплуатационной стойкости оправок и расширения технологических возможностей, полирование проводят в течение 1-2 мин в электролите, дополнительно содержащем сернокислую медь при следующем соотношении компонентов, мас.%:
Серная кислота 35-45
Ортофосфорная
кислота35-45
Карбоксиметилцеллюлоза 0,1-0,2
Сернокислая
медь0,01-0,05
ВодаОстальное
после чего в том же растворе проводят оксидирование при плотности тока 250-300 А/дм2 в течение 1-2 мин и контактное осаждение меди в течение 5-20 с, причем все операции осуществляют при 50-80°С.
Таблица 1
Показатель
Пример
)
L.TT 3 J 4 .Т J у Г8 П io Т Г12 Т
Толщина
оксидной.
пленки,
мкм 2-4 5-6 5-6 5-7 5-6 5-6 5-6 5-7 5-7 5-7 5-7 5-6 5-7 Шероховатость,i
мкм 0,16-0,14 0,16-0,10 0,16-0,10 0,16-0,08 0,10-0,16 0,24-0,22 0,16-0,10 0,16-0,08 0,16-0,08 0,20-0,18 0,16-0,08 0,16-0,10 0,16-0,16 Длительностьобработки2-4оправок, мин
Эксплуатационная стойкость
оправок.
до нали- J
.fcv
панияQS
(метры°°
прокатанныхтруб из наклепанной заготовки 320 920 930 420 910 380 940 930 830 860 830 940 810 из тер- моовра- ботан- ной заготовки 890 2300 2320 1320 2320 640 2350 2340 2240 2250 2350 2350 820 ев
Пример
